


HP Multi-Jet Fusion-Designrichtlinien:Experten-Checkliste für optimale Teile
Veröffentlicht am 30. November 2023

Ursprünglich veröffentlicht auf fastradius.com am 20. Oktober 2021
HP Multi-Jet Fusion (MJF) liefert schnelle, hochwertige Nylonteile, die in Festigkeit und Verarbeitung mit Spritzgusskomponenten mithalten können. Diese Checkliste rüstet Designteams mit bewährten Best Practices aus, um die Teileleistung zu maximieren, Kosten zu senken und die Produktion zu rationalisieren.
Einführung
Was ist Multi-Jet Fusion?
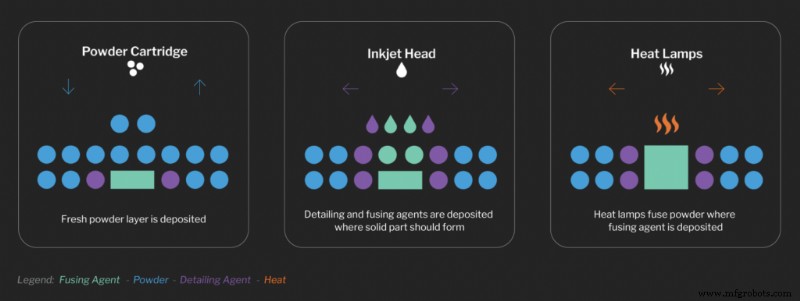
MJF ist ein führendes industrielles additives Fertigungsverfahren, das funktionale Nylon-Prototypen und Massenproduktionsteile mit unübertroffener Designfreiheit und mechanischen Eigenschaften herstellt. Im Gegensatz zum selektiven Lasersintern, bei dem Pulver mit einem Laser verschmolzen wird, verwendet MJF Tintenstrahldüsen, um Schmelz- und Detailierungsmittel auf ein Nylonpulverbett aufzutragen. Eine kontinuierliche Streichbewegung trägt die Wärme Schicht für Schicht auf und ermöglicht Hochgeschwindigkeitsaufbauten ohne die Notwendigkeit von Stützstrukturen. Das Ergebnis ist ein Teil, das komplizierte interne Kanäle und mitgedruckte Baugruppen umfassen kann und gleichzeitig eine mit Spritzguss vergleichbare mechanische Leistung erzielt, jedoch ohne kostspielige Werkzeuge.
Das Design im Hinblick auf die Herstellbarkeit gewährleistet optimale Teilequalität, Ausbeute und Kosteneffizienz. Verwenden Sie diese Checkliste, um Ihre Designs an den Fähigkeiten von MJF auszurichten.
1. Ist MJF der richtige Prozess für mein Projekt?
Überprüfen Sie vor der Neugestaltung, ob MJF alle Produktanforderungen erfüllt:
Erfüllen die verfügbaren Materialien meine Bewerbung?
Während MJF ein begrenztes, aber robustes Materialportfolio bietet, erfüllen PA12 und seine Glasperlenvariante die meisten Anforderungen an starre Kunststoffe. TPU bietet eine flexible, elastische Option. Wenn Ihre Spezifikation ein Material außerhalb dieses Bereichs erfordert, ziehen Sie einen alternativen Prozess in Betracht.
Passt mein Teil in das Bauvolumen?
Der Bauraum des Jet Fusion4200 beträgt 380 x 380 x 284 mm. Große Komponenten können in Unterbaugruppen aufgeteilt und mit Klebe- oder mechanischen Befestigungsmitteln verbunden werden. Konstruktionsmerkmale wie Schwalbenschwanzverbindungen können die Ausrichtung und Haftung unterstützen.
Liegen die Toleranzen innerhalb akzeptabler Grenzen?
