


Grundlegende Hotend-Wartung
Das Hotend ist eine der wichtigsten Komponenten eines FFF-3D-Druckers und diejenige, die am meisten verschleißt. Es ist wichtig, eine ordnungsgemäße Wartung durchzuführen und es regelmäßig zu überprüfen, um seinen Zustand zu überprüfen.
Es gibt mehrere Arten von Hotends, sowohl eigenständig (z. B. E3D V6) als auch in Kompaktköpfe integriert (z. B. Hemera, LGX FF), aber alle haben eine Reihe gemeinsamer Komponenten.

Bild 1:Hotend integriert im LGX Kompaktkopf. Quelle:bondtech.se
Die folgenden Komponenten können in jedem Hotend gefunden werden:
- Düse:Dies ist das Element, durch das das geschmolzene Material extrudiert wird.
- Heizpatrone:Sie besteht aus einem Widerstand, dessen Funktion es ist, den Heizblock zu erwärmen.
- Temperatursensor:Er kann unterschiedlicher Art sein:Thermistor, Thermoelement, PT100, .... Seine Funktion besteht darin, die Temperatur des Heizblocks zu messen.
- Heizblock:Es ist das Element, das für die Übertragung der Temperatur an die Düse und an die heiße Zone des Heatbreaks verantwortlich ist.
- Heatbreak:Dies ist das Element der thermischen Trennung. Seine Funktion besteht darin, das Filament zur Düse zu führen und ein vorzeitiges Schmelzen zu verhindern. Es besteht aus einer heißen und einer kalten Zone und seine thermische Leistung ist für die korrekte Funktion des Hotends unerlässlich. Es gibt zwei verschiedene Typen:Ganzmetall- und Tefloneinsatz. Der Ganzmetall-Heatbreak kann hohen Temperaturen standhalten, neigt jedoch zu Wärmekriechen, wenn seine thermische Leistung nicht optimal ist. Das Hotend mit Tefloneinsatz verhindert das Schmelzen des Filaments innerhalb des Heatbreaks und minimiert die Reibung innerhalb des Heatbreaks, wird jedoch nicht für Materialien empfohlen, die Temperaturen über 265 °C erfordern.
- Kühlkörper:Dies ist das Element, das für die Kühlung des Heatbreaks verantwortlich ist und die heißen und kalten Zonen getrennt hält. Es kann passiv oder aktiv sein.
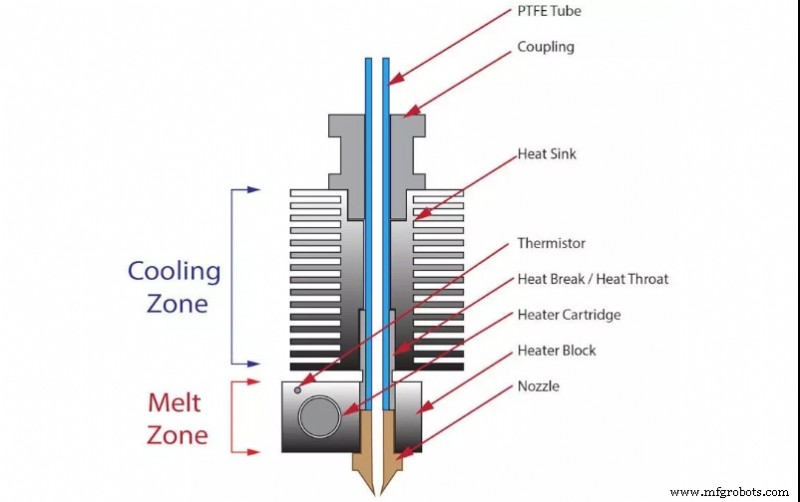
Bild 2:Teile eines Hotends. Quelle:cults3D.com
Um die korrekte Funktion des Hotends zu gewährleisten, ist es notwendig, den Zustand aller Elemente sowie die Montage aller Elemente zu überprüfen.
Düse
Es ist ein Verbrauchselement und hat daher eine begrenzte Lebensdauer. Der Verschleiß der Düse führt zu einer Vergrößerung des Düsendurchmessers und einer Verringerung der Düsenlänge. Dies wird sich in einer inkonsistenten Extrusion widerspiegeln, die das Finish der Teile verschlechtert.
