


Trinkhalm
Hintergrund
Ein Strohhalm ist ein vorbereiteter Schlauch, mit dem ein Getränk aus einem Behälter gesaugt wird. Historiker vermuten, dass die ersten Strohhalme aus getrockneten Weizenschäften geschnitten und dementsprechend benannt wurden. Mit dem Aufkommen des Industriezeitalters wurden Verfahren zur Massenproduktion von Strohhalmen entwickelt, indem längliche Blätter aus wachsbeschichtetem Papier zu zylindrischen, hohlen Röhren gerollt wurden. Dies wurde erreicht, indem mit Paraffin beschichtetes Papier um eine stabförmige Form gewickelt und dann das Papier mit einem Klebstoff befestigt wurde. Der gesamte Strohhalm wurde dann mit Wachs beschichtet, um ihn weiter wasserdicht zu machen. Die Wachsbeschichtung war wichtig, da der Strohhalm aus Papier bestand und schließlich einen Teil der aufgesaugten Flüssigkeit aufsaugen würde. So wurden diese Papierstrohhalme unweigerlich matschig und unbrauchbar. In den 1960er Jahren wurde Papier weitgehend durch Kunststoff ersetzt, der immer billiger und immer raffinierter wurde. Die Explosion der Kunststofftechnologie führte zu Techniken zur Herstellung von Plastikstrohhalmen durch Extrusion. Heutzutage werden Strohhalme in einer Vielzahl von Formen, Farben und Funktionen hergestellt.
Rohstoffe
Strohhalme werden aus einer formulierten Mischung aus Kunstharz, Farbstoffen und anderen Zusatzstoffen hergestellt.
Plastik
In der Vergangenheit wurden Strohhalme aus Papier hergestellt, heute ist Polypropylen-Kunststoff das Material der Wahl. Polypropylen ist ein Harz, das durch Polymerisieren oder Aneinanderreihen von Propylengasmolekülen hergestellt wird. Wenn sehr viele dieser Moleküle chemisch miteinander verbunden werden, bilden sie diesen festen Kunststoff. Polypropylen wurde erstmals Mitte der 1950er Jahre entwickelt und besitzt viele Eigenschaften, die es für den Einsatz in der Strohherstellung geeignet machen. Dieses Harz ist leicht, hat eine gute Abriebfestigkeit, eine gute Dimensionsstabilität und eine gute Oberflächenhärte. Es weist normalerweise keine Probleme mit Spannungsrissen auf und bietet eine ausgezeichnete chemische Beständigkeit bei höheren Temperaturen. Am wichtigsten für diese Anwendung sind die guten thermoplastischen Eigenschaften. Dadurch kann es geschmolzen, in verschiedene Formen gebracht und beim erneuten Erhitzen wieder geschmolzen und geformt werden. Ein weiteres wichtiges Merkmal dieses Kunststoffs ist seine Unbedenklichkeit für den Kontakt mit Lebensmitteln und Getränken. Polypropylen ist für den indirekten Kontakt mit Lebensmitteln zugelassen und wird neben Trinkhalmen zur Herstellung vieler Arten von Lebensmittelverpackungen wie Margarine- und Joghurtbehältern, Zellophanverpackungen und verschiedenen Flaschen und Verschlüssen verwendet.
Farbstoffe
Dem Kunststoff können Farbstoffe zugesetzt werden, um den Strohhalmen ein ästhetisch ansprechendes Aussehen zu verleihen. In den Vereinigten Staaten müssen die verwendeten Farbstoffe jedoch aus einer Liste von Pigmenten ausgewählt werden, die von der Food and Drug Administration (FDA) für den Lebensmittelkontakt zugelassen sind. Wenn die Farbstoffe nicht lebensmittelecht sind, müssen sie getestet werden, um sicherzustellen, dass sie nicht aus dem Kunststoff in das Lebensmittel oder Getränk gelangen. Diese Pigmente werden typischerweise in Pulverform geliefert und es ist eine sehr kleine Menge erforderlich, um leuchtende Farben zu verleihen. Durch die Verwendung mehrerer Farbstoffe können mehrfarbige Strohhalme hergestellt werden.
