


Spritzguss
TEILEN SIE DIESEN ARTIKEL
In diesem Ratgeber finden Sie alles, was Sie zum Thema Spritzgießen wissen müssen. Beherrschen Sie die Grundprinzipien der Technologie und lernen Sie schnell umsetzbare Designtipps, die Ihnen Zeit sparen und Kosten senken.
Teil 1
Die Grundlagen des Spritzgießens
Was ist ein Spritzguss? Wie funktioniert es und wofür wird es verwendet? In diesem Abschnitt beantworten wir diese Fragen und zeigen Ihnen gängige Beispiele für Spritzgussteile, damit Sie sich mit den grundlegenden Mechanismen und Anwendungen der Technologie vertraut machen können.
Was ist Spritzguss?
Spritzgießen ist eine Fertigungstechnologie zur Massenproduktion identischer Kunststoffteile mit guten Toleranzen. Beim Spritzgießen wird Polymergranulat geschmolzen und dann unter Druck in eine Form eingespritzt, wo der flüssige Kunststoff abkühlt und erstarrt. Die beim Spritzguss verwendeten Materialien sind thermoplastische Polymere, die eingefärbt oder mit anderen Additiven gefüllt werden können.
Fast jedes Kunststoffteil in Ihrer Nähe wurde im Spritzgussverfahren hergestellt:von Autoteilen über Elektronikgehäuse bis hin zu Küchengeräten.
Spritzguss wird häufig eingesetzt, da es bei hohen Produktionsmengen sehr niedrige Kosten pro Teil sowie eine hervorragende Wiederholgenauigkeit und große Designflexibilität bietet. Die Haupteinschränkungen des Spritzgießens sind in der Regel wirtschaftlicher Natur, da der Prozess eine erhebliche Vorabinvestition in die Werkzeuge erfordert. Traditionell konnte die Bearbeitungszeit vom Entwurf bis zur Produktion mehrere Wochen dauern, obwohl moderne digitale Fertigungsabläufe mittlerweile in einigen Fällen die Herstellung von Formteilen in nur einer Woche ermöglichen.
So funktioniert kundenspezifisches Spritzgießen
Eine Spritzgießmaschine besteht aus drei Hauptteilen:der Spritzeinheit, der Form (dem Herzstück des gesamten Prozesses) und der Schließ-/Auswerfereinheit.
In diesem Abschnitt untersuchen wir den Zweck jedes dieser Systeme und wie sich ihre grundlegende Funktionsweise auf das Endergebnis des Spritzgussprozesses auswirkt.
Vor- und Nachteile des Spritzgießens
Spritzgießen ist eine etablierte Fertigungstechnologie mit langer Geschichte, die jedoch durch neue technologische Fortschritte ständig verfeinert und verbessert wird.
Nachfolgend finden Sie eine Übersicht über die wichtigsten Vor- und Nachteile des Spritzgießens, damit Sie besser verstehen, ob es die richtige Lösung für Ihre Anwendung ist.
Vorteile des Spritzgießens
Großserienfertigung von Kunststoffen
Spritzguss ist die kostengünstigste Technologie zur Herstellung großer Mengen identischer Kunststoffteile. Sobald die Form erstellt und die Maschine eingerichtet ist, können zusätzliche Teile sehr schnell und zu sehr geringen Kosten hergestellt werden.
Die empfohlene Mindestproduktionsmenge für den Spritzguss beträgt 500 Einheiten. An diesem Punkt spielen Skaleneffekte eine Rolle, und die relativ hohen Anschaffungskosten der Werkzeuge wirken sich weniger stark auf den Stückpreis aus.
Große Auswahl an Materialien
Nahezu jedes thermoplastische Material (und einige Duroplaste und Silikone) kann im Spritzgussverfahren hergestellt werden. Dies ermöglicht eine sehr große Auswahl an verfügbaren Materialien mit unterschiedlichen physikalischen Eigenschaften für die Gestaltung.
Im Spritzgussverfahren hergestellte Teile weisen sehr gute physikalische Eigenschaften auf. Die Eigenschaften können durch Zusatzstoffe wie Glasfasern oder durch die Mischung von Pellets wie PC/ABS angepasst werden, um eine bestimmte Festigkeit, Steifigkeit oder Schlagfestigkeit zu erreichen.
Sehr hohe Produktivität
Der typische Spritzgießzyklus dauert 15 bis 60 Sekunden. Dies hängt von der Größe des Teils und der Komplexität der Form ab. Im Vergleich dazu kann es bei der CNC-Bearbeitung oder beim 3D-Druck Minuten bis Stunden dauern, bis die gleiche Geometrie entsteht. Außerdem kann eine einzige Form mehrere Teile aufnehmen, was die Produktionsmöglichkeiten dieses Herstellungsprozesses weiter erhöht. Das bedeutet, dass jede Stunde Hunderte (oder sogar Tausende) identischer Teile hergestellt werden können.
Große Wiederholgenauigkeit und Toleranzen
Der Spritzgussprozess ist sehr wiederholbar und die hergestellten Teile sind im Wesentlichen identisch. Natürlich kommt es mit der Zeit zu einem gewissen Verschleiß an der Form, aber eine typische Pilotform aus Aluminium hält 5.000 bis 10.000 Zyklen, während Serienformen aus Werkzeugstahl mehr als 100.000 Zyklen überstehen.
Dieses Maß an Genauigkeit reicht für die meisten Anwendungen aus und ist sowohl mit der CNC-Bearbeitung als auch mit dem 3D-Druck vergleichbar. Engere Toleranzen sind möglich, hängen jedoch von der Materialschrumpfung ab. Beispielsweise schrumpft Polypropylen (PP) stärker als Polycarbonat (PC), wodurch es schwieriger wird, enge Abmessungen einzuhalten.
Hervorragendes optisches Erscheinungsbild
Eine wesentliche Stärke des Spritzgussverfahrens besteht darin, dass damit fertige Produkte hergestellt werden können, die kaum oder gar keine zusätzliche Nachbearbeitung erfordern. Die Oberflächen der Form können hochgradig poliert werden, um spiegelähnliche Teile zu erzeugen, oder sie können perlgestrahlt werden, um strukturierte Oberflächen zu erzeugen. Die SPI-Standards bestimmen den Grad der Endbearbeitung, der erreicht werden kann.
Holen Sie sich die Empfehlungen zur Verarbeitung/Materialkompatibilität →
Einschränkungen des Spritzgusses
Anlaufkosten für Werkzeuge
Einer der wichtigsten wirtschaftlichen Aspekte beim Spritzgießen sind die Vorlaufkosten für die Werkzeuge, da für jede Teilegeometrie eine maßgeschneiderte Form hergestellt werden muss. Diese Werkzeugkosten sind in erster Linie mit der Formenkonstruktion und -produktion verbunden und liegen bei einfacheren Formen typischerweise zwischen etwa 250 und 1.000 US-Dollar, obwohl komplexere Werkzeuge deutlich mehr kosten können. Da sich die Formkosten auf die Gesamtzahl der produzierten Teile verteilen, wird das Spritzgießen bei mittleren bis hohen Produktionsmengen immer kostengünstiger.
Designänderungen sind kostspielig
Nachdem eine Form hergestellt wurde, ist es sehr teuer, sie zu modifizieren. Designänderungen erfordern normalerweise die Erstellung einer neuen Form von Grund auf. Aus diesem Grund ist die korrekte Gestaltung eines Teils für den Spritzguss sehr wichtig.