Auch wenn die Toleranzen bei der additiven Fertigung kleiner werden, stellen Sie sicher, dass die Präzision von MJF Ihren Montageanforderungen entspricht. Das folgende Beispiel zeigt eine Schwalbenschwanzverbindung, die für eine sichere Klebeverbindung konzipiert ist.
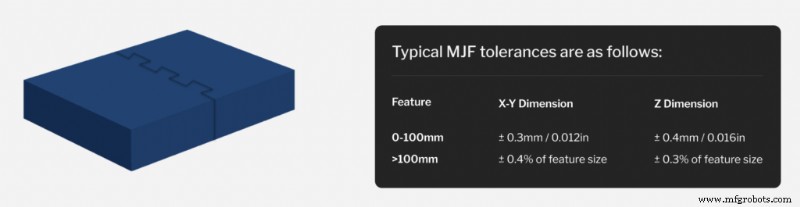 Beispiel für eine Schwalbenschwanzverbindung zur Verbindung von Unterkomponenten
Beispiel für eine Schwalbenschwanzverbindung zur Verbindung von Unterkomponenten 2. Kann ich den Materialverbrauch reduzieren?
Wärmegradienten führen häufig zu Verwerfungen, insbesondere bei langen, dünnen Abschnitten oder abrupten Querschnittsänderungen. Reduzieren Sie Fehler, indem Sie überschüssiges Material durch Taschen, Schalen, Gitter oder Topologieoptimierung entfernen. Allmähliche Übergänge – über Fasen oder Verrundungen – reduzieren das Schrumpfungsrisiko weiter.
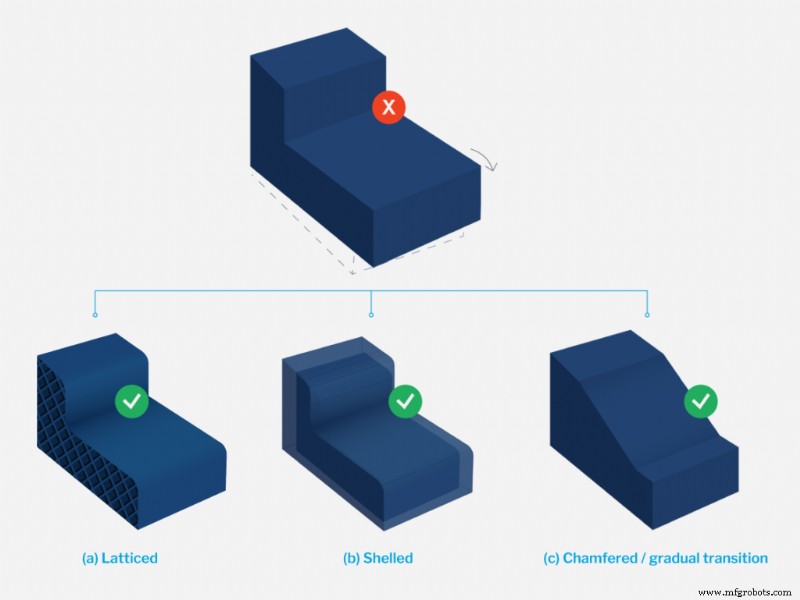 Probe von DFM-Änderungen für ein Teil, das sich aufgrund einer abrupten Querschnittsänderung verziehen würde; (a) gitterförmig (b) schalenförmig (c) abgeschrägt / allmählicher Übergang
Probe von DFM-Änderungen für ein Teil, das sich aufgrund einer abrupten Querschnittsänderung verziehen würde; (a) gitterförmig (b) schalenförmig (c) abgeschrägt / allmählicher Übergang 3. Liegen meine Features über der Mindestschwellengröße?
Standardwandstärken sollten mindestens 1,5 mm betragen. Kleine Merkmale sollten nicht kleiner als 1,5 mm sein, mit Ausnahme von Schlitzen, Prägungen, Gravuren oder Schaftdurchmessern, die 0,5 mm erreichen können. Der Text sollte mindestens 6pt (≈2mm) groß und 0,3mm tief sein. Schraubengewinde müssen M6 oder größer sein; Für festere oder haltbarere Gewinde verwenden Sie Gewindeeinsätze.