Es gibt mehrere Faktoren, die den Verschleiß einer Düse beschleunigen. Am gebräuchlichsten ist die Verwendung von Verbundwerkstoffen. Das Vorhandensein von Fasern oder Partikeln im Filament verursacht einen starken Abrieb an den Düsenwänden. Besonders abrasiv sind Glas- oder Kohlefaserfilamente, mit Keramik- oder Metallpartikeln beladene Filamente und phosphoreszierende Filamente.
Andererseits bestimmt das Material, aus dem die Düse besteht, auch die Haltbarkeit der Düse. Die gebräuchlichsten Materialien sind die folgenden:
- Messing:Sie haben eine sehr begrenzte Haltbarkeit, selbst mit nicht abrasiven Filamenten. Es ist ratsam, sie häufig auszutauschen, um eine maximale Druckqualität zu gewährleisten.
- Messing oder Kupfer mit Nickelbeschichtung:Die Nickelbeschichtung verleiht der Düse eine höhere Oberflächenhärte und damit eine höhere Abriebfestigkeit. Seine Haltbarkeit ist bei nicht abrasiven Filamenten sehr hoch und bei abrasiven Filamenten mäßig.
- Edelstahl:Diese Düsen wurden für medizinische Anwendungen und Anwendungen mit Lebensmittelkontakt entwickelt, haben aber eine gute Haltbarkeit mit nicht scheuernden Filamenten. Obwohl sie bei abrasiven Filamenten eine mäßige Haltbarkeit aufweisen, sind sie nicht die empfohlene Wahl.
- Gehärteter Stahl und ähnliches:Sie haben eine gute Haltbarkeit, wenn sie mit abrasiven Materialien verwendet werden, und eine sehr gute Haltbarkeit mit nicht abrasiven Filamenten. Im Allgemeinen ist die Druckqualität aufgrund der Rauheit des Materials und seiner Haftung am geschmolzenen Kunststoff nicht so gut wie in den vorherigen Fällen, einige enthalten jedoch spezielle Beschichtungen, die dieses Problem lösen.
- Mit Rubinspitze:Rubin ist eines der härtesten und am wenigsten verschleißenden Materialien, jedoch besteht nur die Spitze der Düse aus diesem Material, die auf eine Messingdüse gecrimpt wird. Es hat eine hohe Haltbarkeit mit nicht abrasiven Materialien und sein Hauptvorteil besteht darin, dass es während seiner Lebensdauer nicht an Qualität verliert. Mit der Zeit nutzt sich das Messingteil bis zu dem Punkt ab, an dem sich die Rubinspitze löst. Bei sehr abrasiven Materialien empfiehlt es sich, Düsen aus gehärtetem Stahl zu verwenden.
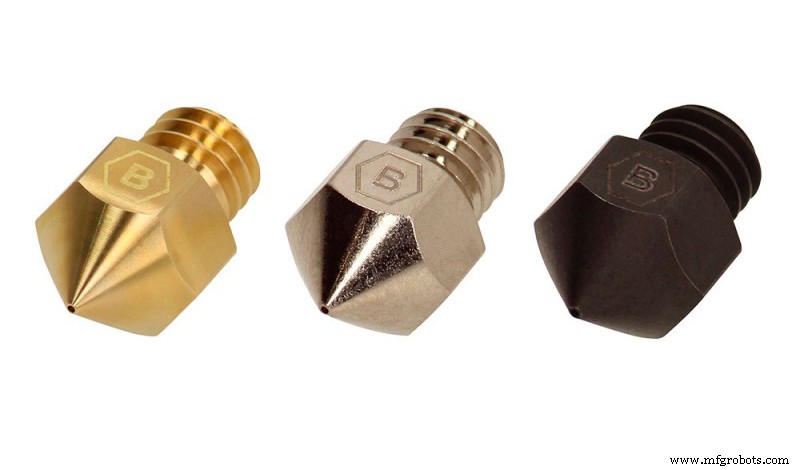
Bild 3:Düsen aus Messing, vernickeltem Kupfer und gehärtetem Stahl. Quelle:Brozzl.com
Wie oft eine Düse ausgetauscht werden sollte, lässt sich nur schwer abschätzen, da dies stark vom verwendeten Material und der Temperatur abhängt. Als Richtwert können jedoch folgende Werte geschätzt werden:
- Messingdüse:
- Bei nicht scheuernden Materialien:Alle 200 Betriebsstunden wechseln.
- Mit abrasiven Materialien:nicht empfohlen.
- Vernickelte Messingdüse
- Bei nicht scheuernden Materialien:Alle 1000 Betriebsstunden wechseln.