In Teil 2 listen wir die wichtigsten Designüberlegungen auf, die Sie bei der Konstruktion für das Spritzgießen berücksichtigen sollten. In Teil 5 erfahren Sie außerdem, wie Sie das Risiko mindern können, indem Sie physische Prototypen Ihrer Teile erstellen.
Längere Vorlaufzeiten im Vergleich zu anderen Technologien
Die typische Durchlaufzeit beim Spritzgießen liegt zwischen 6 und 10 Wochen. Die Herstellung der Form dauert 4–6 Wochen, plus 2–4 weitere Wochen für Produktion und Versand.
Wenn Designänderungen erforderlich sind (was häufig vorkommt), erhöht sich die Bearbeitungszeit entsprechend.
Andererseits können Teile, die mit einem Desktop-3D-Drucker hergestellt wurden, über Nacht zur Auslieferung bereit sein, während industrielle 3D-Drucksysteme eine typische Vorlaufzeit von drei bis fünf Tagen haben. CNC-bearbeitete Teile werden in der Regel innerhalb von 10 Tagen oder sogar innerhalb von fünf Tagen geliefert.
Design für Spritzguss
Es gibt mehrere Faktoren, die die Qualität des Endprodukts und die Wiederholbarkeit des Prozesses beeinflussen können. Um den vollen Nutzen aus dem Prozess zu ziehen, muss der Designer bestimmte Designrichtlinien befolgen.
In diesem Abschnitt beschreiben wir häufige Fehler beim Spritzgießen und geben grundlegende und erweiterte Richtlinien für die Konstruktion von Teilen sowie Empfehlungen, wie sich die Kosten auf ein Minimum beschränken lassen.
Häufige Spritzgussfehler
Die meisten Fehler beim Spritzgießen hängen entweder mit dem Fließen des geschmolzenen Materials oder der ungleichmäßigen Abkühlgeschwindigkeit während der Erstarrung zusammen.
Nachfolgend finden Sie eine Liste von Mängeln, die Sie bei der Konstruktion eines Teils für das Spritzgießen berücksichtigen sollten. Im nächsten Abschnitt zeigen wir Ihnen, wie Sie jedes dieser Probleme vermeiden können, indem Sie gute Designpraktiken befolgen.
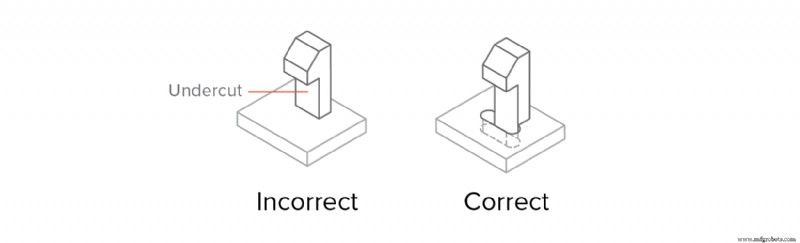
Umgang mit Unterschnitten
Die einfachste Form (die Straight-Pull-Form) besteht aus zwei Hälften. Elemente mit Hinterschneidungen (z. B. die Zähne eines Gewindes oder der Haken einer Schnappverbindung) können jedoch möglicherweise nicht mit einer geraden Form hergestellt werden. Dies liegt entweder daran, dass die Form nicht CNC-bearbeitet werden kann oder dass das Material den Auswurf des Teils behindert.
Hinterschnitte beim Spritzgießen sind Teilemerkmale, die mit einer einfachen zweiteiligen Form nicht hergestellt werden können, weil das Material beim Öffnen der Form oder beim Auswerfen im Weg ist.
Gemeinsame Designmerkmale
Erfahren Sie anhand dieser praktischen Richtlinien, wie Sie die häufigsten Merkmale von Spritzgussteilen entwerfen. Nutzen Sie sie, um die Funktionalität Ihrer Designs zu verbessern und gleichzeitig die grundlegenden Designregeln einzuhalten.
Teil 2
Es gibt mehrere Faktoren, die die Qualität beeinflussen können des Endprodukts und der Wiederholbarkeit des Prozesses. Um den vollen Nutzen aus dem Prozess zu ziehen, muss der Designer bestimmte Designrichtlinien befolgen.
In diesem Abschnitt beschreiben wir häufige Fehler beim Spritzgießen sowie grundlegende und erweiterte Richtlinien beim Entwerfen von Teilen zu beachten, einschließlich Empfehlungen zur Minimierung der Kosten.
Häufige Spritzgussfehler
Die meisten Fehler beim Spritzgießen hängen entweder mit dem Fließen des geschmolzenen Materials oder seiner ungleichmäßigen Abkühlgeschwindigkeit während der Erstarrung zusammen.
Hier finden Sie eine Liste von Mängeln, die Sie bei der Konstruktion eines Teils für den Spritzguss berücksichtigen sollten. Im nächsten Abschnitt erfahren Sie, wie Sie jedes dieser Probleme vermeiden können, indem Sie bewährte Designpraktiken befolgen.
Verzerrung
Wenn bestimmte Abschnitte schneller abkühlen (und dadurch schrumpfen) als andere, kann sich das Teil aufgrund innerer Spannungen dauerhaft verbiegen.
Teile mit nicht konstanter Wandstärke sind am anfälligsten für Verformungen.
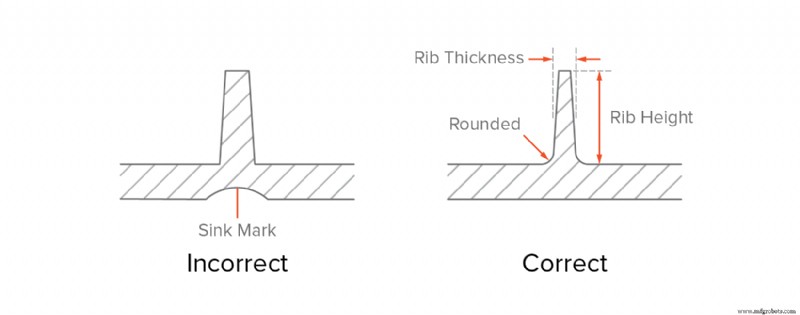
Einfallstellen
Wenn das Innere eines Teils vor seiner Oberfläche erstarrt, kann in einer ansonsten flachen Oberfläche eine kleine Vertiefung entstehen, die als Einfallstelle bezeichnet wird.
Teile mit dicken Wänden oder schlecht gestalteten Rippen sind am anfälligsten für Einsinken.
Ziehmarken
Wenn der Kunststoff schrumpft, übt er Druck auf die Form aus. Beim Auswerfen gleiten und kratzen die Teilewände an der Form, was zu Schleifspuren führen kann.
Teile mit vertikalen Wänden (und ohne Formschräge) sind am anfälligsten für Schleifspuren.
Linien stricken
Beim Zusammentreffen zweier Strömungen kann es zu kleinen haarähnlichen Verfärbungen kommen. Diese Stricklinien beeinträchtigen die Ästhetik der Teile, verringern aber im Allgemeinen auch die Festigkeit des Teils.
Teile mit abrupten Geometrieänderungen oder Löchern sind anfälliger für Verbindungslinien.
Kurze Aufnahmen
In der Form eingeschlossene Luft kann den Materialfluss während des Einspritzens behindern, was zu einem unvollständigen Teil führt. Durch gutes Design kann die Fließfähigkeit des geschmolzenen Kunststoffs verbessert werden.
Teile mit sehr dünnen Wänden oder schlecht gestalteten Rippen sind anfälliger für Kurzschüsse.
