


Schmiedeoperationen – Typen, Methoden, Vorteile, MCQs
In diesem Artikel besprechen wir, was Fälschen ist? Wie funktioniert es ? Arten des Schmiedens, Operationen, Vorteile, Nachteile, und mehr.
Was ist Schmieden?
Schmiedearbeiten sind die Vorgänge, die verwendet werden, um jedem Metallgegenstand die gewünschte Form zu geben, indem man es erhitzt oder abkühlt und dann entweder mit einem Hammer darauf schlägt.
Was ist Schmieden?
Schmieden ist ein Herstellungsprozess, bei dem Metall mit lokalisierten Druckkräften geformt wird. Die Schläge werden mit einem Hammer oder einer Matrize ausgeführt. Schmieden wird häufig nach der Temperatur, bei der es durchgeführt wird, klassifiziert:Kaltschmieden , Warmschmieden , oder Warmschmieden .
Schmiedeverfahren
Kleinere Schmiedearbeiten können durch Schlagen mit einem Hammer ausgeführt werden, aber schwere Schmiedearbeiten können nur maschinell ausgeführt werden. Es gibt drei Methoden zum Schmieden .
- Handschmieden
- Gesenkschmieden
- Kraftschmieden oder Maschinenschmieden
1. Handschmieden
Handschmieden oder Schmieden ist der Prozess, einen Job zu formen, indem man ihn mit einem Hammer schlägt. Handschmieden wird nur verwendet, um eine kleine Anzahl von leichten Schmiedestücken hauptsächlich in Reparaturwerkstätten zu formen. Das Handschmieden wurde in den letzten Jahren durch das Kraftschmieden abgelöst.
2. Gesenkschmieden
Gesenkschmieden ist der Prozess, Metall zu formen und seine Festigkeit zu erhöhen. Beim Schmieden wird meistens ein oberes Gesenk gegen ein erhitztes Werkstück gedrückt, das auf einem stationären unteren Gesenk positioniert ist. Wenn das obere Gesenk oder der Hammer herunterfallen, wird der Vorgang als Gesenkschmieden bezeichnet .
3. Machtschmieden
Machtschmieden ist ein Herstellungsverfahren, bei dem Metall durch berechnete Kraft geformt wird. Das Schmieden wird mit einem Krafthammer oder einem Gesenk während des Formgebungsprozesses ausgeführt, um das beabsichtigte Design des geschmiedeten Metallobjekts zu erzeugen.
Smith-Schmiedebetrieb
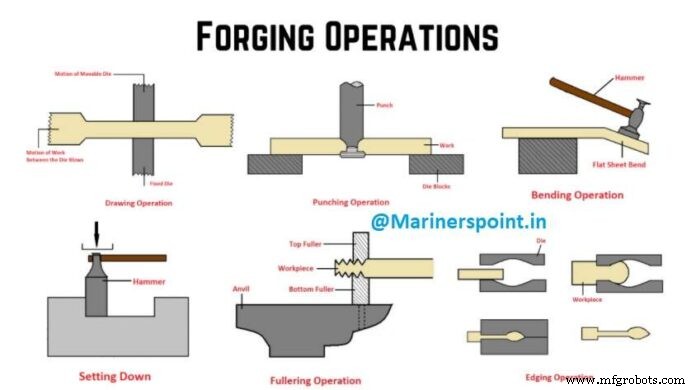
Eine Reihe von Arbeitsgängen werden verwendet, um die Form des Rohmaterials in die fertige Form zu ändern. Die typischen Schmiedearbeiten sind:
- Störungsoperation
- Vorgang herunterziehen
- Einstellungen für den Betrieb
- Biegevorgang
- Schweißbetrieb
- Schneidvorgang
- Stanzvorgang
- Fullering-Operation
Alle diese Vorgänge werden mit dem Metall in einem erhitzten Zustand durchgeführt, der aufrechterhalten werden muss, indem eine „frische“ Hitze zugeführt wird, wenn das Werkstück Anzeichen von Abkühlung zeigt.
