


Vorrichtungen und Vorrichtungen – Definitionen, Typen, Vorteile, Unterschiede

Die Vorrichtungen und Vorrichtungen sind die wirtschaftlichen Mittel, um sich wiederholende Arbeiten zu produzieren, indem spezielle Werkstückhalte- und Werkzeugführungsvorrichtungen integriert werden.
Definitionen von Vorrichtungen und Befestigungen
Vorrichtungen und Vorrichtungen sind Hilfsmittel, die dabei helfen, die Gleichteilequote zu erhöhen bei gleichzeitiger Verringerung des menschlichen Aufwands erforderlich, um diese Teile herzustellen. Es wurde bereits festgestellt, dass eine Spitzendrehmaschine eine geeignete Werkzeugmaschine zur Herstellung von Einzelteilen verschiedener Formen und Größen ist, aber ihre Verwendung zur Herstellung ähnlicher Artikel in großen Mengen wird ineffizient sein.
Die Definition von Vorrichtungen und Vorrichtungen ist unten angegeben:-
Jigs
Spannvorrichtung :Eine Spannvorrichtung ist ein Gerät, das hält und findet ein Werkstück sowie Führer und Steuerelemente ein oder mehrere Schneidwerkzeuge. Das Werkstück wird so gehalten und die Werkzeuge so geführt, dass sie lagerichtig zueinander stehen.
Eine Vorrichtung ist eine Platte, Struktur oder Kiste aus Metall oder in einigen Fällen aus Nichtmetall, die Vorkehrungen zum Halten der Komponenten in identischen Positionen nacheinander und zum anschließenden Führen des Werkzeugs in die richtige Position auf dem Werkstück gemäß der Zeichnung, Spezifikation oder Betriebslayout.
Mit anderen Worten, diese dient sowohl zum Halten der Werkzeuge als auch zum Führen der Schneidwerkzeuge .
Der Hauptzweck einer Vorrichtung besteht darin, Wiederholbarkeit, Genauigkeit und Austauschbarkeit bei der Herstellung von Produkten zu gewährleisten.
Einige wichtige Dinge, die Sie bei Jigs beachten sollten:
- Es wird eindimensional verwendet Bearbeitungsverfahren wie unter anderem Bohren, Gewindeschneiden und Reiben.
- Dieses System ist leicht und hat eine komplexe Form .
- Endmaße sind nicht erforderlich und die Kosten für Vorrichtungen sind höher.
- Vorrichtungen werden erst dann auf dem Maschinentisch befestigt, wenn eine große Operation erforderlich ist.
Fixtures
Eine Vorrichtung ist ein Gerät, das hält und lokalisiert ein Werkstück während einer Inspektion oder Herstellungsverfahren. Die Vorrichtung dient nicht als Führung für das Werkzeug. Vorrichtungen in der Konstruktion sind verschiedene standardmäßige oder speziell konstruierte Werkstückhaltevorrichtungen, die auf dem Maschinentisch festgeklemmt werden, um das Werkstück in Position zu halten. Die Werkzeuge werden manuell oder mit Lehren auf die gewünschte Position am Werkstück eingestellt.
Mit anderen Worten, Vorrichtungen sind einfach Werkstückhaltevorrichtungen, die das Werkstück für jeden Vorgang in der gewünschten Position halten, unterstützen und positionieren.
Die primäre Funktion von Vorrichtungen ist zu halten und suchen Sie das Werkstück während jeder Bearbeitung , sowie um Wiederholbarkeit, Genauigkeit und Austauschbarkeit bei der Produktherstellung bereitzustellen.
Einige wichtige Punkte zu Fixtures:
- Vorrichtungen werden in mehrdimensionalen Bearbeitungsprozessen eingesetzt wie Fräsen, Schleifen und Drehen.
- Es wurde festgestellt, dass dieses System schwer und einfach aufgebaut ist.
- Endmaße sind für eine einfache Handhabung vorgesehen und der Preis ist angemessen.
- Fixtures haben spezifische Werkzeuge die in Fräsmaschinen, Stoßmaschinen und Stoßmaschinen verwendet werden.