Umgang mit Hinterschnitten
Die einfachste Form (die Straight-Pull-Form) besteht aus 2 Hälften. Elemente mit Hinterschneidungen (z. B. die Zähne eines Gewindes oder der Haken einer Schnappverbindung) können jedoch möglicherweise nicht mit einer geraden Form hergestellt werden. Dies liegt entweder daran, dass die Form nicht CNC-bearbeitet werden kann oder weil das Material den Auswurf des Teils behindert.
Hinterschnitte beim Spritzgießen sind Teilemerkmale, die mit einer einfachen zweiteiligen Form nicht hergestellt werden können, weil beim Öffnen der Form oder beim Auswerfen Material im Weg ist.
Beispiele für Hinterschneidungen sind die Zähne eines Gewindes oder der Haken einer Schnappverbindung.
Hier einige Ideen, die Ihnen beim Umgang mit Hinterschnitten helfen:
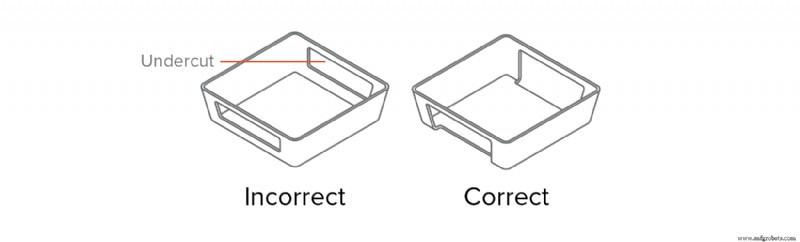
Vermeiden Sie Unterschnitte durch Absperrungen
Die gänzliche Vermeidung von Unterschneidungen könnte die beste Option sein . Hinterschneidungen erhöhen immer die Kosten, die Komplexität und den Wartungsaufwand für die Form. Durch eine geschickte Neukonstruktion können Hinterschnitte häufig beseitigt werden.
Absperrungen sind ein nützlicher Trick, um mit Hinterschnitten in Innenbereichen des Teils (für Schnappverbindungen) oder an den Seiten des Teils (für Löcher oder Griffe) umzugehen.
Nachfolgend finden Sie einige Beispiele dafür, wie Spritzgussteile so umgestaltet werden können, dass Hinterschneidungen vermieden werden:Im Wesentlichen wird Material im Bereich unter der Hinterschneidung entfernt, wodurch das Problem vollständig beseitigt wird.
Trennlinie verschieben
Der einfachste Weg, mit einem Hinterschnitt umzugehen, besteht darin, die Trennlinie der Form so zu verschieben, dass sie diese schneidet.
Diese Lösung eignet sich für viele Konstruktionen mit Hinterschnitten auf einer Außenfläche. Vergessen Sie nicht, die Entformungswinkel entsprechend anzupassen.
Verwenden Sie einen Abstreif-Hinterschnitt (Bumpoffs)
Abstreif-Hinterschnitte (auch Bumpoffs genannt) können verwendet werden, wenn das Merkmal flexibel genug ist, um sich beim Auswerfen über der Form zu verformen . Zur Herstellung von Gewinden in Flaschenverschlüssen werden Abisolier-Hinterschnitte verwendet.
Hinterschnitte können nur unter folgenden Bedingungen verwendet werden:
- Die Abisolierunterschneidung muss von Versteifungselementen entfernt liegen , wie Ecken und Rippen.
- Der Hinterschnitt muss einen Steigungswinkel haben von 30o bis 45o Grad.
- Das Spritzgussteil muss Platz haben und muss flexibel sein genug, um sich auszudehnen und zu verformen.
Es wird empfohlen, bei Teilen aus faserverstärkten Kunststoffen das Abisolieren von Hinterschneidungen zu vermeiden. Typischerweise flexible Kunststoffe wie PP, HDPE oder Nylon (PA) können Hinterschnitte von bis zu 5 % ihres Durchmessers tolerieren.
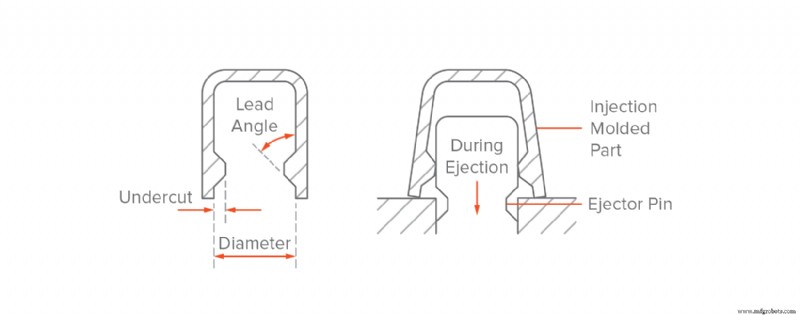 *Beispielteil mit Abisolier-Hinterschnitten. Das Teil wird beim Herausdrücken aus der Form verformt.*
*Beispielteil mit Abisolier-Hinterschnitten. Das Teil wird beim Herausdrücken aus der Form verformt.* Gleitende Nebenaktionen und Kerne
Gleitende Seitenteile und Kerne werden eingesetzt, wenn eine Umgestaltung des Spritzgussteils zur Vermeidung von Hinterschneidungen nicht möglich ist.
Nebenwirkungskerne sind Einsätze die hineingleiten, wenn sich die Form schließt, und herausgleiten, bevor sie sich öffnet. Bedenken Sie, dass diese Mechanismen Kosten und Komplexität mit sich bringen zur Form.
Befolgen Sie beim Entwerfen von Nebenaktionen die folgenden Richtlinien:
- Es muss Platz für die Ein- und Ausbewegung des Kerns sein . Das bedeutet, dass sich das Feature auf der anderen Seite des Teils befinden muss.
- Die Nebenaktionen müssen sich senkrecht bewegen . Das Bewegen in einem anderen Winkel als 90° ist komplizierter, was zu höheren Kosten und Durchlaufzeiten führt.
- Vergessen Sie nicht, Entformungsschrägen hinzuzufügen Passen Sie Ihr Design wie gewohnt an und berücksichtigen Sie dabei die Bewegung des seitlichen Aktionskerns.
Gemeinsame Designmerkmale
Erfahren Sie anhand dieser praktischen Richtlinien, wie Sie die häufigsten Merkmale von Spritzgussteilen entwerfen. Nutzen Sie sie, um die Funktionalität Ihrer Designs zu verbessern und gleichzeitig die grundlegenden Designregeln einzuhalten.
Gewindebefestigungen (Vorsprünge und Einsätze)
Es gibt drei Möglichkeiten, einem Spritzgussteil Befestigungselemente hinzuzufügen:durch die Konstruktion eines Gewindes direkt am Teil, durch das Hinzufügen eines Vorsprungs, an dem die Schraube befestigt werden kann, oder durch das Einfügen eines Gewindeeinsatzes.
Modellieren eines Gewindes direkt am Teil ist möglich, wird aber nicht empfohlen, da es sich bei den Zähnen des Gewindes im Wesentlichen um Hinterschnitte handelt, was die Komplexität und Kosten der Form drastisch erhöht (auf Hinterschnitte gehen wir in einem späteren Abschnitt näher ein). Ein Beispiel für ein Spritzgussteil mit Gewinde sind Flaschenverschlüsse.