Andere Zusatzstoffe
Der Kunststoffformel werden zusätzliche Materialien zugesetzt, um die physikalischen Eigenschaften des fertigen Strohhalms zu kontrollieren. Weichmacher (Materialien, die die Flexibilität des Polypropylens verbessern) können hinzugefügt werden, um eine Rissbildung des Harzes zu verhindern. Antioxidantien werden verwendet, um schädliche Wechselwirkungen zwischen dem Kunststoff und dem Luftsauerstoff zu reduzieren. Andere Stabilisatoren umfassen UV-Lichtfilter, die den Kunststoff vor den Einwirkungen des Sonnenlichts abschirmen und verhindern, dass die Strahlung den Kunststoff nachteilig beeinflusst. Schließlich können inerte Füllstoffe zugesetzt werden, um die Schüttdichte des Kunststoffs zu erhöhen. Alle diese Materialien müssen die entsprechenden FDA-Anforderungen erfüllen.
Verpackungsmaterialien
Strohhalme werden in der Regel für den individuellen Gebrauch in Papierhüllen eingewickelt oder in Plastikbeuteln oder Kartons als Schüttgut verpackt.
Der Herstellungsprozess
Prozess
Die Strohherstellung erfordert mehrere Schritte. Zuerst werden das Kunstharz und andere Komponenten miteinander vermischt; die Mischung wird dann in eine Röhrenform extrudiert; der Strohhalm kann nachfolgenden spezialisierten Operationen unterzogen werden; und schließlich werden die Strohhalme für den Versand verpackt.
Kunststoffcompoundieren
- 1 Das Polypropylenharz muss zuerst mit den Weichmachern, Farbstoffen, Antioxidantien, Stabilisatoren und Füllstoffen gemischt werden. Diese Materialien werden in Pulverform in den Trichter eines Extrusionscompounders geschüttet, der den gemischten Kunststoff mischt, schmilzt und Kügelchen bildet. Diese Maschine kann man sich als einen langen, beheizten, motorbetriebenen Fleischwolf vorstellen. Die Pulver werden zusammengemischt und geschmolzen, während sie den Zylinder des Extruders hinunterlaufen. Spezielle Förderschnecken werden verwendet, um das Pulver auf seinem Weg zu schieben. Die geschmolzene Kunststoffmischung wird durch eine Reihe kleiner Löcher am anderen Ende des Extruders herausgedrückt. Die Löcher formen den Kunststoff in dünne Stränge mit einem Durchmesser von etwa 0,125 Zoll (0,3175 cm). Bei einem Compoundierverfahren werden diese Stränge in Kühlwasser ausgestoßen, wo sie von einer Reihe rotierender Messer in kurze Pellets geschnitten werden. Die Pelletform wird für nachfolgende Formvorgänge bevorzugt, da Pellets leichter zu bewegen sind als feines Pulver. Diese Pellets werden dann gesammelt und getrocknet; sie können vor dem Verpacken weiter mit anderen Additiven vermischt oder beschichtet werden. Die fertigen Kunststoffpellets werden gelagert, bis sie zu Strohhalmen geformt werden können.
Strohextrusion
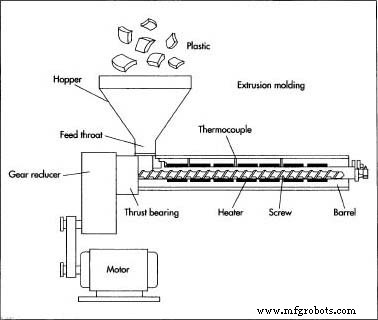
- 2 Die Pellets werden zu einem anderen Extrusionsformer transferiert. Der zweite Extruder ist mit einem anderen Düsentyp ausgestattet, der eine Hohlrohrform erzeugt. Die Pellets werden an einem Ende der Maschine in einen Trichter gekippt und von einem Schneckenmechanismus durch einen langen Kanal gedrückt. Diese Schnecke wird im Zylinder mit Kraft gedreht, die von einem Motor geliefert wird, der über ein Untersetzungsgetriebe arbeitet. Wenn sich die Schnecke dreht, bewegt sie das Harz den Zylinder hinunter. Während das Harz durch den erhitzten Kanal wandert, schmilzt es und wird fließfähiger. Um eine gute Bewegung und Wärmeübertragung zu gewährleisten, passt die Schraube mit nur wenigen Tausend Zoll Spiel in den Lauf. Es ist aus einer massiven Stahlstange gefertigt und die Oberflächen, die den Lauf fast berühren, sind gehärtet, um Verschleiß zu widerstehen. Wenn das Harz das Ende des Zylinders erreicht, ist es vollständig geschmolzen und kann leicht durch die Öffnung in der Matrize herausgedrückt werden.