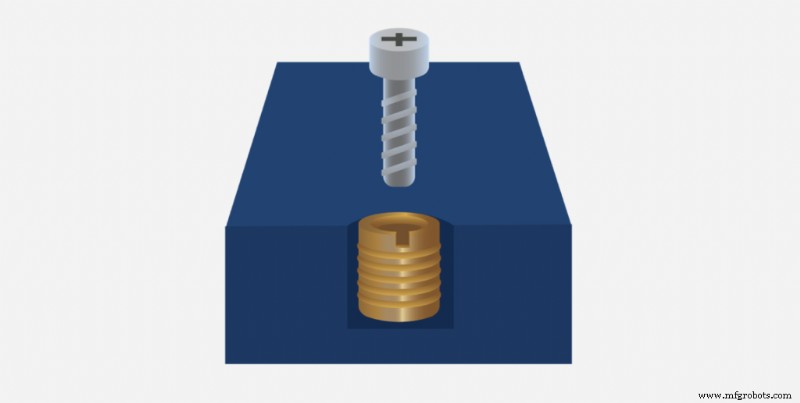 Aufgedruckte Schraubengewinde sollten M6 oder größer sein; Einsätze können dort verwendet werden, wo kleinere oder robustere Gewinde benötigt werden.
Aufgedruckte Schraubengewinde sollten M6 oder größer sein; Einsätze können dort verwendet werden, wo kleinere oder robustere Gewinde benötigt werden. 4. Habe ich Montagetoleranzen berücksichtigt?
Co-Printing-Baugruppen erfordern eine sorgfältige Abstandsplanung. Passflächen benötigen normalerweise einen Abstand von 0,4–0,6 mm, um Toleranzen auszugleichen. Wenn Sie mehrere Teile zusammen drucken, lassen Sie mindestens 0,5 mm Abstand, bei großen Querschnitten oder hohen Kontaktflächen mehr.
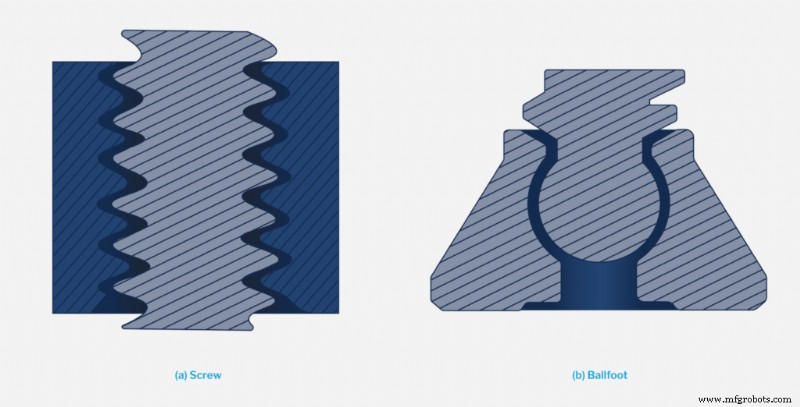 Querschnittsansichten von (a) Schraube und (b) Kugelfuß. Bei diesen Konstruktionen ist aufgrund der größeren Kontaktfläche mehr Abstand erforderlich, um ein Verschmelzen zu verhindern.
Querschnittsansichten von (a) Schraube und (b) Kugelfuß. Bei diesen Konstruktionen ist aufgrund der größeren Kontaktfläche mehr Abstand erforderlich, um ein Verschmelzen zu verhindern. 5. Ist mein Teiledesign für die Nachbearbeitung optimiert?
Wenn eine Nachbearbeitung erforderlich ist, stellen Sie sicher, dass das Design eine effiziente Pulverentfernung und Oberflächenveredelung ermöglicht:
- Keine entlüfteten oder eingeschlossenen Volumina.