- Die Befestigungen sind befestigt zum Maschinentisch.
Unterschied zwischen Vorrichtungen und Vorrichtungen
Im Folgenden sind die grundlegenden Unterschiede zwischen Vorrichtungen und Halterungen aufgeführt .
1. Eine Spannvorrichtung hält und positioniert das Werkstück, führt aber nicht das Werkzeug, während eine Spannvorrichtung das Werkzeug hält, positioniert und führt.
2. Die Vorrichtungen sind in der Regel schwerer gebaut und starr auf dem Maschinentisch verschraubt, wohingegen die Vorrichtungen für eine schnellere Handhabung leichter ausgeführt sind und ein Spannen mit dem Tisch oft unnötig ist.
3. Die Vorrichtungen werden zum Halten von Werkstücken beim Fräsen, Schleifen, Hobeln oder Drehen verwendet, während die Vorrichtungen zum Halten des Werkstücks und zum Führen des Werkzeugs insbesondere beim Bohren, Reiben oder Bandschneiden verwendet werden.
Unterschied zwischen Vorrichtungen und Vorrichtungen in tabellarischer Form
| Jig | Befestigung |
| Er führt das Schneidwerkzeug. | Er führt das Schneidwerkzeug nicht. |
| Er ist meistens an der Maschine angebracht Tabelle. | Es ist immer an die angehängt Maschinentisch. |
| Jig ist im Allgemeinen leichter als die Befestigung. | Die Leuchte ist im Allgemeinen schwerer als die Vorrichtung. |
| Bei seiner Konstruktion werden Jig-Füße verwendet. | Bei seiner Konstruktion werden keine derartigen Füße verwendet. |
| Buchsen werden in einer Vorrichtung zum Führen verwendet das Schneidwerkzeug. | Buchsen werden nicht in Vorrichtungen verwendet. |
| Es wird speziell zum Bohren verwendet, Reib- und Bohroperationen. | Es wird speziell zum Fräsen verwendet, drehen, schleifen Operationen. |
| Vorrichtung wird häufig beim Bohren verwendet Maschine. | Fixture ist weit verbreitet beim Fräsen, Schleifen Maschinen. |
| Jig ist teurer. | Befestigung kostet weniger als Spannvorrichtung. |
| Komplexes Design. | Weniger komplexes Design. |
Elemente von Vorrichtungen und Vorrichtungen
Die wichtigsten Elemente von Vorrichtungen und Vorrichtungen sind folgende :-
1. Körper :- Es ist eine Platten-, Kasten- oder Rahmenstruktur, in der sich die bearbeiteten Komponenten befinden. Es sollte sehr stark und steif sein.
2. Lokalisierungselemente :- Diese Elemente erledigten die Aufgabe, das Werkstück in der richtigen Position in Bezug auf das Schneidwerkzeug zu lokalisieren.
3. Spannelemente :- Diese Komponenten sichern das Werkstück fest in der gewünschten Position.
4. Mahl- und Einstellelemente :- Diese Elemente von Vorrichtungen und Vorrichtungen führen das Schneidwerkzeug im Falle einer Vorrichtung und unterstützen das ordnungsgemäße Arbeiten des Werkzeugs im Falle einer Vorrichtung.
5. Positionierungselemente :- Zu diesen Elementen gehören verschiedene Befestigungsvorrichtungen, die verwendet werden, um die Vorrichtung oder Halterung an der Maschine in der richtigen Position zu sichern.
6. Elemente indizieren :- Sie werden nicht immer bereitgestellt. Es kann jedoch erforderlich sein, dass viele Werkstücke auf unterschiedliche Positionen indexiert werden müssen, um Bearbeitungsvorgänge auf unterschiedlichen Oberflächen oder an unterschiedlichen Orten durchzuführen. In solchen Fällen müssen diese Elemente in die Vorrichtung oder Vorrichtung integriert werden.
Komponenten
Die tatsächliche Komponente oder das Werkstück sollte beschafft und untersucht werden, um die Abfolge der auszuführenden Arbeitsgänge zu bestimmen und die anderen Konstruktionsdetails der Vorrichtungen und Vorrichtungen zu bewerten. Eine der Arbeitsflächen wird bearbeitet, um als Bezugspunkt zu fungieren Oberfläche, von der aus alle anderen Messungen vorgenommen werden.