1. Betriebsstörung
Aufregend oder Heading ist der Prozess der Erhöhung der Dicke eines Stabes auf Kosten seiner Länge und wird durch Enddruck bewirkt. Der Druck kann erreicht werden, indem das Ende der Stange gegen den Amboss getrieben wird, indem man sich auf dem Amboss abstützt und mit dem Hammer schlägt, indem man in ein Gesenkloch einsetzt und mit dem Hammer schlägt oder indem man in einen Schraubstock einspannt und dann hämmert a
Abb. 8.6 (a) zeigt die Wirkung schwerer Hammerschläge auf einen gleichmäßig erhitzten Stab; (b) zeigt die Wirkung vergleichsweise leichter Hammerschläge. Lokale Störungen können, wie bei (C) und (d) gezeigt, erhalten werden, indem nur das Ende oder die Mitte des Stabes erhitzt wird.
2. Abzieh- oder Stauchvorgang
Es ist der Prozess, die Länge eines Balkens auf Kosten seiner Breite oder Dicke oder beidem zu erhöhen. In Abb. 8.7 veranschaulichen A, B und C diese Operation. A stellt den ursprünglichen Schaft dar, B zeigt den Schaft nach dem Hämmern mit einem geraden Kugelhammer oder mit einem Spitzkeil und Schlitten, und C zeigt das fertige Schmiedestück, nachdem der Flatter verwendet wurde.
3. Betrieb einstellen
Es handelt sich um einen lokalisierten Tiefzieh- oder Stauchvorgang, wie bei D in 8.7 dargestellt. Mit anderen Worten, es kann als Prozess der lokalen Ausdünnung bezeichnet werden, der durch den Setzhammer oder Setzhammer bewirkt wird. Üblicherweise wird die Arbeit an der Stelle gewalkt, an der das Aufsetzen beginnt. In Abb. 8.7 zeigt E den Vorgang des Ablegens beider Kanten eines Riegels mit dem oberen und unteren Keil und F zeigt, wie der Flacher nahe an einer Schulter verwendet werden kann.
4. Stanzvorgang
Es ist der Prozess der Herstellung von im Allgemeinen zylindrischen Löchern, indem ein heißer Stempel über dem Preßloch des Ambosses, über einer zylindrischen Matrize oder über einem Loch der richtigen Größe im Gesenkblock verwendet wird. Abb. 8.8 zeigt die Stadien beim Stanzen eines Lochs.
5. Biegevorgang
Das Biegen ist ein wichtiger Schmiedevorgang und wird sehr häufig verwendet. Dies kann als eckig oder krummlinig klassifiziert werden. Das Biegen kann über die Kante der Ambossfläche, über das Ambosshorn, in Sonderformen wie die Kanten des Gesenkklotzes oder für Stangenmaterial erfolgen, indem das Ende in das Pritchelloch eingeführt und die Stange mit einem Schraubenschlüssel oder einer Zange gebogen wird.
6. Schweiß- oder Schließvorgang
Es sind vielleicht die wichtigsten Schmiedearbeiten, die der Schmied durchführt. Das Metall, das über einen weiten Temperaturbereich pastös bleibt, lässt sich am besten schweißen, und in dieser Hinsicht haben Schmiedeeisen und Weichstahl einen gewissen Vorteil gegenüber anderen Metallen. Das erste Wesentliche für die Herstellung einer einwandfreien Schweißnaht ist, dass die Kontaktflächen sowohl mechanisch als auch chemisch vollkommen sauber sein müssen, damit die Kohäsion stattfindet, wenn sich das Metall in einem plastischen Zustand befindet.