Bosse
Vorsprünge kommen bei Spritzgussteilen sehr häufig vor und werden als Befestigungs- oder Montagepunkte verwendet . Sie bestehen aus zylindrischen Vorsprüngen mit Löchern zur Aufnahme von Schrauben, Gewindeeinsätzen oder anderen Arten von Befestigungs- und Montageteilen. Man kann sich einen Chef gut als eine Rippe vorstellen, die sich in sich selbst schließt im Kreis.
Vorsprünge dienen als Befestigungs- oder Befestigungspunkte (in Verbindung mit selbstschneidenden Schrauben oder Gewindeeinsätzen).
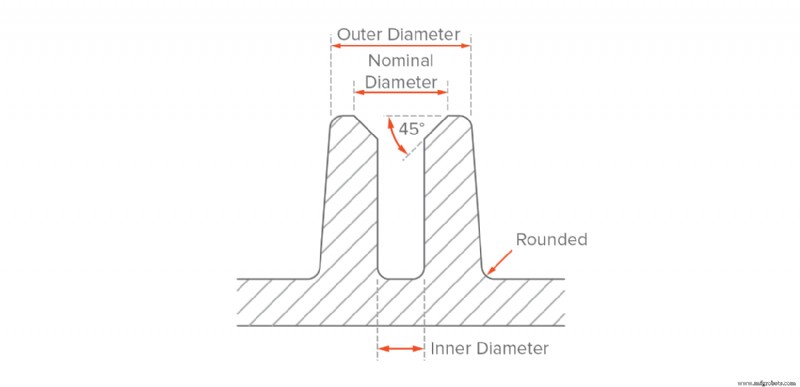 *Empfohlenes Design eines Chefs*
*Empfohlenes Design eines Chefs* Wenn Vorsprünge als __Befestigungspunkte__ verwendet werden, sollte der Außendurchmesser des Vorsprungs das Zweifache des Nenndurchmessers der Schraube oder des Einsatzes betragen und sein Innendurchmesser dem Durchmesser des Schraubenkerns entsprechen. Das Loch des Vorsprungs sollte bis zur Basiswandebene reichen, auch wenn nicht die gesamte Tiefe für die Montage benötigt wird, um eine __gleichmäßige Wandstärke__ über das gesamte Element hinweg zu gewährleisten. Fügen Sie eine Fase hinzu, um das Einführen der Schraube oder des Einsatzes zu erleichtern.
__Für beste Ergebnisse:__
Vermeiden Sie es, Vorsprünge zu entwerfen, die in die Hauptwände übergehen
Stützen Sie die Vorsprünge mit Rippen ab oder verbinden Sie sie mit einer Hauptwand
Verwenden Sie für Vorsprünge mit Einsätzen einen Außendurchmesser, der dem Zweifachen der Nenngröße des Einsatzes entspricht
Threads
Gewindeeinsätze aus Metall kann zu Kunststoff-Spritzgussteilen hinzugefügt werden, um ein dauerhaftes Gewindeloch für Befestigungselemente wie Maschinenschrauben bereitzustellen. Der Vorteil der Verwendung von Einsätzen besteht darin, dass sie viele Montage- und Demontagezyklen ermöglichen .
Einsätze werden durch thermisches, Ultraschall- oder In-Mold-Einlegen in Spritzgussteile eingebaut. Um einen Vorsprung zu konstruieren, der einen Gewindeeinsatz aufnehmen soll, verwenden Sie ähnliche Richtlinien wie oben und verwenden Sie den Durchmesser des Einsatzes als Richtmaß.
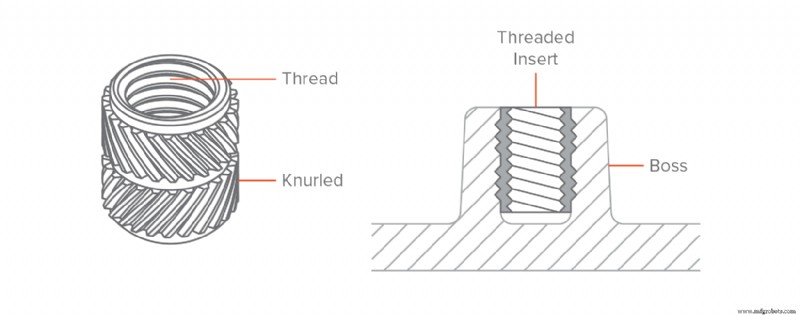 *Ein Gewindeeinsatz in einer Nabe*
*Ein Gewindeeinsatz in einer Nabe* __Für beste Ergebnisse:__
Vermeiden Sie es, Gewinde direkt an Ihrem Spritzgussteil anzubringen
Konstruieren Sie Vorsprünge mit einem Außendurchmesser, der dem Zweifachen des Nenndurchmessers der Schraube oder des Einsatzes entspricht
Fügen Sie an den Kanten des Gewindes ein Relief von 0,8 mm hinzu
Verwenden Sie ein Gewinde mit einer Steigung von mehr als 0,8 mm (32 Gewindegänge pro Zoll)
Verwenden Sie ein Trapez- oder Sägegewinde
Der beste Weg, mit den entstandenen Hinterschneidungen umzugehen:
Verwenden Sie ein Gewinde mit einer Steigung von mehr als 0,8 mm (32 Gewindegänge pro Zoll)
Platzieren Sie Außengewinde entlang der Trennlinie
Rippen
Wenn selbst die maximal empfohlene Wandstärke nicht ausreicht, um die funktionalen Anforderungen eines Teils zu erfüllen, können Rippen zur Verbesserung der Steifigkeit eingesetzt werden.
Beim Entwerfen von Rippen:
● Verwenden Sie eine Dicke, die dem 0,5-fachen der Hauptwanddicke entspricht
● Definieren Sie eine Höhe kleiner als 3 × Rippendicke
● Verwenden Sie eine Basisverrundung mit einem Radius von mehr als ¼ × Rippendicke
● Fügen Sie einen Entformungswinkel von mindestens 0,25° – 0,5° hinzu
● Fügen Sie eine Minute hinzu. Abstand zwischen Rippen und Wänden von 4 × Rippendicke
Schnappverbindungen
Schnappverbindungen sind eine sehr einfache, wirtschaftliche und schnelle Möglichkeit, zwei Teile ohne Verbindungselemente oder Werkzeuge zu verbinden . Für Schnappverbindungen gibt es vielfältige Gestaltungsmöglichkeiten.
Als Faustregel gilt die Durchbiegung Die Größe einer Schnappverbindung hängt im Wesentlichen von deren Länge und der zulässigen Kraft ab das in der Breite darauf aufgetragen werden kann (da seine Dicke mehr oder weniger durch die Wandstärke des Teils bestimmt wird). Ein weiteres Beispiel für Hinterschnitte sind auch Schnappverbindungen.
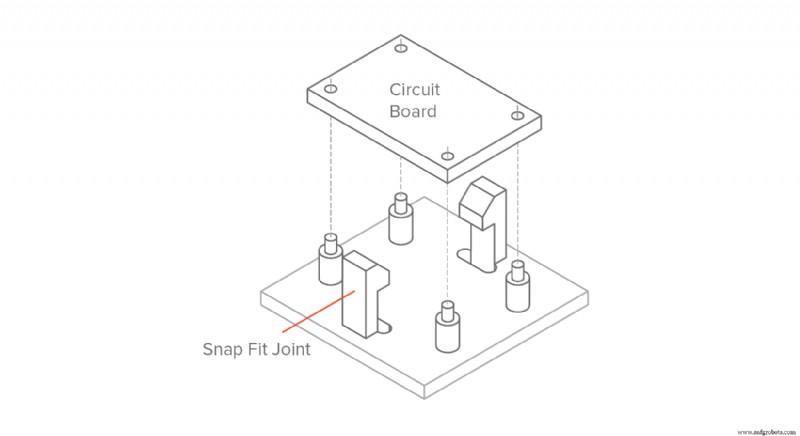 *Beispiel einer Baugruppe mit Schnappverbindungen*
*Beispiel einer Baugruppe mit Schnappverbindungen* Im obigen Beispiel wird die gebräuchlichste Schnappverbindungskonstruktion (bekannt als „freitragende Schnappverbindung“) gezeigt. Fügen Sie wie bei Rippen einen Schrägenwinkel zu Ihren Schnappverbindungen hinzu und verwenden Sie eine Mindestdicke von 0,5x der Wandstärke.