Arten von Vorrichtungen und Befestigungen
Die Qualität, Art und Komplexität der verwendeten Vorrichtungen und Vorrichtungen hängt von der Art der zu bearbeitenden Arbeit und dem erforderlichen Produktionsumfang für einfache Tauchgetränke ab.
Typen von Jigs
- Vorlagenvorrichtung
- Plattenlehre
- Kanalvorrichtung
- Durchmesserlehre
- Blattlehre
- Sprossenlehre
- Box Jig
1. Schablonenvorrichtungen
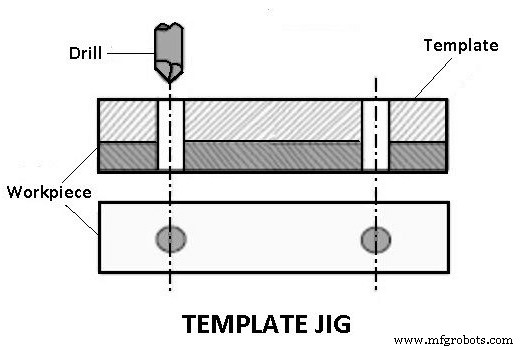
Die Schablonenlehre ist die einfachste aller Arten von Vorrichtungen. Die Platte, die zwei Löcher hat, dient als Schablone, die an dem zu bearbeitenden Bauteil befestigt wird. Der Bohrer wird durch die Löcher der Schablone geführt, und die erforderlichen Löcher werden auf dem Werkstück an den gleichen relativen Positionen wie auf der Schablone gebohrt.
2. Plattenvorrichtungen
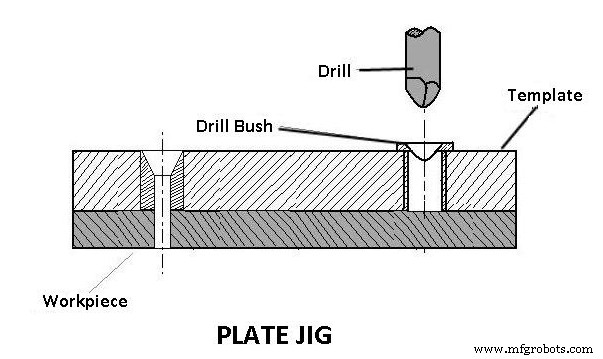
Eine Plattenlehre ist eine verbesserte Schablonenvorrichtung, die Bohrbuchsen enthält auf der Vorlage. Die Plattenspannvorrichtung wird verwendet, um Löcher in große Teile zu bohren und dabei den Abstand genau einzuhalten.
3. Kanalvorrichtung
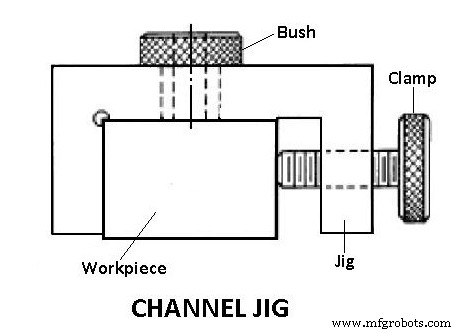
Eine Kanalvorrichtung ist eine einfache Vorrichtung mit kanalartigem Querschnitt . Das Bauteil wird in den Kanal eingelegt und durch Drehen des Rändelknopfes gespannt. Die Bohrbuchse wird durch das Werkzeug geführt.
4. Durchmesser-Vorrichtungen
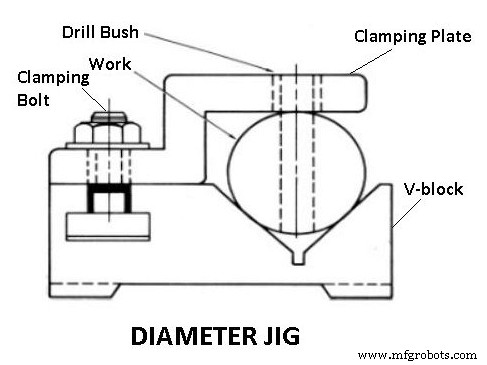
Eine Durchmesserlehre ist ein Werkzeug zum Bohren von radialen Löchern in einem zylindrischen oder kugelförmigen Werkstück.
