


Entformungswinkel für Spritzguss:Konstruktionsleitfaden und Best Practices

Wenn wir über die Best Practices für Kunststoffspritzgussteile sprechen, gibt es einige, die unvermeidlich sind. Ganz oben auf dieser Liste steht normalerweise der Formschrägewinkel beim Spritzgießen. Jedes Spritzgussdesign ist auf Herstellbarkeit ausgerichtet. Daher müssen Sie jeden Schritt des Prozesses berücksichtigen.
Obwohl sich Ihre Teile in der Form korrekt formen können, können während des Auswurfvorgangs Probleme auftreten. Dies kann zu unerwünschten Fehlern in den Formteilen führen. Ein Formschrägewinkel hilft, viele dieser unerwünschten Probleme zu vermeiden. In diesem Artikel besprechen wir die Vorteile von Einspritzwinkeln und einen Konstruktionsleitfaden für das einfache Einspritzen Ihrer Teile.
Während wir später mehr auf die Vorteile eingehen, wollen wir kurz einen Verjüngungswinkel beschreiben.
Was ist ein Entformungswinkel?
Ein Entformungswinkel bezieht sich auf die Neigung, die an den Seiten der meisten Merkmale von Spritzgussteilen angebracht wird. Die Positionierung der Anspritzwinkel erfolgt so, dass sie in Richtung der Zieh- und Trennfuge des Werkzeugs verlaufen. Sie helfen, die Formteile leicht aus der Form zu lösen.
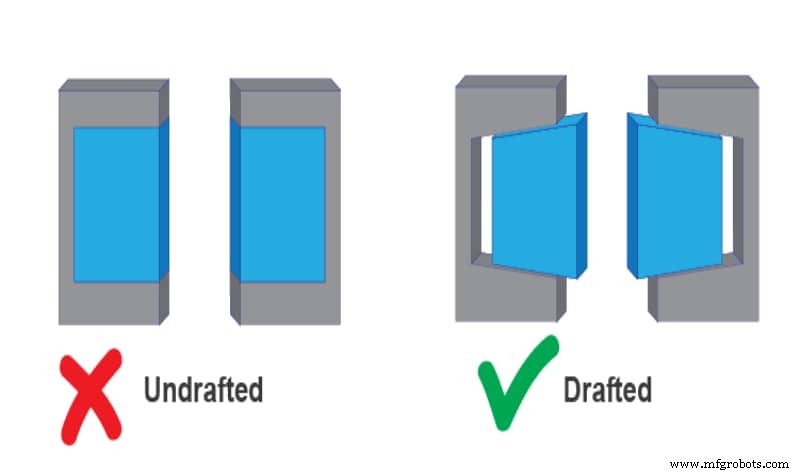
99 % Ihres Spritzguss-Designs erfordern Entformungswinkel-Spritzguss für ein erfolgreich hergestelltes Teil. Der Winkel verjüngt sich an den Formteiloberflächen. Daher kann das Teil beim Entformen leicht über die Hohlräume und Kerne der Form gleiten.
Vorteile eines Formschrägewinkels
Formschrägen können oft zu Interessenkonflikten führen. Former mögen und empfehlen Formschrägen. Formenbauer finden es jedoch entmutigend, die Winkel auf allen Kavitäts- und Kernoberflächen maschinell zu bearbeiten. Einige glauben auch, dass Formschrägen die Teilekonstruktion erschweren können.
Es ist jedoch wichtig zu beachten, dass Entformungswinkel eine Vielzahl von Vorteilen bieten. Sie sind unerlässlich, um sicherzustellen, dass Formteile dem geforderten Qualitätsstandard entsprechen. Ohne einen Entwurf erhöhen Sie die Wahrscheinlichkeit von Spritzgussproblemen. Dies kann die Produktionskosten und die Lieferzeit unnötig erhöhen.
Probleme entstehen oft durch Reibung und Unterdruck, wenn keine Formschräge in das Teil eingearbeitet ist. Diese können Ihr Teil beschädigen. Im Extremfall wird auch der Schimmelpilz in Mitleidenschaft gezogen. Kunststoffe schrumpfen vor dem Abkühlen. Daher werden sich wahrscheinlich einige Teile Ihres Teils von der Form lösen. Andere Teile greifen den Kern.
Ein Formschrägewinkel ermöglicht es Ihnen, einen einfachen Druck auf die Auswerferstifte zu verwenden, um Ihr Teil aus der Form zu werfen. Auf diese Weise verhindern Sie, dass die Oberflächen des Teils beim Auswerfen entlang der Form gezogen werden. Reibung zwischen der Oberfläche Ihres Teils und der Oberfläche der Form kann Kratzer verursachen und das Aussehen Ihres Teils beeinträchtigen.
