


Die effektivsten Möglichkeiten zur Überwindung der Probleme der kundenspezifischen Blechfertigung
Kundenspezifische Blechfertigungsprozesse scheinen einfach zu sein:Sie bestehen aus Biegen, Schneiden, Stanzen und Schweißen von Metallblechen, um ein Produkt zu formen. Trotz dieser Einfachheit gibt es jedoch viele Faktoren, die bei der Umformung von Blechen zu hochwertigen und spezifikationsgerechten Teilen berücksichtigt werden müssen. Im folgenden Artikel gehen wir auf häufige Probleme ein, die mit kundenspezifischen Blechfertigungsprozessen verbunden sind, und wie man sie für die besten Ergebnisse überwindet.
Berücksichtigung der Rückfederung
Beim Biegeprozess wird ein Blech – typischerweise eine Stahl-, Kupfer- oder Aluminiumlegierung – mithilfe einer Bremse oder Presse in eine V- oder U-Form gebogen. Gebogene Blechprodukte sind allgegenwärtig und die Technik wird häufig für die effiziente Herstellung von Gehäusen, Abdeckungen, Halterungen, rechteckigen Kanälen und mehr verwendet. Und während der Biegeprozess weitgehend zuverlässig ist, gibt es ein Problem, das beim Umformen von Blechprodukten kritisch zu berücksichtigen ist:die Rückfederung. Alle Hersteller, die mit der Blechbearbeitung arbeiten, kennen die Rückfederung, und die Besten von ihnen wissen auch, wie sie diese überwinden können.
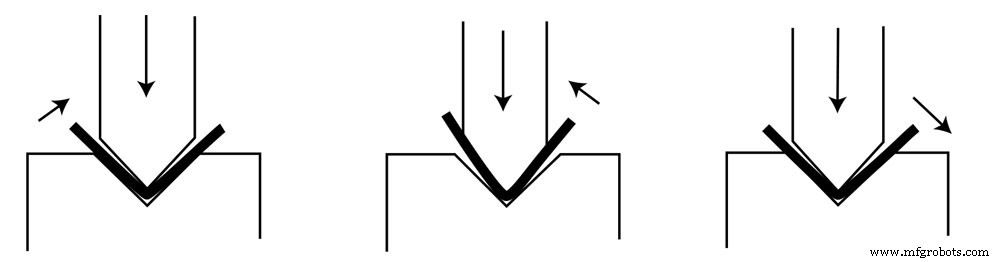
Kurz gesagt, eine Rückfederung tritt auf, nachdem ein Stück Blech gebogen wurde, wenn das Metall unweigerlich versucht, seine ursprüngliche flache Form wiederzuerlangen. Zum Glück ist die Lösung für das Zurückfedern relativ einfach:Blech muss so weit gebogen werden, dass die zu erwartende Rückfederung den gewünschten Winkel ergibt. In der Praxis bedeutet dies, dass Hersteller einen Biegewinkel und einen Biegewinkel bestimmen müssen. Das Biegen Winkel ist der in der Presse benötigte übergebogene Winkel, während der gebogene Winkel ist der endgültig gewünschte Winkel des Blechteils.
Aber wie bestimmt man die Biege- und Biegewinkel? Hier spielen viele Faktoren eine Rolle, darunter die Art des Blechs, die Dicke und Zugfestigkeit des Metalls und die Art der Biegeausrüstung. Heutzutage gibt es hochpräzise Systeme, die die Rückfederung vorhersagen und angeben können, welcher Biegewinkel für ein bestimmtes Material und einen bestimmten Prozess erforderlich ist. Dank einer Kombination aus Feedback-Geräten zur Winkelkompensation, die mechanische Sensoren oder Laser verwenden, um die Rückfederung zu überwachen und die Biegung in Echtzeit anzupassen, und dem Fachwissen des Bedieners kann das Problem der Rückfederung leicht überwunden werden.
Unser Team bei RapidDirect verfügt über das Fachwissen, um die Rückfederung zu überwinden und sicherzustellen, dass alle gebogenen Metallteile ohne lange Vorlaufzeiten oder hohe Kosten den Spezifikationen entsprechen. Unsere Blechbiegekapazität beträgt bis zu 200 Tonnen, bei einer maximalen Biegelänge von 4000 mm und einer maximalen Dicke von 20 mm.
Schrumpfen und Verziehen vermeiden
Alle Hersteller wissen, dass es keinen perfekten Herstellungsprozess gibt, deshalb braucht es einen erfahrenen Bediener, um qualitativ hochwertige Teile zuverlässig herzustellen. Bei der kundenspezifischen Blechfertigung verursachen Prozesse wie Schneiden und Schweißen zwangsläufig ein gewisses Maß an Bewegung und Schrumpfung des Metallmaterials, das, wenn es nicht berücksichtigt wird, zu Verzug führen kann. Mit anderen Worten, während Schrumpfung und Bewegung nicht vermieden werden können, können sie durch bestimmte Vorsichtsmaßnahmen und Maßnahmen gemildert und kontrolliert werden.
Schrumpfung tritt beim Schweißprozess auf, weil sich Metalle beim Abkühlen zusammenziehen. Metalle mit hoher Leitfähigkeit, wie Kupfer oder Aluminium, neigen weniger zum Verziehen als Metalle mit niedriger Leitfähigkeit und hohem Ausdehnungskoeffizienten, wie Edelstahl. Um das Schrumpfen und Verziehen im letzten Teil zu minimieren, gibt es mehrere Dinge, die getan werden können.