Abbildung 1 zeigt die Durchmesserlehre. Das Werkstück 1 wird auf das feststehende Prisma 6 aufgelegt und durch die Spannplatte 7, die auch als Werkstückaufnahme dient, festgeklemmt. Das Werkzeug wird durch die radial zum Werkstück positionierte Bohrbuchse 8 geführt.
5. Blattlehre
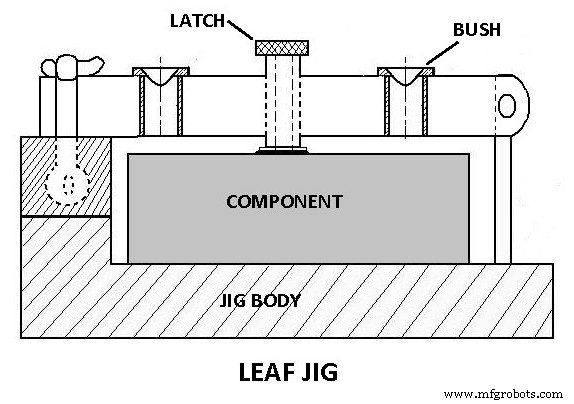
Die Blattlehre hat eine Klappe, die zum Be- oder Entladen am Werk auf- oder zugeklappt werden kann.
Die Blattlehre ist in der Abbildung oben dargestellt. Es hat ein Blatt oder eine Platte 13, die bei 11 an dem Körper angelenkt ist, und das Blatt kann zum Beladen oder Beladen am Werkstück auf- oder zugeschwenkt werden. Das Werkstück 1 wird von den Knöpfen 10 positioniert und von Stellschrauben 12 festgehalten. Die Bohrbuchse 3 führt das Werkzeug.
6. Ringlehre
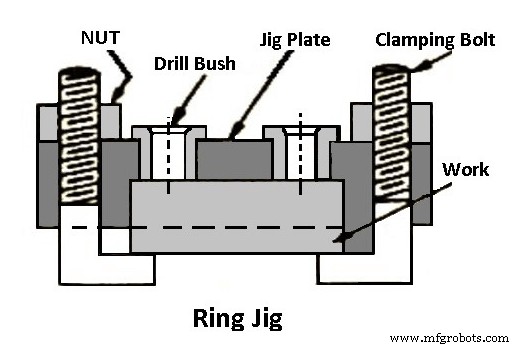
Eine Ringlehre wird zum Bohren von Löchern in die kreisförmigen Flanschteile verwendet . Das Werkstück wird fest an den Bohrerkörper geklemmt und die Löcher werden gebohrt, indem das Werkzeug durch die Buchsen des Bohrers geführt wird.
7. Box Jig
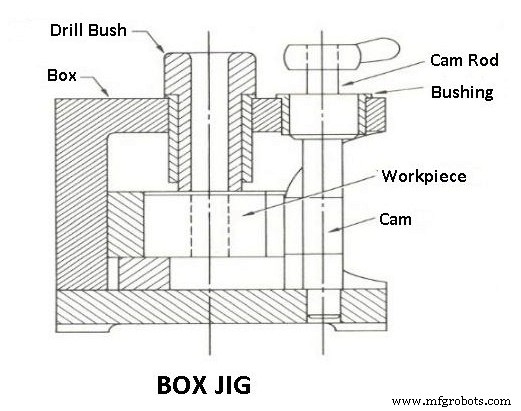
Eine Box Jig ist eine kastenartige Struktur, die das Werkstück starr hält, so dass es in einer einzigen Einstellung aus verschiedenen Winkeln gebohrt oder bearbeitet werden kann, je nachdem, welche Seite der Spannvorrichtung zum Werkzeug gedreht wird.