Ein Schutz für das Metall ist eine Flussmittelschicht, die die Metalloberflächen bedeckt und durch Ausschluss der Luft eine Oxidation verhindert. Flussmittel, die üblicherweise beim Schmiedeschweißen verwendet werden, bestehen aus sauberem Quarzsand, kalziniertem Borax oder einer Mischung aus vier Teilen Borax und einem Teil Salmiak.
7. Schneidvorgang
Abbruch ist eine Form des Meißelns, bei der ein langes Stück Material in mehrere festgelegte Längen geschnitten oder ein Schmiedestück von seinem Material getrennt (abgeschnitten) wird. Zum Heißmeißeln muss Stahl in einem Schmiedeherd oder -ofen auf eine leichte kirschrote Hitze erhitzt werden, d. h. auf 850 bis 950 °C. Beim Schneiden mit Meißeln werden die Hammerschläge auf den Meißelkopf gerichtet, der leicht abgerundet sein muss.
8. Fullering-Operation
In der Metallbearbeitung ein voller ist ein Werkzeug, das verwendet wird, um Metall im heißen Zustand zu formen. Der Fuller hat eine abgerundete, entweder zylindrische oder parabolische Nase. Das Walken oder Verteilen des Metalls erfolgt entlang der Länge der Arbeit, indem an separaten Abschnitten gearbeitet wird. Die Auftragsachse steht dabei senkrecht zur Breite der Flachmatrize.
Bei diesen Schmiedevorgängen wird der Hohlkehle gegen den Metallschaft gelegt, und dann wird entweder der Hohlkehle (für einen oberen Hohlkehle) oder der Schaft (für einen unteren Hohlkehle) mit einem Hammer geschlagen. Die abgerundete Nase des Walkers verteilt das Metall effizienter als die flache Seite des Hammers. Der Prozess hinterlässt Grate im Material, die später mit dem Hammer oder anderen Werkzeugen geglättet werden können.
9. Kantenbearbeitung
Bei diesem Schmiedeprozess wird die Metallplatte in die gewünschte Form geschlagen oder gezwängt. Das Werkstück wird gegen zwei Matrizenkanten gepresst.
Vorteile des Schmiedens
- Die Zugfestigkeit des Metalls wird verringert und es erhält die Eigenschaft der Plastizität, wodurch wir das Metall nach unseren Vorgaben formen können.
- Auszieh-, Sprung- und Biegevorgänge werden durch die Eigenschaften der Plastizität und Formbarkeit vereinfacht.
- Ein geschmiedetes Werkstück ist einfach fertigzustellen, da seine Form nahezu vollständig ist und es weniger Zeit in Anspruch nimmt.
- Andere Maschinentätigkeiten können nach dem Schmieden von Handmetall problemlos am Arbeitsplatz durchgeführt werden.
- Es fällt wenig Metallabfall an.
- Warmschmieden verbessert die Struktur von Metall.
- Auf dem Metall gibt es wenig Platz für Spannungen und Risse.
Nachteile von Schmiedevorgängen
- Wenn Metall erhitzt wird, tritt Oxidation auf, die dem Metall schadet.
- Spröde Metalle können nicht geschmiedet werden.T
- Der Schmiedeprozess erlaubt keine Endbearbeitung.
- Die Größe der Jobs hat sich geändert.
MC-Fragen zu Schmiedevorgängen
1. Bei welchem der folgenden Schmiedevorgänge wird kein spezielles Gesenk verwendet?
a) Gesenkschmieden
b) Schmieden durch Schmieden
c) Prägen
d) Pressschmieden
Antwort: b
Erklärung: Schmieden wird auch Flach- und Freiformschmieden genannt. Es umfasst das breite Feld der Schmiedearbeiten, die zwischen flachen Gesenken hergestellt und möglicherweise durch Lagerwerkzeuge ergänzt werden. Die endgültige Form des Schmiedestücks hängt von der Geschicklichkeit des Schmieds für Größe und Form ab. Smith-Schmiedevorgänge produzieren Werkstücke von geringerer Genauigkeit im Vergleich zum Präge- oder Gesenkschmieden. Die Werkzeugausstattung ist einfach, kostengünstig und ermöglicht die Produktion einer großen Vielfalt von Formen.