- Bei abrasiven Materialien:Alle 100 Betriebsstunden wechseln.
- Edelstahl:
- Bei nicht scheuernden Materialien:Alle 1000 Betriebsstunden wechseln.
- Bei abrasiven Materialien:100 h.
- Gehärteter Stahl:
- Mit nicht scheuernden Materialien:nicht zur Verwendung empfohlen.
- Mit abrasiven Materialien:400 h.
- Mit Rubinspitze:
- Bei nicht scheuernden Materialien:wenn sich der Rubin löst.
- Bei abrasiven Materialien:wenn sich der Rubin löst.
Heizpatrone
Der häufigste Fehler im Zusammenhang mit der Heizpatrone ist auf ein Problem mit dem Anschluss zurückzuführen. Die in die Patrone eintretenden Drähte sind normalerweise mit zwei temperaturbeständigen Kunststoffummantelungen geschützt. Diese Ummantelungen neigen dazu, sich bei Gebrauch zu zersetzen, wodurch der Metalldraht freigelegt wird. Sobald Verschleiß erkennbar ist, sollte die Heizpatrone ausgetauscht werden, da ein Isolationsverlust an den Drähten zu Kurzschlüssen, Bränden oder schweren Verletzungen des Benutzers führen kann.
Temperatursensor
Wie bei der Heizpatrone ist der heikelste Punkt die Kabelverbindung. Eine Beschädigung des Kabels oder seiner Verbindung führt zu fehlerhaften und unregelmäßigen Temperaturmessungen. Wenn das Kabel vollständig gebrochen ist, bleibt der Temperaturwert fest auf seinem Maximalwert. Es wird empfohlen, den Zustand der Verbindungen regelmäßig zu überprüfen.

Bild 4:Verschiedene NT100-Thermistorformate. Quelle:alibaba.com
Heizblock
Obwohl es keiner besonderen Wartung bedarf, ist es sehr wichtig, es so sauber wie möglich zu halten. Angesammelte Kunststoffabfälle können sich während des Druckens lösen und an dem Teil haften, was zu ästhetischen Mängeln oder sogar zu Druckfehlern führen kann. Die Verwendung von Silikonhüllen oder kunststoffabweisenden Farben kann helfen, den Block sauber zu halten, insbesondere beim Drucken mit Materialien wie PETG. Wenn Silikonhüllen verwendet werden, ist es ratsam, diese regelmäßig zu entfernen und zu reinigen und sie zu ersetzen, sobald sie beginnen, sich zu zersetzen. Im Fall von Antihaftfarbe wird empfohlen, alle 2 oder 3 Drucke erneut aufzutragen.

Bild 5:E3D-Silikonhülle. Quelle:e3d-online.com
Hitzebruch
Bei Ganzmetall-Heatbreaks ist keine besondere Wartung erforderlich. Wenn regelmäßig abrasive Materialien gedruckt werden, wird empfohlen, den Heatbreak alle 500 Betriebsstunden zu demontieren, um den Verschleiß des inneren Halses zu überprüfen. Sobald Verschleißerscheinungen zu erkennen sind, sollte der Heatbreak ausgetauscht werden.
Bei Heatbreaks mit Tefloneinlagen liegt der Verschleiß direkt an der Einlage. Der Einsatz sollte alle 500 Betriebsstunden mit PLA, alle 300 Betriebsstunden mit ABS oder PETG und alle 80 Betriebsstunden mit abrasiven Filamenten ausgetauscht werden.
Kühlkörper
Der Heatbreak ist normalerweise direkt an einem Kühlkörperelement verankert. Es kann passiv (gerippter Kühlkörper) oder aktiv (gerippter Kühlkörper + Lüfter) sein. Seine Fähigkeit, Wärme aus der kalten Zone des Heatbreaks abzuleiten, ist entscheidend, um Probleme zu vermeiden. Eine übermäßige Erwärmung der kalten Zone kann dazu führen, dass das Filament weich wird und sich zusammendrückt, was zu einem Stau führt. Dieses Phänomen ist als Wärmekriechen bekannt und tritt häufig auf, wenn PLA auf einem Heatbreak-Hotend aus Metall gedruckt wird.
Um eine optimale Wärmeableitung zu gewährleisten, ist es notwendig, Wärmeleitpaste im Bereich, wo der Heatbreak auf den Kühlkörper trifft, aufzutragen. Es wird empfohlen, Wärmeleitpasten mit Antihafteigenschaften wie Bornitrid zu verwenden, um die Demontage des Kühlkörpers bei zukünftigen Revisionen zu erleichtern.