Typen von Vorrichtungen
Im Folgenden sind die Arten von Vorrichtungen aufgeführt :-
1. Drehvorrichtungen
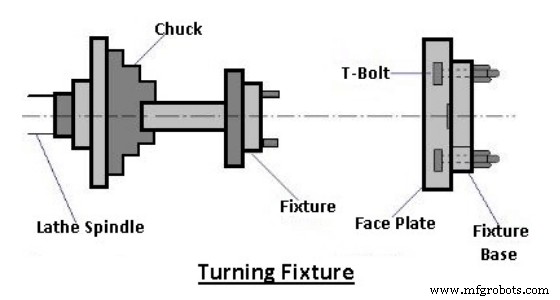
Diese Vorrichtungen werden normalerweise an der Nase der Maschinenspindel oder einer Planscheibe montiert und die Werkstücke werden von ihnen an Ort und Stelle gehalten. Bei Bedarf kann die Vorrichtung ein Gegengewicht erfordern, um die unausgeglichene Vorrichtung auszugleichen.
2. Fräsvorrichtungen
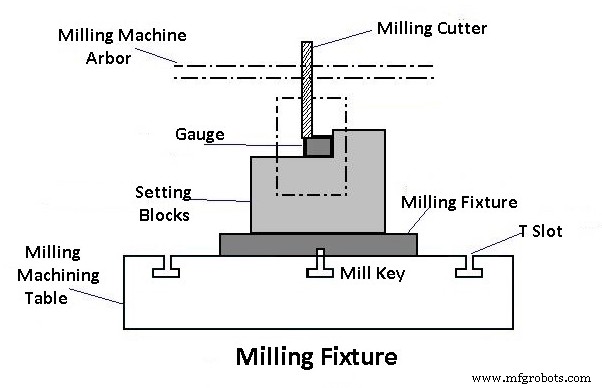
Fräsvorrichtungen werden typischerweise an der Nase der Maschinenspindel oder einer Planscheibe montiert und Werkstücke werden von ihnen an Ort und Stelle gehalten. Der Tisch wurde verschoben und korrekt in Bezug auf die Schneidevorrichtung positioniert. Vor Arbeitsbeginn werden die Werkstücke in den Sockel der Vorrichtung eingelegt und gespannt.
3. Räumvorrichtungen
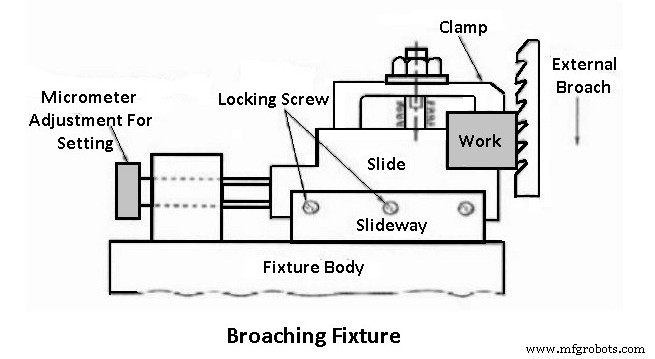
Räumvorrichtungen werden auf verschiedenen Arten von Räummaschinen verwendet, um die Werkstücke während Operationen wie Keilnuträumen, Lochräumen usw. zu lokalisieren, zu halten und zu stützen.
4. Langweilige Vorrichtungen
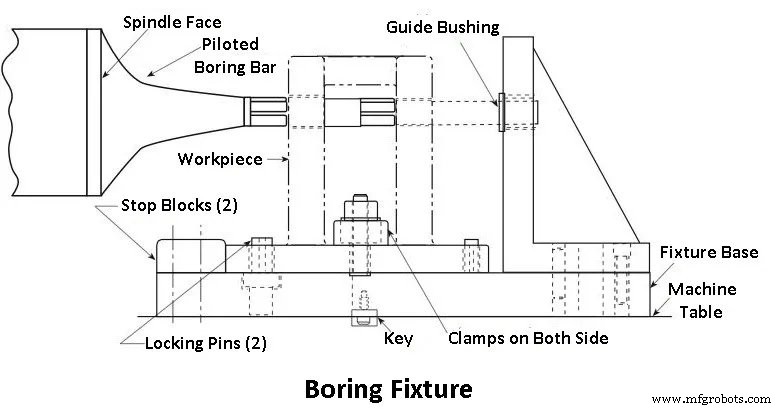
Diese Vorrichtung beinhaltet fast alle vorherrschenden Prinzipien des Vorrichtungs- und Vorrichtungsdesigns; ihre Konstruktion muss nicht so robust sein wie die von Fräsvorrichtungen, weil sie nicht so schwere Schneidlasten wie Fräsvorrichtungen tragen müssen, weil sie nicht so schwere Schneidlasten wie Fräsoperationen aushalten müssen.