2. Bei welchen der folgenden Schmiedevorgänge werden wiederholtes Hämmern und geschlossenes Gesenk verwendet?
a) Gesenkschmieden
b) Schmieden durch Schmieden
c) Prägen
d) Pressschmieden
Antwort: a
Erklärung: Hammerschmieden wird auch als Gesenkschmieden bezeichnet, bei dem ein Hammer wiederholt auf das Werkstück schlägt, um es zu verformen. Es gibt verschiedene Arten von Hämmern wie Schwerkraft-, Gegenschlag- und Pulverhämmer.
3. Bei welchem der folgenden Schmiedevorgänge wird anstelle des wiederholten Hämmerns eine allmähliche Kraft angewendet?
a) Gesenkschmieden
b) Schmieden durch Schmieden
c) Prägen
d) Pressschmieden
Antwort: d
Erklärung: Das Pressschmieden ist eine Variante des Fallhammerschmiedens. Im Gegensatz zum Fallhammerschmieden arbeiten Pressschmieden langsam, indem sie kontinuierlichen Druck oder Kraft anwenden. Die Zeit, die die Gesenke mit dem Werkstück in Kontakt sind, wird in Sekunden gemessen (im Vergleich zu Millisekunden bei Fallhammerschmieden). Der Pressschmiedevorgang kann entweder kalt oder warm durchgeführt werden. Der Hauptvorteil des Pressschmiedens im Vergleich zum Fallhammerschmieden ist seine Fähigkeit, das gesamte Werkstück zu verformen.
4. Prägen und Umformen sind zwei besondere Arten von Schmiedeoperationen?
a) Verärgert
b) Drücken
c) Naben
d) Gesenkschmieden
Antwort: b
Erklärung: Das Prägen ist ein starker Metallquetschvorgang, bei dem der Metallfluss an den oberen Schichten des Materials und nicht durch die Werte hindurch erfolgt. Der Vorgang wird in geschlossenen Matrizen hauptsächlich zum Zweck der Herstellung feiner Details durchgeführt, wie sie zum Prägen von Münzen benötigt werden, und Metall- oder Schmuckherstellung. Der Rohling wird im Werkzeughohlraum gehalten und es wird ein Druck von fünf- bis sechsfacher Materialstärke aufgebracht. Abhängig von den Details, die auf dem Teil geprägt werden müssen, kann mehr als ein Prägevorgang verwendet werden.
5. Welcher der folgenden Schmiedevorgänge wird für Teile mit einheitlichem Querschnitt verwendet?
a) Verärgert
b) Drücken
c) Naben
d) Gesenkschmieden
Antwort: a
Erklärung: Beim Stauchschmieden wird eine Stange mit einheitlichem Querschnitt, normalerweise rund, zwischen genuteten Gesenken gehalten, Druck wird auf das Ende in Richtung der Stangenachse ausgeübt, indem ein Stauchwerkzeug verwendet wird, das das Ende durch Metallverschiebung spreizt>
6. Bei welcher der folgenden Techniken erfolgt die Querschnittsverformung von Rohren oder Stäben durch wiederholte Schläge oder Schläge?
a) Verärgert
b) Drücken
c) Naben
d) Gesenkschmieden
Antwort: d
Erklärung: Stauchen ist eine mechanische Verformungstechnik, bei der der Querschnitt von Stäben oder Rohren durch wiederholte Schläge oder Schläge verringert oder geformt wird.