Erstens können Hersteller das Risiko minimieren, indem sie die Wärme des Schweißprozesses reduzieren, indem sie intermittierende Schweißnähte anstelle von kontinuierlichen Schweißnähten verwenden. In ähnlicher Weise kann die Backstep-Schweißtechnik verwendet werden, bei der Abschnitte der Schweißnaht um einige Zoll übersprungen und dann rückwärts zur ursprünglichen Schweißnaht verfolgt werden. Das Klemmen ist eine weitere Technik, die den Grad des Verzugs wirksam reduziert, und besteht aus der Verwendung von Klemmen, Vorrichtungen und Vorrichtungen, um Metallteile während des Schweißvorgangs an Ort und Stelle zu halten. Es kann zwar immer noch zu einer gewissen Schrumpfung kommen, wenn das Teil aus seiner verriegelten Position entfernt wird, aber wesentlich geringer als bei einem nicht geklemmten Teil.
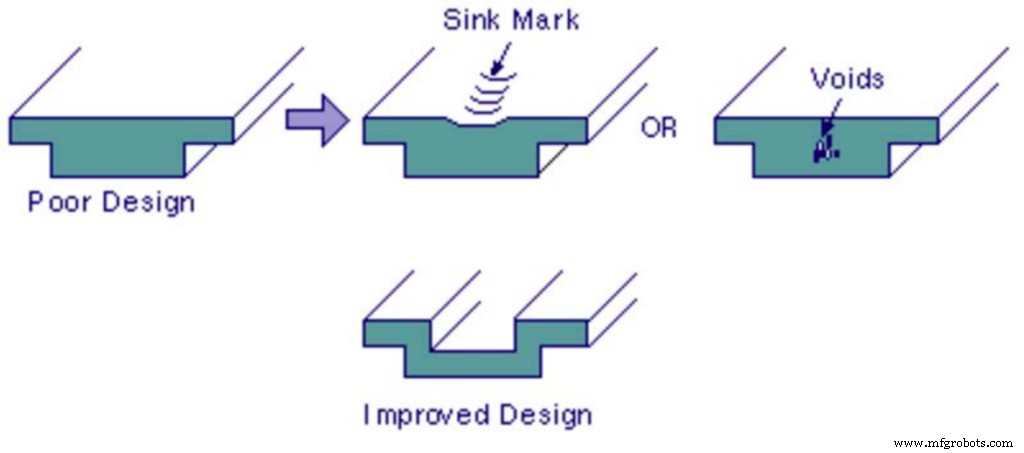
Trotz dieser Schritte ist die effektivste Methode zur Vermeidung von Schrumpfung und Verzug in einem Blechteil, diese bereits in der Konstruktionsphase zu berücksichtigen. Beispielsweise kann die Integration kleinerer Schweißnähte in das Design das Verziehen minimieren, ebenso wie das Platzieren von Schweißnähten um die neutrale Achse des Teils. Das RapidDirect-Team ist in der Blechbearbeitung erfahren und kann Ihnen helfen, Ihre Konstruktionen zu optimieren, um das Risiko von Verzug und Schrumpfung im Schweißprozess zu minimieren.
Das Angebot von RapidDirect
Mit unserem Team hochqualifizierter Maschinenbediener kennt RapidDirect die Besonderheiten der Blechbearbeitung, einschließlich aller Probleme, die möglicherweise auftreten können. Unser kundenspezifischer Blechfertigungsservice nutzt dieses fundierte Wissen über Metallumformprozesse, um qualitativ hochwertige Teile zu liefern, die alle Spezifikationen erfüllen. Unser Serviceangebot für die Blechbearbeitung umfasst CNC-Stanzen, Wasserstrahlschneiden, Plasmaschneiden, Blechbiegen und Blechschweißen. Wir bieten Standardmaterialien für die Blechbearbeitung an, darunter Aluminium 5052, Aluminium 5083, Edelstahl 301, Edelstahl 304, Edelstahl 316/316L, Stahl 1018, Kupfer 101, Kupfer C110 und Kupfer 260 (Messing).
Dank unserer hochmodernen Online-Angebotsmaschine müssen unsere Kunden nicht auf eine Preis- und Vorlaufzeitschätzung für unsere Dienstleistungen warten. Sobald Sie Ihre CAD-Dateien hochgeladen und die Anforderungen spezifiziert haben, erstellen wir innerhalb von 12 Stunden ein Angebot, zusammen mit einer kostenlosen Design for Manufacturing (DfM)-Analyse auf Anfrage. Sobald die Teile geliefert wurden, liefern wir auf Anfrage auch SGS-, RoHS-, Materialzertifizierungen, In-Prozess-Qualitätsberichte und Erstmusterprüfungen.
Zögern Sie nicht, uns bei Fragen zu kontaktieren oder fordern Sie jetzt Ihr Angebot für die Blechbearbeitung an.
Industrietechnik
- Was ist der Blechfertigungsprozess?
- Was ist der Prozess der Blechfertigung?
- Wie sich Toleranzen auf kundenspezifische Metallfertigungsprojekte auswirken
- Wie kundenspezifische Blechfertigung der medizinischen Industrie zugute kommt
- Kundenspezifisches Metallfertigungsprojekt im Rampenlicht:Biertank
- 5 Möglichkeiten zur Verbesserung Ihrer Blechteile
- 5 Hauptvorteile der kundenspezifischen Metallfertigung
- Welche Art der Blechbearbeitung ist die richtige für mich?
- Blechbearbeitungstechniken
- Blechherstellung:101