5. Schleifvorrichtungen
Halterungen verschiedener Arten werden in Schleifmaschinen verwendet, um Werkstücke während des Betriebs zu positionieren, zu halten und zu stützen. Diese Vorrichtungen können Standard-Werkstückhaltevorrichtungen wie Spannfutter, Dorne, Formbackenfutter, Magnetspannfutter usw. sein.
Eine vertikale Flachschleifmaschine mit einem Drehtisch hat beispielsweise typischerweise eine Drehvorrichtung, die an ihrem Tisch befestigt ist. In ähnlicher Weise kann an einer Flächenschleifmaschine mit einem sich hin- und herbewegenden Tisch eine einfache oder fadenförmige Befestigung bereitgestellt werden. Eine Bohrerschleifvorrichtung ist ein offensichtliches Beispiel für eine Standardvorrichtung, die zum Schleifen von Bohrgeometrien verwendet wird.
Welche Art von Spannvorrichtung auch immer zum Schleifen verwendet wird, sie sollte Vorkehrungen für die Zufuhr und den Austritt von Kühlmittel, die Montage von Abrichtscheiben haben und, wenn es sich um eine rotierende Spannvorrichtung handelt, sollte sie richtig ausbalanciert sein.
Bei diesen Vorrichtungsarten kann es sich um übliche Spannvorrichtungen wie Spanndorne, Spannfutter, Spannfutter mit Formbacken, Magnetspannfutter usw. handeln.
6. Armaturen klopfen
Gewindebohrer sind speziell dafür ausgelegt, identische Werkstücke zum Schneiden von Innengewinden in Bohrungen zu positionieren und sicher zu fixieren. Ungewöhnlich geformte und unausgeglichene Komponenten erfordern immer die Verwendung solcher Vorrichtungen, insbesondere wenn der Gewindeschneidvorgang an solchen Teilen in großem Maßstab wiederholt werden soll.
7. Duplex-Leuchten
Es ist die Bezeichnung für die Vorrichtung, die zwei ähnliche Komponenten gleichzeitig hält und deren gleichzeitige Bearbeitung an zwei separaten Stationen ermöglicht. Während ein einzelnes Werkstück an einer einzelnen Station bearbeitet wird.
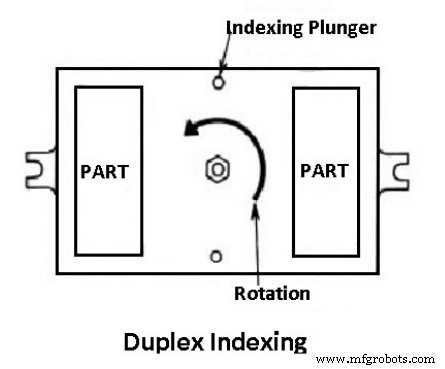
Beide Operationen können je nach Anforderung ähnlich oder unähnlich sein. Wenn die Bearbeitung an beiden Stationen abgeschlossen ist, wird die Spannvorrichtung um 180 Grad gedreht, wobei das erste Bauteil für den zweiten Vorgang zur zweiten Station und das fertige Bauteil zur ersten Station transportiert wird.
Hier wird dann das fertige Bauteil hochgeladen, durch ein neues Bauteil ersetzt und die erste Operation daran durchgeführt. Der Zyklus wird unbegrenzt wiederholt, was eine Massenproduktion von Komponenten mit relativ hoher Geschwindigkeit ermöglicht.