7. Überschrift ist eine Art Schmiedevorgang?
ein Piercing
b) Prägung
c) Aufregen
d) Prägen
Antwort: c
Erklärung: Ein Stauchwerkzeug oder Stößel wird senkrecht zu der Querschnittsendfläche einer Stange oder Stange positioniert, die in einer Matrize gegriffen ist. Bei Druckbeaufschlagung wird die Länge des Stabes reduziert und der Durchmesser vergrößert (Stauchung). Dieses Herstellungsverfahren wird häufig bei der Herstellung von Befestigungselementen verwendet, um Bolzenköpfe, Schraubenköpfe usw. zu formen.
8. Um ein Knicken zu vermeiden, sollte das Verhältnis von Länge zu Durchmesser ? betragen
a) 1:3
b) 2:3
c) 3:1
d) 2:1
Antwort: c
Erklärung: Knicken ist gekennzeichnet durch ein plötzliches seitliches Versagen eines Bauteils, das einer hohen Druckspannung ausgesetzt ist, wobei die Druckspannung am Bruchpunkt geringer ist als die maximale Druckspannung, der das Material standhalten kann. Beim Stauchschmieden sollte das Aspektverhältnis (Verhältnis von Länge zu Durchmesser) 3:1 betragen.
9. Welche Operation wird verwendet, um erhabene Figuren auf Blättern mit dem entsprechenden Relief auf der anderen Seite herzustellen?
a) Rollschmieden
b) Prägung
c) Prägen
d) Überschrift
Antwort: b
Erklärung: Das Prägen ist ein Vorgang, bei dem Blech mit passenden Matrizen und Matrize in geringe Tiefen gezogen wird. Der Vorgang wird hauptsächlich zum Zwecke der Versteifung von flachen Platten durchgeführt. Der Vorgang wird manchmal auch zur Herstellung von Dekorationsgegenständen wie Nummern- oder Namensschildern, Schmuck usw. verwendet. Prägevorgang mit zwei Prägestempeln, Buchstaben, Zahlen und Muster auf Blechteilen können mit diesem Vorgang hergestellt werden.
10. Welcher der folgenden Arbeitsgänge wird zur Herstellung von Kugellagern verwendet?
a) Schrägwalzen
b) Rollschmieden
c) Pressschmieden
d) Aufregen
Antwort: a
Erklärung: Eine spezielle Art, Schrägwalzen, wird zur Herstellung von Frässtahlkugeln und Lagerkugelrohlingen verwendet.
11. Im Schmiedebetrieb wird gewalkt an:
a) Ziehen Sie das Material heraus
b) Biegen Sie das Material
c) Das Material umkippen
d) Extrudieren Sie das Material.
Antwort: a
Erklärung: Das Walken wird durchgeführt, um das Material herauszuziehen. Beim Walken wird das Material vom Schmiedebereich weg verteilt. Walken ist das Verringern des Querschnitts des Werkstücks oder das Verlängern einer Vorbereitung des Schafts als Vorbereitung für die nachfolgende Operation. Mit anderen Worten, das Walken wird durchgeführt, um den Querschnitt zu verringern und die Länge zu erhöhen.
Dies waren die verschiedenen Arten von Schmiedevorgängen die in der Industrie durchgeführt werden. Ich hoffe, Ihnen hat der Artikel gefallen. Bitte geben Sie Ihr Feedback im Kommentarbereich unten ab.
Industrietechnik
- Was ist Anti-Aliasing? 6 verschiedene Typen und Methoden
- Was ist Stempeln? - Arten, Betrieb und Anwendung
- Was ist Drehen? - Definition und Arten von Operationen
- Was ist eine Drehmaschine? - Definition, Typen und Betrieb
- Was ist Schmieden? - Definition, Prozess und Arten
- Was sind Power Hammers? - Arten, Design und Betrieb
- Was ist Schmiedeprozess, Betrieb, Typen, Anwendung, Vor- und Nachteile?
- Vorrichtungen und Vorrichtungen – Definitionen, Typen, Vorteile, Unterschiede
- Drehoperationen und Schneidwerkzeuge
- Bearbeitungsvorgang und Arten von Bearbeitungswerkzeugen