Spezifische Richtlinien zur Gestaltung von Schnappverbindungen sind ein großes Thema, das den Rahmen dieses Artikels sprengt. Ausführlichere Informationen finden Sie in diesem Artikel vom MIT.
Für beste Ergebnisse:
Fügen Sie den vertikalen Wänden Ihrer Schnappverbindungen einen Formschrägenwinkel hinzu
Entwerfen Sie Schnappverbindungen mit einer Dicke von mehr als dem 0,5-fachen der Wandstärke
Passen Sie ihre Breite und Länge an, um ihre Durchbiegung und zulässige Kraft zu kontrollieren
Lebende Scharniere
Bei lebenden Scharnieren handelt es sich um dünne Kunststoffteile, die zwei Segmente verbinden eines Teils und erlauben Sie ihm, sich zu biegen und zu biegen . Typischerweise werden diese Scharniere in Massenbehältern wie Plastikflaschen eingebaut. Ein gut konstruiertes bewegliches Scharnier kann bis zu einer Million Zyklen ohne Ausfall überstehen.
Das Material Das zum Spritzgießen eines beweglichen Scharniers verwendete Material muss flexibel sein. Polypropylen (PP) und Polyethylen (PE) sind eine gute Wahl für Verbraucheranwendungen und Nylon (PA) für technische Anwendungen.
Unten ist ein gut gestaltetes Scharnier dargestellt. Die empfohlene Mindestdicke Die Dicke des Scharniers liegt zwischen 0,20 und 0,35 mm, wobei höhere Dicken zu haltbareren, aber steiferen Teilen führen.
{{img}}
*Beispiel für ein Scharnier (links) und empfohlene Konstruktionsmaße für PP oder PE (rechts)*
Bevor mit der Serienproduktion begonnen wird, wird ein Prototyp erstellt Ihre beweglichen Scharniere nutzen CNC-Bearbeitung oder 3D-Druck, um die Geometrie und Steifigkeit zu bestimmen, die am besten zu Ihrer Anwendung passt. Geben Sie großzügig Filets hinzu und Design Schultern mit einer gleichmäßigen Wandstärke wie der Hauptkörper des Teils, um den Materialfluss in der Form zu verbessern und die Spannungen zu minimieren. Teilen Sie Scharniere, die länger als 150 mm sind in zwei (oder mehr), um die Lebensdauer zu verbessern.
Ausführliche Richtlinien finden Sie in diesem MIT-Leitfaden.
Für beste Ergebnisse :
-
Design-Scharniere mit einer Dicke zwischen 0,20 und 0,35 mm
-
Wählen Sie für Teile mit beweglichen Scharnieren ein flexibles Material (PP, PE oder PA).
-
Verwenden Sie Schultern mit einer Dicke, die der Dicke der Hauptwand entspricht
-
Fügen Sie möglichst große Filets hinzu
Rippen zerdrücken
Quetschrippen sind kleine hervorstehende Elemente, die sich verformen, um Reibung zu erzeugen wenn verschiedene Komponenten zusammengeschoben werden, um deren Position zu sichern.
Quetschrippen können eine wirtschaftliche Alternative zur Herstellung von Löchern mit hoher Toleranz für feste Passungen sein . Sie werden üblicherweise zur Unterbringung von Lagern oder Wellen verwendet und andere Presspassungsanwendungen.
Ein Beispiel für ein Teil mit Quetschrippen ist unten dargestellt. Um eine gute Ausrichtung zu gewährleisten, wird die Verwendung von drei Quetschrippen empfohlen. Die empfohlene Höhe/der Radius für jede Rippe beträgt 2 mm . Fügen Sie ein Mindestübermaß von 0,25 mm hinzu zwischen Quetschrippe und Einbauteil. Aufgrund des geringen Oberflächenkontakts mit der Form können Quetschrippen ohne Formschräge konstruiert werden.
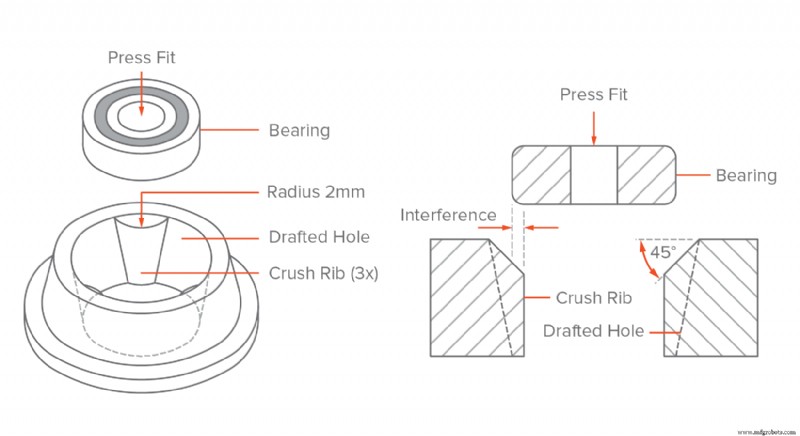 *Beispiel einer Quetschrippe (links) und empfohlene Designabmessungen (rechts)*
*Beispiel einer Quetschrippe (links) und empfohlene Designabmessungen (rechts)* __Für beste Ergebnisse:__
Fügen Sie ein Mindestübermaß von 0,25 mm zwischen der Quetschrippe und dem Bauteil hinzu
Fügen Sie keinen Entformungswinkel an den vertikalen Wänden einer Quetschrippe hinzu
Schriftzüge und Symbole
Text ist eine sehr verbreitete Funktion, die für Logos, Etiketten, Warnungen, Diagramme und Anweisungen nützlich sein kann und die Kosten für aufgeklebte oder bemalte Etiketten einspart.
Wählen Sie beim Hinzufügen von Text geprägten Text über graviertem Text, da die CNC-Bearbeitung auf der Form einfacher und damit wirtschaftlicher ist.
Außerdem den Text um 0,5 mm anheben über der Teileoberfläche sorgt dafür, dass die Buchstaben gut lesbar sind. Wir empfehlen die Auswahl eines fetten, abgerundeten Schriftstils mit gleichmäßiger Linienstärke, mit einer Größe von 20 Punkten oder größer. Einige Beispiele für Schriftarten sind:Century Gothic Bold, Arial und Verdana.
Verwenden Sie geprägten Text (0,5 mm Höhe) anstelle von graviertem Text
Verwenden Sie eine Schriftart mit gleichmäßiger Dicke und einer Mindestschriftgröße von 20 Punkt
Richten Sie den Text senkrecht zur Trennlinie aus
Verwenden Sie eine Höhe (oder Tiefe) von mehr als 0,5 mm
Toleranzen
Beim Spritzgießen entstehen typischerweise Teile mit Toleranzen von ± 0,250 mm (0,010").