8. Schweißvorrichtungen
Schweißvorrichtungen die sorgfältig entworfen wurden, um die verschiedenen zu schweißenden Komponenten an ihren richtigen Stellen zu halten und zu stützen und gleichzeitig Verformungen in geschweißten Strukturen zu verhindern.
Dazu muss das Aufnahmeelement sorgfältig platziert werden; Die Klemmung muss leicht, aber fest sein, und die Klemmelemente müssen außerhalb des Schweißbereichs platziert werden. Um den Schweißbelastungen standzuhalten, muss die Vorrichtung ziemlich stabil und steif sein.
9. Montagevorrichtungen
Der Zweck von Montagevorrichtungen besteht darin, verschiedene Komponenten während des Zusammenbaus in ihrer richtigen relativen Position zusammenzuhalten. Beispielsweise können zwei oder mehr Stahlplatten in relativen Positionen zusammengehalten und vernietet werden.
Mechanische Montagevorrichtungen sind solche, die verwendet werden, um Komponenten zu halten, während mechanische Operationen durchgeführt werden. Demgegenüber gibt es andere Arten von Vorrichtungen, in denen die Bauteile zum Fügen gehalten werden, wie z. B. Schweißvorrichtungen, die auch Montagevorrichtungen sind, jedoch nur zum Warmfügen.
10. Indexierungsvorrichtungen
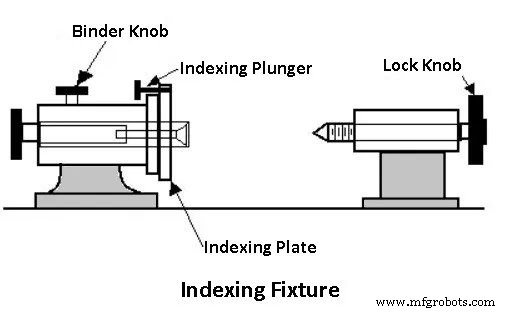
Mehrere Komponenten müssen auf verschiedenen Oberflächen bearbeitet werden, so dass ihre bearbeiteten Oberflächenoberflächen oder -formen gleichmäßig beabstandet sind. Solche Elemente müssen in der gleichen Anzahl indexiert werden wie die Anzahl der zu bearbeitenden Flächen. Die verwendeten Haltevorrichtungen (Vorrichtungen oder Vorrichtungen) sind so ausgelegt, dass sie einen Indexiermechanismus aufnehmen. Eine Indexiervorrichtung ist ein Gerät, das ein solches Gerät enthält.
Prinzipien von Vorrichtungen und Vorrichtungen
Der erfolgreiche Entwurf einer Spannvorrichtung oder Vorrichtung hängt von der Analyse verschiedener Faktoren ab, die sorgfältig untersucht werden müssen, bevor die eigentliche Arbeit in Angriff genommen wird. Im Folgenden sind die wesentlichen Faktoren aufgeführt die bei der Konstruktion einer Schablone oder Vorrichtung berücksichtigt werden müssen :
1. Studium der Komponente.
2. Untersuchung des Typs und der Kapazität der Maschine.
3. Untersuchung der Ortungselemente.
4. Untersuchung der Be- und Entladeanordnung.
5. Untersuchung der Klemmanordnung.
6. Untersuchung der Kraftgeräte zum Betätigen der Spannelemente.
7. Untersuchung des erforderlichen Freiraums zwischen Spannvorrichtung und Bauteil.
8. Untersuchung der Indexiergeräte.
9. Untersuchung der Werkzeugführungs- und Fräsereinstellelemente.
10. Studie der narrensicheren Anordnung.
11. Untersuchung der Auswurfvorrichtungen.
12. Untersuchung der Späneabfuhranordnung.
13. Untersuchung des Steifigkeits- und Schwingungsprogramms.
14. Untersuchung der Tischbefestigungsanordnung.
15. Untersuchung der Sicherheitseinrichtungen.
16. Studium der Herstellungsverfahren der Vorrichtungsbasis, des Körpers oder des Rahmens.
Vorteile von Vorrichtungen und Halterungen
Im Folgenden sind die Vorteile der Verwendung von Spannvorrichtungen und Vorrichtungen aufgeführt in der Massenproduktion.