- Bevorzugen Sie Durchgangslöcher gegenüber Sacklöchern, um Pulverkuchen zu vermeiden.
- Fügen Sie Verrundungen an den scharfen Innenecken hinzu, um das Trommeln und Perlenstrahlen zu erleichtern.
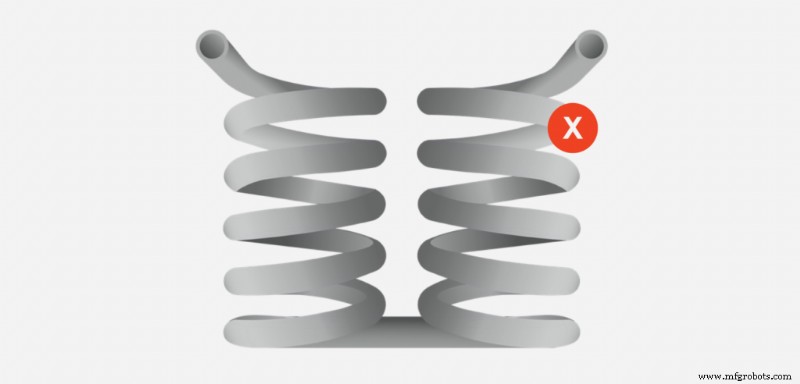 Der Fließweg dieser Geometrie macht es sehr schwierig, Pulver aus dem unteren Abschnitt zu entfernen.
Der Fließweg dieser Geometrie macht es sehr schwierig, Pulver aus dem unteren Abschnitt zu entfernen. 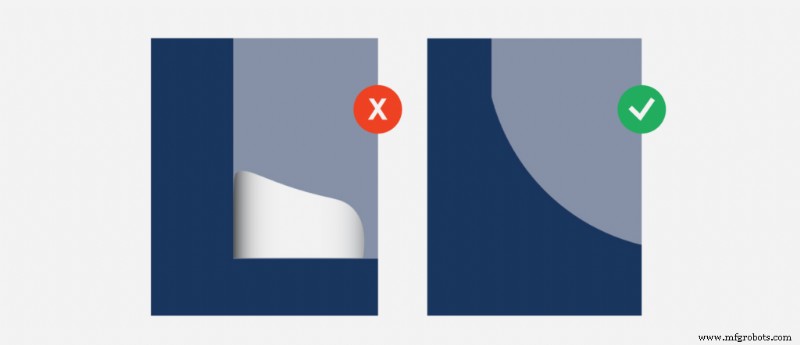 In scharfen Innenecken kann sich Pulver leicht festsetzen. Das Hinzufügen von Filets trägt erheblich zur Entpuderung bei.
In scharfen Innenecken kann sich Pulver leicht festsetzen. Das Hinzufügen von Filets trägt erheblich zur Entpuderung bei.  Blindlöcher sind schwierig zu entpulvern, da das Pulver nirgendwo austreten kann, wenn es aus dem Locheingang gesprengt wird. Erwägen Sie die Durchführung eines Durchgangslochs oder das Hinzufügen von Fluchtkanälen.
Blindlöcher sind schwierig zu entpulvern, da das Pulver nirgendwo austreten kann, wenn es aus dem Locheingang gesprengt wird. Erwägen Sie die Durchführung eines Durchgangslochs oder das Hinzufügen von Fluchtkanälen. 6. Habe ich jede Gelegenheit genutzt, um die Teilekosten zu senken?
Strategische DFM-Änderungen können Materialverschwendung reduzieren und die Bauwirtschaftlichkeit verbessern. Leichtbau reduziert das Fehlerrisiko und die Materialkosten. Durch die Optimierung der Nestbarkeit – das Hinzufügen von Entwürfen oder das Neupositionieren von Teilen – wird die Anzahl der Teile pro Bau maximiert und die Fixkosten verteilt. Durch die Einführung eines Formschrägenwinkels können beispielsweise zwei zusätzliche Teile zu einem einzelnen Build hinzugefügt werden.