- 3 Das Harz verlässt die Matrize in einer langen Schnur in Form eines Strohhalms. Es wird dann von einem als Puller bekannten Gerät weiterbewegt, das dazu beiträgt, die Form des Strohhalms beizubehalten, während er durch den Rest des Herstellungsprozesses bewegt wird. Bei einigen Prozessen ist es notwendig, das Stroh durch spezielle Schlichteplatten zu ziehen, um den Durchmesser besser kontrollieren zu können. Diese Platten sind im Wesentlichen Bleche, in die Löcher gebohrt sind. Schließlich wird dieses langgestreckte Rohr durch eine Kühlstufe geleitet – normalerweise ein Wasserbad. Bei einigen Vorgängen wird der Kunststoff über einen gekühlten Metallstab, einen sogenannten Dorn, geführt, der die Innenabmessungen des Strohhalms auf die des Stabs einfriert. Schließlich werden die langen Rohre von einer Messeranordnung auf die richtige Länge geschnitten.
Sonderoperationen
- 4 Strohhalme mit besonderen Designanforderungen können einer zusätzlichen Verarbeitung unterzogen werden. Beispielsweise können sogenannte "verrückte" Strohhalme, die eine Reihe von Schlaufen und Windungen aufweisen, mit speziellen Formwerkzeugen in Form gebogen werden. Ein weiterer Strohhalm mit besonderen Herstellungsanforderungen ist der „biegbare“ Strohhalm. Diese Art von Stroh kann sich in der Mitte biegen und wird mit einer speziellen Vorrichtung hergestellt, die
 Plastiktrinkhalme werden durch eine Spritzgussmaschine extrudiert. eine Reihe von Rillen, die es dem Strohhalm ermöglichen, sich zu biegen. Diese Rillen können in einem zweistufigen Verfahren in die Halme gequetscht werden. Zunächst ist es notwendig, den Strohhalm "aufzuheben", damit er manipuliert werden kann. Dies kann erreicht werden, indem die Strohhalme über eine flache Platte verteilt werden, in die Schlitze geschnitten sind. Die Strohhalme neigen dazu, in die Schlitze zu rollen und dort zu bleiben. Die Schlitze sind gleichmäßig beabstandet und grenzen an eine separate Metallplatte an, von der sich eine Reihe von Metallstiften erstreckt. Die Stifte sind parallel zu den Schlitzen auf der Platte ausgerichtet. Nachdem die Trinkhalme in den Schlitzen zu liegen gekommen sind, können die Stifte einfach in die Trinkhalme gesteckt werden. Die Strohhalme können dann durch einfaches Manipulieren der Platte, die die Stifte hält, leicht angehoben und in jede beliebige Ausrichtung bewegt werden. In die Stahlstifte, die die Strohhalme halten, sind eine Reihe paralleler Ringe eingeschnitten. Wenn die Strohhalme um den Stift gewickelt werden, werden sie von einem Paar halbrunder Stahlbacken gegriffen, die über einen komplementären Satz von Ringen verfügen. Die Backen kräuseln eine Reihe von Ringen in den Strohhalm. Das Crimpmuster ermöglicht es den Halmen, sich zu biegen, ohne zu schließen. Nach diesen Vorgängen können die Strohhalme dann mit dem Verpacken fortfahren.
Plastiktrinkhalme werden durch eine Spritzgussmaschine extrudiert. eine Reihe von Rillen, die es dem Strohhalm ermöglichen, sich zu biegen. Diese Rillen können in einem zweistufigen Verfahren in die Halme gequetscht werden. Zunächst ist es notwendig, den Strohhalm "aufzuheben", damit er manipuliert werden kann. Dies kann erreicht werden, indem die Strohhalme über eine flache Platte verteilt werden, in die Schlitze geschnitten sind. Die Strohhalme neigen dazu, in die Schlitze zu rollen und dort zu bleiben. Die Schlitze sind gleichmäßig beabstandet und grenzen an eine separate Metallplatte an, von der sich eine Reihe von Metallstiften erstreckt. Die Stifte sind parallel zu den Schlitzen auf der Platte ausgerichtet. Nachdem die Trinkhalme in den Schlitzen zu liegen gekommen sind, können die Stifte einfach in die Trinkhalme gesteckt werden. Die Strohhalme können dann durch einfaches Manipulieren der Platte, die die Stifte hält, leicht angehoben und in jede beliebige Ausrichtung bewegt werden. In die Stahlstifte, die die Strohhalme halten, sind eine Reihe paralleler Ringe eingeschnitten. Wenn die Strohhalme um den Stift gewickelt werden, werden sie von einem Paar halbrunder Stahlbacken gegriffen, die über einen komplementären Satz von Ringen verfügen. Die Backen kräuseln eine Reihe von Ringen in den Strohhalm. Das Crimpmuster ermöglicht es den Halmen, sich zu biegen, ohne zu schließen. Nach diesen Vorgängen können die Strohhalme dann mit dem Verpacken fortfahren.