Bei aktiven Kühlkörpern sollte zu Beginn jedes Drucks überprüft werden, ob der Lüfter ordnungsgemäß funktioniert. Einige Drucker steuern diesen Lüfter thermostatisch, sodass er ausgeschaltet bleiben kann, bis das Hotend 50 ºC oder 100 ºC erreicht.
Montage
Da jedes Hotend-Element aus einem anderen Material besteht und auch ihre Wärmeausdehnungskoeffizienten unterschiedlich sind, ist es üblich, dass sich die Verbindung zwischen ihnen aufgrund plötzlicher Temperaturänderungen lockert.
Es ist sehr wichtig, dies alle 2-3 Wochen zu überprüfen Alle Hotend-Elemente und Schrauben sind korrekt angezogen.
Falls sich die Düse gelöst hat, muss sie im heißen Zustand nachgezogen werden. Es ist sehr wichtig, dass der Heatbreak und die Düse dicht sind und sich berühren, da ein kleiner Spalt zwischen den beiden zu einem Auslaufen der Schmelze und einer Beschädigung des Hotends führt.
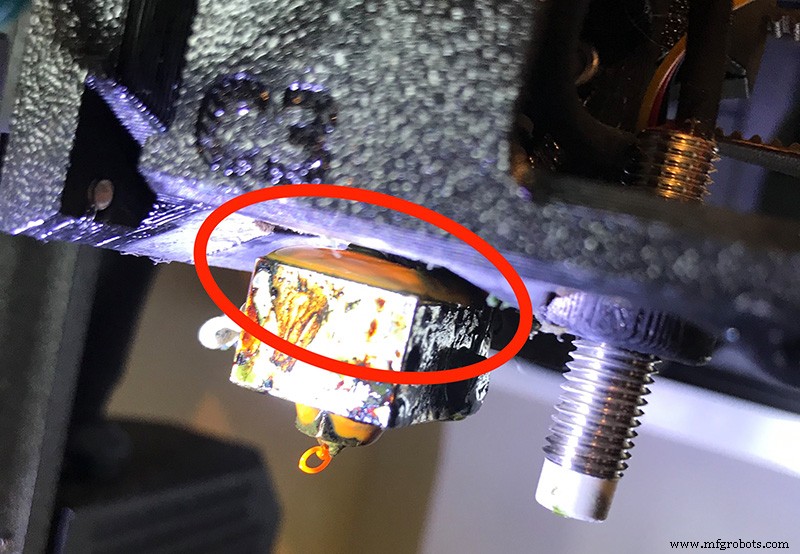
Bild 6:Kunststoffleckage, verursacht durch ein schlechtes Anziehen des Hotends. Quelle:forum.prusaprinters.org
Das optimale Drehmoment für jedes Hotend sollte beim Hersteller erfragt werden, da ein zu hohes Drehmoment die Gewinde des Heizblocks beschädigt. Als Referenz empfiehlt E3D für seine Hotends ein Drehmoment von 3 Nm, während Slice Engineering 1,5 Nm verwendet. Wenn kein Hersteller-Referenzwert verfügbar ist, kann ein Drehmoment im Bereich von 1-2 Nm gewählt werden.
Es ist auch wichtig, die Schrauben zu überprüfen, die die Heizpatrone und den Temperatursensor halten.
Gemischte Systeme
Verwenden Sie immer Original-Ersatzteile oder zumindest Teile aus dem gleichen System. Obwohl es oft den Anschein hat, dass Komponenten verschiedener Systeme kompatibel sind, da sie den gleichen Gewindetyp haben, sind Länge und Abmessungen jedes Elements ebenfalls sehr wichtig. Die verschiedenen Komponenten eines Hotends sind so konzipiert, dass sie gut zusammenarbeiten, und das Mischen von Komponenten, die nicht Teil desselben Systems sind, kann zu Fehlfunktionen oder sogar zu Schäden am Hotend führen.
Wesentliche Änderungen
Wenn ein Filament aus dem Hotend entfernt wird, bleiben immer Reste im Inneren zurück. Wenn ein neues Material mit einer niedrigeren Drucktemperatur geladen wird, werden die ungeschmolzenen Reste des vorherigen Materials mitgenommen, was zu einem Papierstau führt. Deshalb muss das Hotend bei jedem Materialwechsel immer mit einem Reinigungsfaden gereinigt werden. Zu diesem Zweck werden 500 bis 800 mm Reinigungsfaden bei einer um 10°C höheren Temperatur als das zuletzt verwendete Material extrudiert.