Engere Toleranzen sind unter bestimmten Umständen machbar (bis zu ± 0,125 mm – und sogar ± 0,025 mm), aber sie erhöhen die Kosten drastisch.
Bei kleinen Produktionsläufen (<10.000 Einheiten) sollten Sie die Verwendung eines sekundären Arbeitsgangs (z. B. Bohren) in Betracht ziehen, um die Genauigkeit zu verbessern. Dies stellt die korrekte Passung des Teils mit anderen Komponenten oder Einsätzen sicher (z. B. bei der Verwendung von Presspassungen).
Designregeln für das Spritzgießen
Einer der größten Vorteile des Spritzgießens ist die einfache komplexe Geometrie geformt werden, sodass ein einzelnes Teil mehrere Funktionen erfüllen kann.
Sobald die Form hergestellt ist, können diese komplexen Teile zu sehr geringen Kosten reproduziert werden. Allerdings können Änderungen am Formdesign in späteren Entwicklungsstadien sehr kostspielig sein, sodass die besten Ergebnisse beim ersten Mal erzielt werden ist wesentlich. Befolgen Sie die nachstehenden Richtlinien, um die häufigsten Fehler beim Spritzgießen zu vermeiden.
Verwenden Sie eine konstante Wandstärke
Verwenden Sie eine gleichmäßige Wandstärke über das gesamte Teil verteilen (wenn möglich) und dicke Abschnitte vermeiden . Dies ist wichtig, da ungleichmäßige Wände beim Abkühlen des geschmolzenen Materials zum Verziehen des Teils führen können.
Bei Abschnitten unterschiedlicher Dicke erforderlich sind, gestalten Sie den Übergang so reibungslos wie möglich mit einer Fase oder Verrundung. Auf diese Weise fließt das Material gleichmäßiger in die Kavität und stellt sicher, dass die gesamte Form vollständig gefüllt wird.
Für beste Ergebnisse:
Verwenden Sie eine gleichmäßige Wandstärke innerhalb der empfohlenen Werte
Wenn unterschiedliche Dicken erforderlich sind, glätten Sie den Übergang mit einer Fase oder Verrundung, deren Länge dem Dreifachen des Dickenunterschieds entspricht
Hohlen Sie dicke Abschnitte aus
Dicke Abschnitte können zu verschiedenen Mängeln führen, einschließlich Verzug und Einsinken. Begrenzen Sie die maximale Dicke jedes Abschnitts Ihres Designs auf die empfohlenen Werte, indem Sie ihn hohl machen ist unerlässlich.
Um die Festigkeit des Hohlprofils zu verbessern, verwenden Sie Rippen um Strukturen mit gleicher Festigkeit und Steifigkeit, aber geringerer Wandstärke zu entwerfen. Ein gut gestaltetes Teil mit Hohlprofilen ist unten dargestellt:
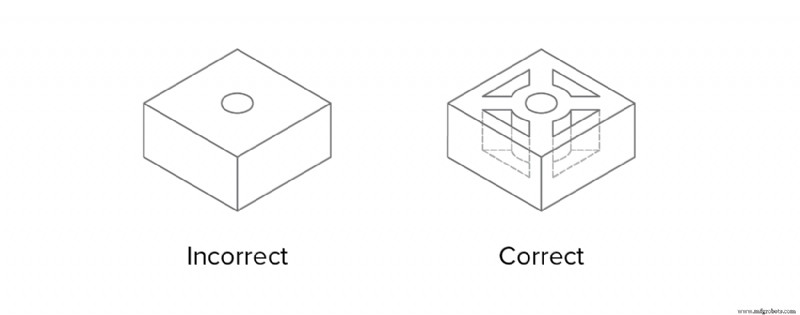 *Hohle dicke Abschnitte und füge Rippen hinzu, um die Steifigkeit zu verbessern*
*Hohle dicke Abschnitte und füge Rippen hinzu, um die Steifigkeit zu verbessern* Rippen können auch verwendet werden, um die Steifigkeit horizontaler Abschnitte zu verbessern, ohne deren Dicke zu erhöhen. Beachten Sie jedoch, dass die Wandstärkenbeschränkungen weiterhin gelten. Das Überschreiten der empfohlenen Rippenstärke (siehe unten) kann zu Einfallstellen führen.
 *Die Wandstärkenbeschränkungen gelten weiterhin für Rippen*
*Die Wandstärkenbeschränkungen gelten weiterhin für Rippen* Für beste Ergebnisse:
Hohlen Sie dicke Abschnitte aus und verwenden Sie Rippen, um die Festigkeit und Steifigkeit des Teils zu verbessern
Designrippen mit max. Dicke gleich dem 0,5-fachen der Wandstärke
Designrippen mit max. Höhe gleich dem 3-fachen der Wandstärke
Fügen Sie sanfte Übergänge hinzu
Empfohlen: 3 × Wandstärkenunterschied
Manchmal lassen sich Abschnitte mit unterschiedlichen Wandstärken nicht vermeiden. Verwenden Sie in diesen Fällen eine Fase oder Verrundung, um den Übergang so glatt wie möglich zu gestalten.
Ebenso muss die Basis vertikaler Elemente (wie Rippen, Vorsprünge, Schnappverbindungen) immer abgerundet sein.
Alle Kanten abrunden
Die gleichmäßige Wandstärke Die Einschränkung gilt auch für Kanten und Ecken:Der Übergang muss möglichst glatt sein, um einen guten Materialfluss zu gewährleisten.
Für Innenkanten Verwenden Sie einen Radius von mindestens 0,5 x der Wandstärke . Für Außenkanten Fügen Sie einen Radius hinzu, der dem Innenradius plus der Wandstärke entspricht . Auf diese Weise stellen Sie sicher, dass die Dicke der Wände überall (auch an den Ecken) konstant ist.
Darüber hinaus führen scharfe Ecken zu Spannungskonzentrationen, die zu schwächeren Teilen führen können.
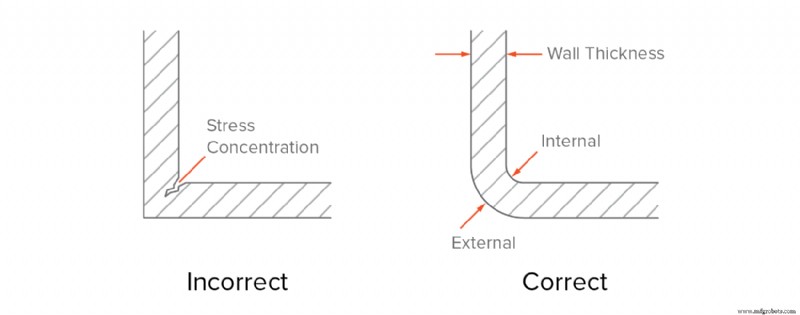 *Fügen Sie allen Kanten breite Radien hinzu, um eine gleichmäßige Wandstärke beizubehalten und Defekte zu vermeiden*
*Fügen Sie allen Kanten breite Radien hinzu, um eine gleichmäßige Wandstärke beizubehalten und Defekte zu vermeiden* Für beste Ergebnisse:
Fügen Sie an den Innenecken eine Verrundung hinzu, die dem 0,5-fachen der Wandstärke entspricht
Fügen Sie an den Außenecken eine Verrundung hinzu, die dem 1,5-fachen der Wandstärke entspricht
Entformungswinkel hinzufügen
Um das Auswerfen des Teils aus der Form zu erleichtern, muss an allen vertikalen Wänden eine Entformungsschräge angebracht werden. Wände ohne Formschräge weisen aufgrund der hohen Reibung mit der Form beim Auswerfen Schleifspuren auf ihrer Oberfläche auf.