Verpackung
- 5 Strohhalme werden nach der Herstellung in der Regel in einzelne Papierhüllen verpackt. Diese Verpackung wird häufig für Anwendungen verwendet, bei denen jeder Strohhalm hygienisch gehalten werden muss. Eine Verpackungsmethode beinhaltet das Laden der fertigen Strohhalme in einen Zufuhrtrichter. Am Boden des Trichters befindet sich ein Rad mit eingeschnittenen Strohaufnahmerillen um seinen äußeren Rand. Die Strohhalme fallen aus dem Trichter und werden einzeln von diesem rotierenden Rad aufgenommen. Wenn sich das Rad dreht, bewegt es die Strohhalme zu einem zweiten Rad, das Rillen aufweist, die mit einer Vakuumquelle verbunden sind. Auf dieses Rad werden Blätter oder Verpackungsmaterial (Papierumschlag) von einer Vorratsrolle aufgezogen. Das Vakuum hält das Papier an Ort und Stelle, während das Hauptrad Strohhalme auf das Papier befördert. Über die erste wird eine weitere Papierlage geführt und der Verbund durchläuft dann eine Siegelwalze. Die beiden Papierschichten werden dann unter Anwendung von Druck zusammengekräuselt oder auf andere Weise miteinander versiegelt. Der versiegelte Strohhalmbogen läuft dann entlang des Förderers zu einem Stanzbereich, wo eine Matrize nach unten drückt und einzelne ausschneidet
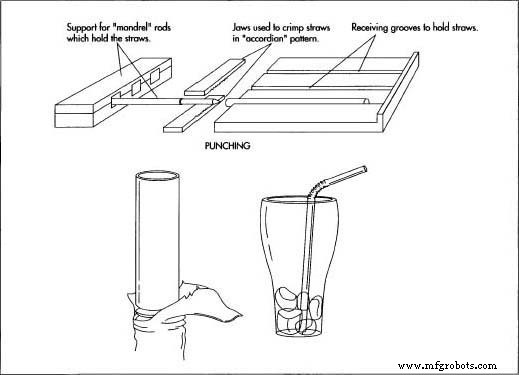 Flexible Rillen können in einem zweistufigen Verfahren in die Strohhalme geschnitten werden. Da die Strohhalme in Schlitzen ruhen, werden sie von einem Paar halbrunder Stahlbacken gegriffen, die eine Reihe von Ringen in den Strohhalm quetschen. Das Crimpmuster ermöglicht es den Halmen, sich zu biegen, ohne zu schließen. Strohhalme. Die gestanzten Stücke bewegen sich dann entlang eines Förderers zu einem Sammelbereich. Die einzelnen Strohhalme können dann gebündelt und für den Versand in Kartons oder Beutel verpackt werden.
Flexible Rillen können in einem zweistufigen Verfahren in die Strohhalme geschnitten werden. Da die Strohhalme in Schlitzen ruhen, werden sie von einem Paar halbrunder Stahlbacken gegriffen, die eine Reihe von Ringen in den Strohhalm quetschen. Das Crimpmuster ermöglicht es den Halmen, sich zu biegen, ohne zu schließen. Strohhalme. Die gestanzten Stücke bewegen sich dann entlang eines Förderers zu einem Sammelbereich. Die einzelnen Strohhalme können dann gebündelt und für den Versand in Kartons oder Beutel verpackt werden.
Qualitätskontrolle
Die Qualität von Trinkhalmen wird in einer Reihe von Schlüsselschritten während der Compoundierung und Extrusion des Herstellungsprozesses sowie nach Abschluss der Extrusion bestimmt. Während der Compoundierung muss der Mischprozess überwacht werden, um sicherzustellen, dass die Rezepturkomponenten in den richtigen Verhältnissen gemischt werden. Vor Beginn des Extrusionsprozesses ist es üblich, etwas Harz durch den Extruder zu spülen. Dieses Spülen hilft beim Reinigen des Zylinders und dient als Kontrolle, um sicherzustellen, dass alle Formsysteme richtig funktionieren. In diesem Stadium können Probehalme überprüft werden, um sicherzustellen, dass sie die richtigen Abmessungen erreichen. Diese Muster können auch verwendet werden, um sicherzustellen, dass die Produktionsanlagen mit der richtigen Liniengeschwindigkeit arbeiten.