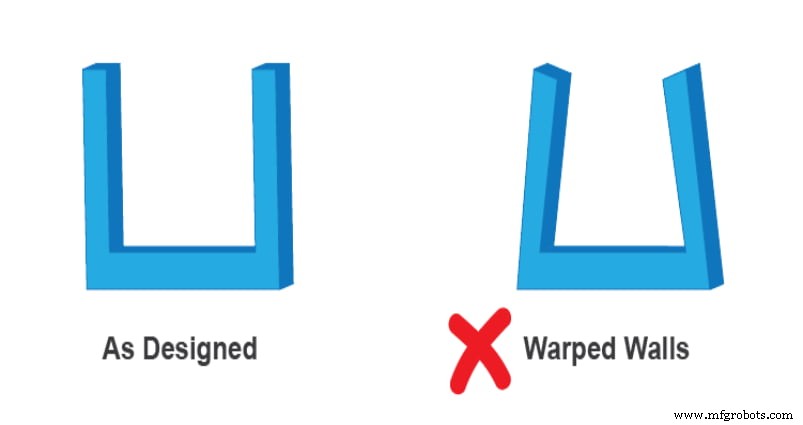
Außerdem verhindern Injektionswinkel die Bildung von Vakuum während des Ausstoßes. Das Fehlen des Luftzugs kann dazu führen, dass Auswurfstifte auf das Bauteil drücken, bis eine Spannung des Vakuums auftritt. Dies kann zum Verbiegen, Brechen oder Verziehen des Teils führen, wenn es ausgeworfen wird.
Das Hinzufügen von Formschrägen zu Ihrem Design hilft Ihnen, diese Probleme zu vermeiden. Daher können Sie die kosmetischen Oberflächen Ihres Teils verbessern und die Produktionskosten senken. Ein Entformungswinkel hilft Ihnen auch, aufwändige und teure Auswurfeinstellungen zu vermeiden.
Zusammenfassend das Hinzufügen von Einspritzwinkeln zu Ihrem Design:
- Sorgt bei Bedarf für glatte, gleichmäßige und kratzerfreie Oberflächen
- Reduziert die Möglichkeit einer Beschädigung von Teilen durch Reibung beim Auswerfen
- Gewährleistet die Einheitlichkeit und Unversehrtheit anderer Oberflächentexturen und -veredelungen
- Reduziert den Verschleiß des Formteils
- Verringert die Wahrscheinlichkeit einer Beschädigung der Form
- Minimiert das Verziehen Ihrer Geometrie
- Reduziert die Gesamtkühlzeit, indem aufwändige Auswurfeinstellungen entfallen oder reduziert werden
- Bieten Sie sowohl eine direkte als auch eine indirekte Senkung der Gesamtproduktionskosten an
Entwurfsleitfaden und Best Practices für Formschrägen
Zunächst müssen Sie beachten, dass es nicht für alle Formteile einen einzigen ausreichenden Entformungswinkel gibt. Jedes einzelne Teil hat seine einzigartigen Entwurfsanforderungen. Größere Teile erfordern möglicherweise mehr Formschrägen als kleinere. Außerdem erfordern dünnwandige Teile, die bei hohem Druck gegossen werden, möglicherweise mehr Verzug als solche, die bei niedrigerem Druck gegossen werden.
Vor diesem Hintergrund finden Sie hier einige allgemeine Leitfäden und Best Practices für Designentwürfe:
1. Die meisten Teile erfordern einen Formschrägewinkel von 1½ bis 2 Grad
Dies ist eine Faustregel, die für Formteile bis zu einer Tiefe von 2 Zoll gilt. Bei dieser Größe reicht eine Formschräge von etwa 1½ Grad aus, um Teile leicht aus der Form zu lösen. Dies trägt dazu bei, Schäden an den Teilen zu vermeiden, wenn das thermoplastische Material schrumpft.
2. Der Entformungswinkel sollte durchschnittlich ein zusätzliches Grad für jeden Zoll Tiefe betragen
Diese Vorgehensweise funktioniert am besten für größere oder tiefere Teile. Diese Art von Teilen erfordert mehr Formschrägen, um die zusätzliche Oberfläche zu berücksichtigen. Die zusätzlichen Einspritzwinkel berücksichtigen auch die Reibung, die während der Entformung auftritt.