Es wird ein Mindestschrägewinkel von 2° empfohlen. Bei höheren Objekten sollten größere Entformungswinkel (bis zu 5°) verwendet werden.
Erfahren Sie in diesem Artikel mehr über die Bedeutung von Formschrägen →
Eine gute Faustregel besteht darin, den Entformungswinkel alle 25 mm um ein Grad zu erhöhen . Fügen Sie beispielsweise einem Element mit einer Höhe von 75 mm einen Formschrägenwinkel von 3o Grad hinzu. Wenn das Teil eine strukturierte Oberfläche hat, sollte ein größerer Entformungswinkel verwendet werden . Als Faustregel gilt:Addieren Sie 1o bis 2o zusätzliche Grad zu den Ergebnissen der obigen Berechnungen.
Denken Sie daran, dass Formschrägen auch für Rippen erforderlich sind. Beachten Sie jedoch, dass durch das Hinzufügen eines Winkels die Dicke der Oberseite der Rippe verringert wird. Stellen Sie daher sicher, dass Ihr Design die empfohlene Mindestwandstärke einhält.
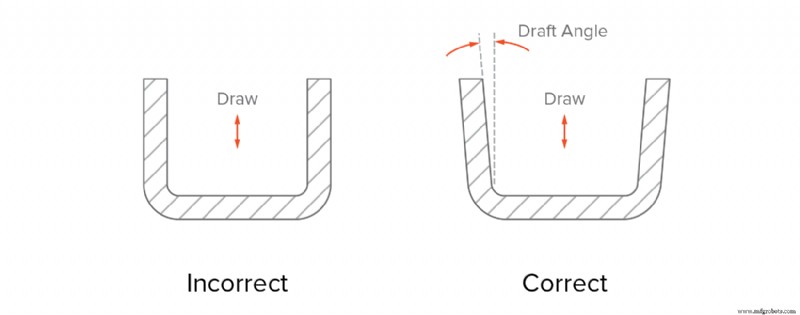 *Fügen Sie allen vertikalen Wänden einen Entformungswinkel (mindestens 2o) hinzu*
*Fügen Sie allen vertikalen Wänden einen Entformungswinkel (mindestens 2o) hinzu* __Für beste Ergebnisse:__
Fügen Sie allen vertikalen Wänden einen Neigungswinkel von mindestens 2o Grad hinzu
Erhöhen Sie bei Elementen, die höher als 50 mm sind, den Entformungswinkel alle 25 mm um ein Grad
Erhöhen Sie bei Teilen mit strukturierter Oberfläche den Entformungswinkel um 1–2 Grad zusätzlich.
Teil 3
Spritzgussmaterialien
Spritzguss ist mit einer Vielzahl von Kunststoffen kompatibel. In diesem Abschnitt erfahren Sie mehr über die Hauptmerkmale der beliebtesten Materialien. Wir besprechen auch die Standardoberflächenveredelungen, die auf Spritzgussteile angewendet werden können.
Materialien für den Spritzguss
Alle Thermoplaste können spritzgegossen werden. Einige Duroplaste und Flüssigsilikone sind auch mit dem Spritzgussverfahren kompatibel.
Sie können auch mit Fasern, Gummipartikeln, Mineralien oder Flammschutzmitteln verstärkt werden, um ihre physikalischen Eigenschaften zu verändern. Beispielsweise kann Glasfaser in Anteilen von 10 %, 15 % oder 30 % mit den Pellets gemischt werden, was zu Teilen mit höherer Steifigkeit führt.
Polypropylen (PP)
Der gebräuchlichste Spritzgusskunststoff. Hervorragende chemische Beständigkeit. Lebensmittelechte Qualitäten verfügbar. Nicht für mechanische Anwendungen geeignet.
ABS
Gängiger Thermoplast mit hoher Schlagfestigkeit, geringen Kosten und geringer Dichte. Anfällig für Lösungsmittel.
Polyethylen (PE)
Leichter Thermoplast mit guter Schlagzähigkeit und Wetterbeständigkeit. Geeignet für Außenanwendungen.
Polystyrol (PS)
Der Spritzgusskunststoff mit den niedrigsten Kosten. Lebensmittelechte Qualitäten verfügbar. Not suitable for mechanical applications.
Polyurethane (PU)
Thermoplastic with high impact strength and good mechanical properties &hardness. Suitable for molding parts with thick walls.
Nylon (PA 6)
Engineering thermoplastic with excellent mechanical properties and high chemical &abrasion resistance. Susceptible to moisture.
Polycarbonate (PC)
The plastic with the highest impact strength. High thermal resistance, weather resistance &toughness. Can be colored or transparent.
PC/ABS
Blend of two thermoplastics resulting in high impact strength, excellent thermal stability, and high stiffness. Vulnerable to solvents.
POM (Acetal/Delrin)
Engineering thermoplastic with high strength, stiffness &moisture resistance and self-lubricating properties. Relatively prone to warping.
PEEK
High-performance engineering thermoplastic with excellent strength and thermal &chemical resistance. Used to replace metal parts.
Silicone rubber
Thermoset with excellent heat &chemical resistance and customizable shore hardness. Food-safe and medical grade available.
An additive that is commonly used to improve the stiffness of the injection molded parts is fiberglass. The glass fibers can be mixed with the pellets at ratios of 10%, 15% or 30%, resulting in different mechanical properties.
Colorant can be added to the mixture (at a ratio of about 3%) to create a great variety of colored parts. Standard colors include red, green, yellow, blue, black and white and they can be mixed to create different shades.
Surface finishes and SPI standards
Surface finishes can be used to give an injection molded part a certain look or feel. Besides cosmetic purposes surface finishes can also serve technical needs . For example, the average surface roughness (Ra) can dramatically influence the lifetime of sliding parts such as plain bearings.
Injection molded parts are not usually post-processed, but the mold itself can be finished to various degrees.
Keep in mind that rough surfaces increase the friction between the part and the mold during ejection, therefore a larger draft angle is required.
The Society of Plastics Industry (SPI) explains several standard finishing procedures that result in different part surface finishes.
A-2
A-3 Suitable for parts that require the smoothest surface finish for cosmetic or functional purposes (Ra less than 0.10 μm). The A-1 finish is suitable for parts with mirror-like finish and lenses. Semi-gloss finish The mold is smoothed with fine grit sandpaper, resulting in a fine surface finish. B-1
B-2
B-3 Suitable for parts that require a good visual appearance , but not a high glossy look. Matte finish The mold is smoothed using fine stone powder, removing all machining marks. C-1
C-2
C-3 Suitable for parts with low visual appearance requirements , but machining marks are not acceptable. Textured finish The mold is first smoothed with fine stone powder and then sandblasted, resulting in a textured surface. D-1
D-2
D-3 Suitable for parts that require a satin or dull textured surface finish. As-machined finish The mold is finished to the machinist's discretion. Tool marks will be visible. - Suitable for non-cosmetic parts , such industrial or hidden components.
When selecting a glossy surface finish, remember these useful tips:
- A high glossy mold finish is not equivalent to a high glossy finished product. It is significantly subject to other factors such as plastic resin used, molding condition and mold design. For example, ABS will produce parts with a higher glossy surface finish than PP. To find the recommended material and surface finish combination visit the appendix.