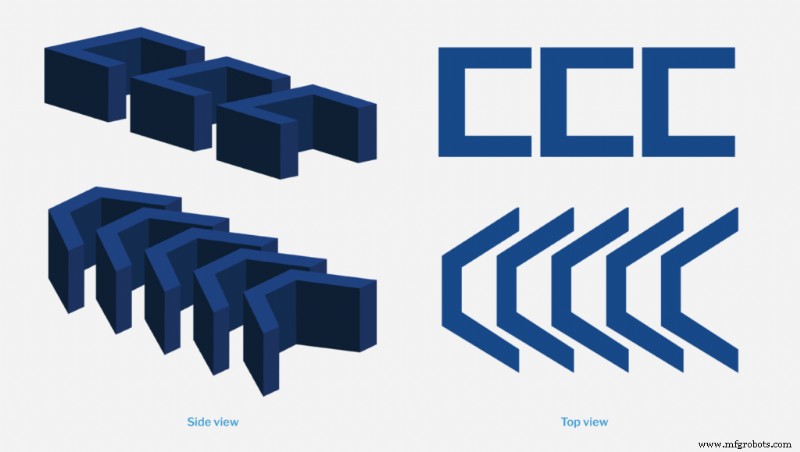 Das Entwerfen für Nestbarkeit erhöht die Anzahl der Teile, die in einen Bau passen, und senkt die Kosten pro Teil. In diesem Beispiel ermöglicht das Hinzufügen von Entwurf das Packen von zwei zusätzlichen Teilen.
Das Entwerfen für Nestbarkeit erhöht die Anzahl der Teile, die in einen Bau passen, und senkt die Kosten pro Teil. In diesem Beispiel ermöglicht das Hinzufügen von Entwurf das Packen von zwei zusätzlichen Teilen. Weitere kostensparende Faktoren sind Oberflächenbeschaffenheit, Farbe und Nachbearbeitung. MJF-Teile sind von Natur aus grau, können aber mit minimalem Aufwand schwarz gefärbt werden. Wenn eine glattere Oberfläche erforderlich ist, stehen Optionen wie Schleifen, Trommeln oder Dampfglätten zur Verfügung. Durch Texturierung kann die Ästhetik ohne zusätzliche Verarbeitungsschritte verbessert werden.
Erste Schritte mit einem DFM-Experten
Die Einhaltung der DFM-Grundsätze ist für niedrige Betriebskosten, frühzeitige Problemerkennung und hervorragende Teilequalität von entscheidender Bedeutung. Diese Checkliste bietet einen praktischen Rahmen für die Verfeinerung von MJF-Designs vor der Produktion.
Durch die Partnerschaft mit SyBridge erhält Ihr Team Zugriff auf modernste digitale Designtools und erfahrene Beratung – vom Konzept bis zur Umsetzung – und stellt so eine pünktliche Lieferung zum richtigen Preis sicher.
Kontaktieren Sie uns noch heute, um Ihre MJF-Reise zu beginnen.
Industrietechnik
- Asset Management unterstützt Versorgungsunternehmen bei der Minderung von Risiken
- CNC-Bearbeitung von Kunststoff-Prototypen:Ist das die beste Wahl?
- DIY-Logiksonde:Schritt-für-Schritt-Anleitung
- Wie sieht es mit der Leistung von Metallteilen aus, die im FDM-3D-Druck gedruckt wurden?
- Matten vs. Einlegesohlen:Vor dem Kauf lesen
- 7 Möglichkeiten zur Verlängerung der Lebensdauer von Schneidwerkzeugen
- Kennen Sie Ihre Materialien:Polyethylen (PE)
- Umschulung und Umschulung im Zuge von COVID-19
- Einführung in Netzwerktheoreme
- RicoCNC wird an der 23. Worldbex in Manila, Philippinen teilnehmen