Der Fächerbeschichter
Obwohl der Layer-Lüfter kein Bestandteil des Hotends selbst ist, befindet er sich normalerweise neben dem Hotend. Ein falsch positionierter Layer-Lüfter kann die Luft direkt auf den Block lenken, wodurch dieser abkühlt. Dies führt dazu, dass das Hotend die eingestellte Temperatur nicht erreicht oder die Temperatur stark schwankt, was häufig zu einem Temperaturfehler im Drucker führt. In diesen Fällen ist es ratsam, den gleichen Ausdruck mit deaktiviertem Schichtlüfter zu testen, um festzustellen, ob es sich um einen Fehler des Temperatursensors oder um eine schlechte Position des Schichtlüfters handelt.
Filamenteinlass
Ein Eintrittspunkt für Schmutz im Inneren des Hotends ist der Filament-Einlassbereich. Bei Bowden-Systemen, bei denen das Filament durch einen PTFE-Schlauch zum Hotend geführt wird, ist der Einlass geschützt und es ist nicht üblich, dass Staub eindringt. Bei Direktextruderdruckern kann der Filamenteinlass jedoch der Luft ausgesetzt sein, was den Eintritt erleichtert Staub im Hotend. In diesen Fällen empfiehlt es sich, das Filament möglichst durch einen PTFE-Schlauch von der Spule zum Extruder zu führen. Staub und Schmutz, die in das Hotend eindringen, sind eine häufige Ursache für Verstopfungen.
Ebenso wird empfohlen, die Filamentspulen sauber zu halten und zu verhindern, dass sich Staub darauf absetzt. Lassen Sie sie daher nicht ungeschützt auf dem Druckerständer und bewahren Sie sie in geschlossenen Beuteln oder Kartons auf.
Drucker mit mehreren Hotends
Wenn Sie einen Drucker mit mehreren Hotends haben, müssen Sie die relative Position der Hotends kalibrieren.
Prüfen Sie zunächst, ob der Abstand der Hotends zur Druckfläche gleich ist. Dazu muss das Haupt-Hotend fixiert und die Druckbasis in Bezug darauf nivelliert werden. Dann muss die Höhe der anderen Hotends in Bezug auf das Haupt-Hotend angepasst werden. Die Art und Weise, wie die Höhe eingestellt wird, ist von Drucker zu Drucker unterschiedlich. Konsultieren Sie daher das Handbuch des Geräts oder den Hersteller, wenn Sie nicht wissen, wie es geht.
Nachdem die Höhe der Hotends eingestellt wurde, ist es notwendig, die relative XY-Position jedes Hotends in Bezug auf das Haupt-Hotend zu kennen. In general, each manufacturer provides a print file that allows you to calibrate the XY offset of each hotend, although there are also many other options in well-known file repositories. In this case, the XY position of the hotends cannot be altered, so the offset values will be entered into the firmware to compensate for the position during printing.
The height of the hotends should be checked every 2 weeks, while XY calibration should only be performed when offset or overlapping of the printed parts with each hotend is detected.
Image 7:Dual extruder calibration pattern for Raise Pro2 printers. Source:Raise3D.com
The hotend is probably the most maintenance-intensive part of the printer, but it is very important to keep it in good condition to ensure good print quality and minimise the risk of failure.
Note:This guide discusses concepts in a general way and does not focus on a specific make or model, although they may be mentioned at some point. There may be important differences in calibration or adjustment procedures between different makes and models, so it is recommended that the manufacturer's manual be consulted before reading this guide.
3d Drucken
- Baseball
- Solvay steigert seine Wartungsproduktivität um bis zu 15 %
- Lockheed Martin sieht Vorteile im Outsourcing der Wartung
- GE nennt seine beliebtesten Überwachungs- und Wartungs-Apps des Jahres 2010
- Liste grundlegender industrieller Wartungswerkzeuge
- 3 wesentliche Generatorteile, die regelmäßig gewartet werden müssen
- Augmented Reality und ihr Einsatz in der Instandhaltung
- Zustandsbasierte Wartung:was es ist und seine Vorteile
- EAM vs. CMMS:Was ist der Unterschied und seine Funktionen
- So erkennen Sie, wann die Kranbremsen gewartet werden müssen