3. Der Entformungswinkel sollte zur „Oberseite“ der Form hin vorhanden sein
Dies bedeutet, dass der Formzug der Richtung der Form folgen sollte, die sich nach oben oder weg bewegt, wenn die Trennung auftritt. Angenommen, Sie sind mit hohlen Kästen mit eingezogenen Wänden vertraut. In diesem Fall werden Sie feststellen, dass die offene Oberseite etwas breiter ist als die Unterseite. Dies ist das Ergebnis eines korrekt angewendeten Entwurfs.
4. Strukturierte Teile erfordern normalerweise mehr Formschräge
Einige Teile können auf ihren Oberflächen komplizierte Texturen aufweisen. Andere können vertiefte oder erhabene Oberflächen haben.
Bei solchen Bauteilen sollte der Entformungswinkel zu den optimalen 1½ bis 2 Grad addiert werden. Die Zugabe sollte mit einer Rate von weiteren 1½ Grad pro 0,001 Zoll (Tausendstel Zoll) Oberflächentiefe erfolgen.
5. Jede Komponente eines Teils sollte Entformungswinkel haben
Materialien mit komplexen Geometrien oder Teile mit spannungsmindernden Eigenschaften sollten Entformungswinkel haben. Zu diesen Merkmalen gehören Zwickel, Lüftungsschlitze, Rippen und andere. Sie alle sind entscheidende Bestandteile eines guten Designs. Folglich sollten alle diese Merkmale, die mit der Form in Kontakt kommen, Einspritzwinkel enthalten.
6. Das Einbeziehen von Formschrägen auf zwei Seiten eines Teils bietet noch mehr Vorteile
Manche Materialien (z. B. ein massives zylindrisches Teil) haben ihre Trennlinie oft in der Mitte. In diesem Fall sollten beide Enden des Teils Entformungswinkel haben. Dies liegt daran, dass bei dieser Art von Vorgang zwei Entformungsvorgänge erforderlich sind.
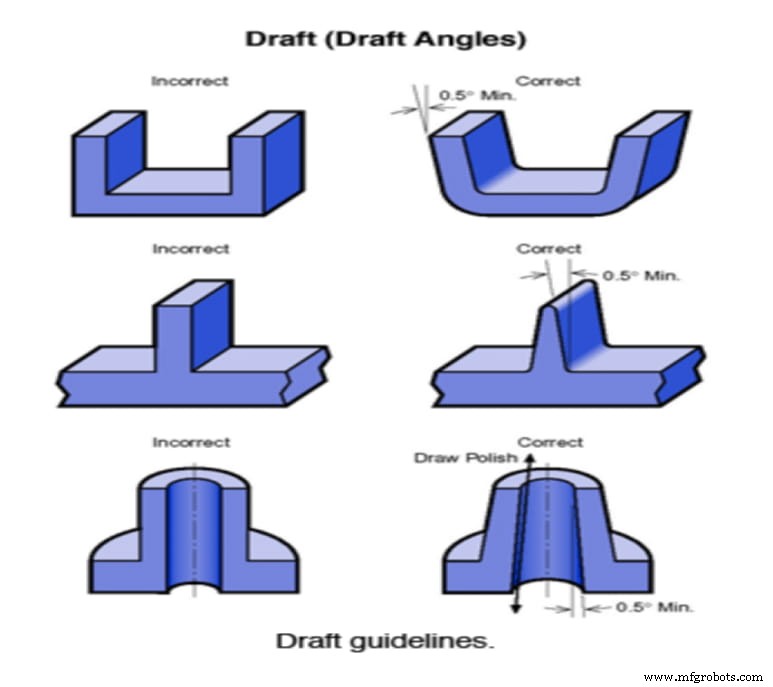
7. Vertikale Flächen sollten mindestens ein halbes Grad Formschräge aufweisen
Diese Richtlinie ist wichtig, wenn das Design einen einheitlichen Winkel von der Unterseite zur Oberseite der vertikalen Fläche erfordert. Ein halbes Grad Formschräge bietet einen effektiven Kompromiss für Designs, die gerade Wände erfordern. Außerdem hilft es dem Teil, die Spritzgussanforderungen zu erfüllen.