- Finer surface finishes require a higher grade material for the mold. To achieve a very fine polish, tool steels with the highest hardness are required. This has an impact on the overall cost (material cost, machining time and post-processing time).
Part 4
Cost reduction tips
Learn more about the main cost drivers in injection molding and actionable design tips that will help you reduce the costs of your project.
Cost drivers in injection molding
The biggest costs in injection molding are:
- Tooling costs determined by the total cost of designing and machining the mold
- Material costs determined by the volume of the material used and its price per kilogram
- Production costs determined by the total time the Injection molding machine is used
Tooling costs are constant (starting at $3,000 and up to $5,000). This cost is independent of the total number of manufactured parts, while the material and production costs are dependent on the production volume.
For smaller productions (1,000 to 10,000 units), the cost of tooling has the greatest impact on the overall cost (approximately 50-70%). So, it’s worthwhile altering your design accordingly to simplify the process of manufacturing of the mold (and its cost).
For larger volumes to full-scale production (10,000 to 100,000+ units), the contribution of the tooling costs to the overall cost is overshadowed by the material and production costs. So, your main design efforts should focus on minimizing both the volume part and the time of the molding cycle.
Here we collected some tips to help you minimize the cost of your Injection molded project.
Tip #1:Stick to the straight-pull mold
Side-action cores and the other in-mold mechanisms can increase the cost of tooling by 15% to 30%. This translates to a minimum additional cost for tooling of approximately $1,000 to $1,500.
In a previous section, we examined ways to deal with undercuts. To keep your production on-budget, avoid using side-action cores and other mechanisms unless absolutely necessary.
Tip #2:Redesign the injection molded part to avoid undercuts
Undercuts always add cost and complexity, as well as maintenance to the mold. A clever redesign can often eliminate undercuts.
Tip #3:Make the injection molded part smaller
Smaller parts can be molded faster resulting in a higher production output, making the cost per part lower. Smaller parts also result in lower material costs and reduce the price of the mold.
Tip #4:Fit multiple parts in one mold
As we saw in a previous section, fitting multiple parts in the same mold is common practice. Usually, 6 to 8 small identical parts can fit in the same mold, essentially reducing the total production time by about 80%.
Parts with different geometries can also fit in the same mold (remember, the model airplane example). This is a great solution for reducing the overall cost of assembly.
Here’s an advanced technique:
In some cases, the main body of 2 parts of an assembly is the same. With some creative design, you can create interlocks points or hinges at symmetrical locations, essentially mirroring the part. This way the same mold can be used to manufacture both halves, cutting the tooling costs in half.
Tip #5:Avoid small details
To manufacture a mold with small details require longer machining and finishing times. Text is an example of this and might even require specialized machining techniques such as electrical discharge machining (EDM) resulting in higher costs.
Tip #6:Use lower grade finishes
Finishes are usually applied to the mold by hand, which can be an expensive process, especially for high-grade finishes. If your part is not for cosmetic use, don’t apply a costly high-grade finish.
Tip #7:Minimize the part volume by reducing wall thickness
Reducing the wall thickness of your part is the best way to minimize the part volume. Not only does it mean less material is used, but also the injection molding cycle is greatly accelerated.
For example, reducing the wall thickness from 3 mm to 2 mm can reduce the cycle time by 50% to 75%.
Thinner walls mean that the mold can be filled quicker. More importantly, parts thinner parts cool and solidify much faster. Remember that about half the injection molding cycle is spent on the solidification of the part while the machine is kept idle.
Care must be taken through to not overly reduce the stiffness of the part which would downgrade its mechanical performance. Ribs in key locations can be used to increase stiffness.
Tip #8:Consider secondary operations
For lower volume productions (less than 1000 parts), it may be more cost effective to use a secondary operation to complete your injection molded parts. For example, you could drill a hole after molding rather than using an expensive mold with side-action cores.
Part 5
Start Injection molding
Once your design ready and optimized for injection molding, what’s next? In this section we’ll take you through the steps needed to start manufacturing with injection molding.
Step 1:Start small and prototype fast
Before you commit to any expensive injection molding tooling, first create and test a functional prototype of your design.
This step is essential for launching a successful product. This way design errors can be identified early, while the cost of change is still low.
There are 3 solutions for prototyping:
- 3D printing (with SLS, SLA or Material Jetting)
- CNC machining in plastic
- Low-run injection molding with 3D printed moldsThese processes can create realistic prototypes for form and function that closely resemble the appearance of the final injection molding product.
Use the information below as a quick comparison guide to decide which solution is best for your application.
Prototyping with 3D printing
Designs optimized for injection molding can be easily 3D printed
The prototyping solution with the lowest cost and fastest turnaround
Not every injection molding material is available for 3D printing
3D printed parts are 30-50% weaker than injection molded parts
Prototyping with CNC machining
Material properties identical to the injection molded parts
Excellent accuracy and finishing
Design modifications may be need, as different design restrictions apply
More expensive than 3D printing with longer lead time
Prototyping with low-run injection molding
The most realistic prototypes with accurate material properties
The actual process and mold design is simulated
The prototyping solution with the highest cost
Smaller availability than CNC or 3D printing
Step 2 :Make a “pilot run” (500 - 10,000 parts)
With the design finalized, it time to get started with Injection molding with a small pilot run.
The minimum order volume for injection molding is 500 units. For these quantities, the molds are usually CNC machined from aluminum. Aluminum molds are relatively easy to manufacture and low in cost (starting at about $3,000 to $5,000) but can withstand up to 5,000 - 10,000 injection cycles.
At this stage, the typical cost per part varies between $1 and $5, depending on the geometry of your design and the selected material. The typical lead time for such orders is 6-8 weeks.
Don’t get confused by the term “pilot run”. If you only require a few thousand parts, then this would be your final production step.
The parts manufactured with “pilot” aluminum molds have physical properties and accuracy identical to parts manufactured with “full-scale production” tool steel molds.
Step 3 :Scale up production (100,000+ parts)
When producing parts massive quantities of identical parts (from 10,000 to 100,000+ units) then special Injection molding tooling is required.
For these volumes, the molds are CNC machined from tool steel and can withstand millions of Injection molding cycles. They are also equipped with advanced features to maximize production speeds, such as hot-tip gates and intricate cooling channels.
The typical unit cost at this stage varies between a few cents to $1 and the typical lead time is 4 to 6 months, due to the complexity of designing and manufacturing the mold.
Part 6
Useful resources
In this guide we touched on everything you need to get started with injection molding - but there’s plenty more to learn.
Here are the most useful resources on injection molding and other digital manufacturing technologies if you want to delve deeper.
Other guides
Want to learn more about digital manufacturing? There are more technologies to explore:
Harz
- Verarbeitung medizinischer Kunststoffe? So minimieren Sie das Risiko
- DUNA-USA fügt Produktionslinie hinzu, erweitert Werk
- Nachhaltige Thermoplaste und additive Fertigung bilden in Colorado eine Allianz
- Einzigartige Polymerklasse verhält sich wie vernetzte Duroplaste und prozessiert wie Thermoplaste
- Thermoplastische Verbundwerkstoffe sorgen für geringes Gewicht und Strapazierfähigkeit für den persönlichen Transport
- Strohm beliefert Australien mit thermoplastischen Verbundrohr-Überbrückungsspulen
- CAMX 2018:Große Veränderungen kommen
- Tepex verstärkt Kindersitz-Kopfstützen-Demonstrator
- INEOS Composites und Ashland nach der Übernahme
- Neue Hochleistungsrohre für die Öl- und Gasindustrie von KraussMaffei