1. Es eliminiert das Markieren, Messen und andere Einstellmethoden vor der Bearbeitung.
2. Es erhöht die Bearbeitungsgenauigkeit, da das Werkstück automatisch positioniert und das Werkzeug ohne manuelles Einstellen geführt wird.
3. Es ermöglicht die Herstellung identischer Teile, die austauschbar sind. Dies erleichtert den Montagevorgang.
4. Es erhöht die Produktionskapazität, indem es ermöglicht wird, dass eine Anzahl von Werkstücken in einer einzigen Aufspannung bearbeitet wird, und in einigen Fällen kann eine Anzahl von Werkzeugen gleichzeitig betrieben werden. Die Handhabungszeit wird durch das Thermofixieren und Anordnen des Werkstücks so stark reduziert. Die Geschwindigkeit, der Vorschub und die Schnitttiefe für die Bearbeitung können aufgrund der hohen Klemmsteifigkeit von Vorrichtungen und Vorrichtungen erhöht werden.
5. Es reduziert die Arbeit des Bedieners und die daraus resultierende Ermüdung, da die Handhabungsvorgänge minimiert und vereinfacht werden.
6. Es erreicht einen angelernten Bediener, um die Operationen auszuführen, da die Einstelloperationen des Werkzeugs und die Arbeit mechanisiert sind. Dies spart Arbeitskosten.
7. Es reduziert den Aufwand für die Qualitätskontrolle der fertigen Produkte.
8. Es reduziert die Gesamtkosten der Bearbeitung durch die vollständige oder teilweise Automatisierung der Prozesse.
Nachteile von Vorrichtungen
- Es ist möglich, dass es sich mit der Zeit verschlechtert.
- Ein weiterer Grund sind die hohen anfänglichen Einrichtungskosten (und Zeit).
- Und es kann viel Material verbrauchen und sperrig sein.
Anwendungen von Vorrichtungen und Vorrichtungen
- Für die Massenproduktion von Automobilteilen.
- Inspektion des Teils in der kontinuierlichen Produktion in der Fertigungsindustrie.
- Schneiden von Barren im Stahlwerk.
- In der Kühlindustrie wird es verwendet.
- Bei der Pumpenmontage wird es verwendet.
- Zum Bohren von Flanschen und Bohren der Löcher in allen erforderlichen Winkeln.
- Für Mehrspindelbearbeitung.
- Vorrichtungen werden zum Massenbohren, Reiben und Gewindeschneiden verwendet.
- Zur Führung der Werkzeuge zur Bearbeitung von Konturen.
- Vorrichtungen zum Fräsen, Massendrehen und Schleifen.
Materialien, die für Vorrichtungen und Vorrichtungen verwendet werden
Die folgenden Materialien werden zur Herstellung von Vorrichtungen und Halterungen verwendet:
- Gehärteter Stahl
- Grauguss
- Kunststoff
- Karbid
- Epoxidharze
- Edelstahl
- Bronze
- Niedrigschmelzender legierter Stahl
Wir haben also alle Dinge im Zusammenhang mit Vorrichtungen und Vorrichtungen behandelt, einschließlich Elemente, Typen, Vorteile, Nachteile und Materialien, die für Vorrichtungen und Vorrichtungen verwendet werden.
Wenn Ihnen der Artikel gefallen hat, teilen Sie ihn bitte mit Ihren Freunden und geben Sie Ihr Feedback im Kommentarbereich ab.
Industrietechnik
- Was ist eine virtuelle Maschine – Typen und Vorteile
- Arten von Rotmetallen und ihre Unterschiede
- Jig und Fixture:Was ist der Unterschied?
- Elektroerosionsmaschinen (EDM) Typen, Vor- und Nachteile
- Schrägzahnräder 101:Arten, Herstellung, Vorteile und Anwendungen
- Was sind Vorrichtungen und Vorrichtungen?
- Vor- und Nachteile von Industrie 4.0
- Was ist ein IMMP:Unterschiede und Vorteile gegenüber CMMS
- FIFO vs. LIFO:Unterschiede, Vor- und Nachteile, Anwendungen und mehr
- Verschiedene Arten von Übertragungssystemen und ihre Vorteile