8. Es ist immer ratsam, einen Entformungswinkel zu haben
Es ist wichtig, diese Tatsache zu wiederholen, da viele Designer dazu neigen, sich der Einarbeitung eines Entwurfs zu widersetzen. Egal wie klein, Ingenieure müssen immer für ein gewisses Maß an Entwurf eintreten. Ein Designentwurf ist immer am besten, da Sie wahrscheinlich keinen Designfall finden werden, der einen Null-Grad-Winkel erfordert. Denken Sie an das Sprichwort:„Jeder Entwurf ist besser als kein Entwurf.“
Merkmalstiefe und minimaler Entformungswinkel beim Spritzgießen
Mehrere Faktoren beeinflussen die Auswahl von Verjüngungswinkeln. Zu diesen Faktoren gehören Wandstärke, Wandtiefe, Schrumpfraten, Materialauswahl, Oberflächenbeschaffenheit/Textur, Auswurf und Herstellungsmöglichkeiten. Die folgende Tabelle zeigt die Strukturtiefe von Formteilen und die erforderliche Mindestformschräge.
| FEATURE TIEFE | MINDESTSTÄRKE/ENTWURF | |||
| 0,25 Zoll | 0,040 Zoll/0,5° | |||
| 0,5 Zoll | 0,040 Zoll/1° | 0,060 Zoll/0,5° | ||
| 0,75 Zoll | 0,040 Zoll/2° | 0,060 Zoll/1° | 0,080 Zoll/0,5° | |
| 1 Zoll | 0,060 Zoll/2° | 0,080 Zoll/1° | >0,100 Zoll/0,5° | |
| 1,5 Zoll | 0,080 Zoll/2° | >0,100 Zoll/1° | ||
| 2 Zoll. | >0,100 Zoll/2° |
Schlussfolgerung
Das Ziel dieses Leitfadens ist es nicht, Verjüngungswinkel zu diskutieren, da es sich um ein attraktives Designmerkmal handelt. Vielmehr sind Formschrägen wichtige Bestandteile erfolgreich konstruierter Teile. Sie sorgen für effektive und qualitativ hochwertige Produktionsprozesse. Die Nichtbeachtung des Entformungswinkels kann zu einer hohen Anzahl von Ausschussteilen führen. Es kann auch zu Schäden an Schimmelpilzen führen. Es ist immer am besten, sich über die besten Praktiken für das Spritzgießen auf dem Laufenden zu halten. Eines davon ist die Einbeziehung des Entformungswinkels beim Spritzgießen.
Bei RapidDirect sind wir Spritzgussspezialisten, die bereit sind, unser Fachwissen mit Ihnen zu teilen. Unsere Ingenieure verfügen über ein tiefes Verständnis der Best Practices für das Spritzgießen, und wir integrieren sie in unsere Dienstleistungen. Unsere Ingenieure können Ihre Entwürfe angemessen beurteilen und Vorschläge unterbreiten. Wir bieten kostenloses DfM, um sicherzustellen, dass Sie die besten Ergebnisse aus Ihrem Teiledesign erzielen.

Unser breites Spektrum an Fertigungsdienstleistungen umfasst robuste Spritzgussdienstleistungen. Falls Sie sich nicht sicher sind, ob Ihr Formschrägewinkel für Ihr Teil ausreicht, stehen wir für Designgespräche zur Verfügung. Außerdem bieten wir eine allgemeine Inspektion der Teile an, um sicherzustellen, dass sie für den Formprozess bereit sind. All diese Dienstleistungen sind zu wettbewerbsfähigen Preisen erhältlich.
Häufig gestellte Fragen – Entformungswinkel für Spritzguss
Wie sollte der Entwurf für Polyethylenmaterial aussehen?Vorteilhaft ist beim Spritzgießen ein Formschrägewinkel von 1 Grad pro Seite. Hochglanzpolierte Oberflächen führen dazu, dass LDPE an Hohlräumen und Kernen haftet. Daher hilft eine Zugluft von etwa 1½ Grad, die Teile leicht zu lösen.
Wie berechnet man den Entformungswinkel?Ingenieure berechnen einen Freiwinkel als Maßeinheit in Grad. In seltenen Fällen wird der Winkel als Millimeter- oder Zollmaß berechnet. Die Berechnung erfolgt von der vertikalen Achse der Form. Es hilft, die Schrumpfung des Kunststoffmaterials zu berücksichtigen.
Industrietechnik
- Additive Fertigung und Spritzguss – eine neue Vision für den Produktionslebenszyklus
- Best Practices für die Organisation und Verwaltung Ihres Wartungslagerraums
- Hochviskoses PEEK für Spritzguss und Extrusion
- Best of…Best Practices im Spritzguss
- Best Practices für das Schweißen von Aluminium
- Best Practices für Roboterschweißen
- Warum ist die Formschräge beim Spritzgießen so wichtig?
- Kostensparende Konstruktionsverfahren und Tipps für kundenspezifische Blechteile und Gehäuse
- Ultiboard – Der ultimative Leitfaden für das Beste für Anfänger
- Herstellung und Werkzeugbau von Metallteilen für Kraftstoffeinspritzsysteme