Während des Extrusionsprozesses ist es entscheidend, dass das Harz auf der richtigen Temperatur gehalten wird. Je nach Verarbeitungstemperatur (und Molekulargewicht des Polymers) kann Kunststoff so langsam wie Teer oder so schnell wie Maissirup fließen. Wenn die Temperatur zu niedrig ist, steigt die Viskosität dramatisch an und das Harz fließt nicht durch die Düse. Wenn die Temperatur zu hoch ist, kann es zu einem thermischen Zusammenbruch kommen. Überhitzung kann chemische Veränderungen im Harz verursachen, die den Kunststoff schwächen und ihn für die Strohherstellung ungeeignet machen. Unter bestimmten Umständen kommt es zu einem Formaufbau. Dabei bleibt ein Plastikklumpen irgendwo in der Matrize hängen. Dieser Klumpen bricht schließlich ab, haftet am geformten Strohhalm und ruiniert sein Aussehen. Auch ungewollte chemische Wechselwirkungen können die Qualität der fertigen Trinkhalme während des Extrusionsprozesses beeinträchtigen. Ein Problem ist die Oxidation, die durch den Kontakt mit Luft entsteht. Diese Reaktion kann sich negativ auf den Kunststoff auswirken. Ebenso interagiert der Kunststoff mit eventuell vorhandener Feuchtigkeit; zu wenig Feuchtigkeit kann bestimmte Kunststoffmischungen zu spröde machen.
Nach Abschluss des Herstellungsprozesses ist es wichtig, dass der Extruder ordnungsgemäß gereinigt wird. Eine gründliche Reinigung ist notwendig, da verschiedenfarbige Kunststoffe im Extruderzylinder zurückbleiben können. Dieser Rückstand kann bei der nächsten hergestellten Charge zu einer Kontamination führen. Die Werkzeugreinigung erfolgt, wenn die Maschine noch heiß ist und Harzreste leicht vom Metall abgekratzt werden können.
Nebenprodukte/Abfälle
Das Hauptabfallprodukt bei der Strohherstellung ist das Kunstharz. Verunreinigtes, überhitztes oder anderweitig zerstörtes Harz muss entsorgt werden. Strohhalme, die aus anderen Gründen versagen, können jedoch nachbearbeitet werden. Dieser Prozess der Wiederverwendung von Kunststoff wird als Nachschleifen bezeichnet und beinhaltet das Pulverisieren der Strohhalme und das Wiedereinschmelzen. Dies ist aufgrund der thermoplastischen Beschaffenheit von Polypropylen ohne Qualitätsverlust möglich.
Die Zukunft
Es gibt eine Reihe interessanter Neuentwicklungen in der Strohtechnologie. Erstens werden ständig neue und verbesserte Kunststoffmischungen evaluiert. Dies ist notwendig, um die Kosten niedrig zu halten, regulatorische Anforderungen zu erfüllen und die Qualität zu verbessern. Darüber hinaus werden neue Verarbeitungs- und Gestaltungsmethoden entwickelt. Diese können die Strohhalme in neue Bereiche erweitern. So können beispielsweise Thermoliquid Crystals, ein spezieller Farbstoff, der auf Temperaturänderungen reagiert, Strohhalmen zugesetzt werden, damit sie ihre Farbe ändern, wenn sie mit heißer oder kalter Flüssigkeit in Kontakt kommen. Andere einzigartige Anwendungen umfassen Möglichkeiten zum Bedrucken von Strohhalmen mit der Identität des Getränks (z. B. Diät, Root Beer usw.). Mit dem Strohhalm kann dann markiert werden, was das Getränk enthält. Andere Fortschritte umfassen Strohhalme, die durch ein Blasformverfahren hergestellt werden, bei dem Gesichter oder andere Artefakte in der Mitte des Strohhalms entstehen.
Herstellungsprozess
- 5 Vorteile der Verwendung von Kunststoffscharnieren
- Spritzgussteil-Design Teil 5:Entwurf
- Kunststoffpuppe
- Dämpfendes Laminat
- Was ist Plastik? FAQs
- Kriechen in Kunststoffmaterialien
- Beste Kunststoff-Spritzgussmaterialien
- Aluminium- vs. Stahl-Kunststoff-Spritzgussformen
- Spritzgussmaschinen
- Faserverstärkter Kunststoff verstehen