


Reißverschluss
Hintergrund
Befestigungselemente haben seit den frühen Knochen- oder Hornstiften und Knochensplittern einen langen Weg zurückgelegt. Viele Geräte wurden später entwickelt, die effizienter waren; solche Verschlüsse umfassten Schnallen, Schnürsenkel, Sicherheitsnadeln und Knöpfe. Knöpfe mit Knopflöchern, auch heute noch eine wichtige praktische Verschlussmethode, hatten ihre Schwierigkeiten. Reißverschlüsse wurden ursprünglich entwickelt, um die irritierende Praxis des 19. Jahrhunderts zu ersetzen, bis zu vierzig winzige Knöpfe an jedem Schuh dieser Zeit zuzuknöpfen.
Im Jahr 1851 entwickelte Elias Howe, der Erfinder der Nähmaschine, einen automatischen durchgehenden Kleiderverschluss. Es bestand aus einer Reihe von Klammern, die durch eine Verbindungsschnur verbunden waren, die auf Rippen lief oder gleitete. Trotz des Potenzials dieses genialen Durchbruchs wurde die Erfindung nie vermarktet.
Ein anderer Erfinder, Whitcomb L. Judson, hatte die Idee eines Reißverschlusses, den er 1893 patentierte. Judsons Mechanismus war eine Anordnung von Haken und Ösen mit einem Schiebeverschluss, der sie verbinden würde. Nachdem Judson die neuen Schließfächer auf der Columbian Exposition 1893 in Chicago ausgestellt hatte, erhielt er finanzielle Unterstützung von Lewis Walker, und gemeinsam gründeten sie 1894 die Universal Fastener Company.
Die ersten Reißverschlüsse waren gegenüber einfacheren Knöpfen keine große Verbesserung, und im Laufe des nächsten Jahrzehnts kamen langsam Innovationen. Judson erfand einen Reißverschluss, der sich vollständig trennen ließ (wie die Reißverschlüsse heutiger Jacken), und er entdeckte, dass es besser war, die Zähne direkt auf ein Stoffband zu klemmen, das in ein Kleidungsstück eingenäht werden konnte, als die Zähne selbst in das Kleidungsstück einnähen zu lassen Kleidungsstück.
Noch im Jahr 1906, als Otto Frederick Gideon Sundback in Judsons Firma, die damals Automatic Hook and Eye Company hieß, eintrat, waren Reißverschlüsse immer noch leicht zu öffnen und zu kleben. Sein Patent für Plako im Jahr 1913 gilt als Beginn des modernen Reißverschlusses. Seine "Hookless Number One", ein Gerät, bei dem die Backen auf Perlen geklemmt wurden, wurde schnell durch "Hookless Number Two" ersetzt, das modernen Reißverschlüssen sehr ähnlich war. Verschachtelte, becherförmige Zähne bildeten den bisher besten Reißverschluss, und eine Maschine, die das Metall in einem Arbeitsgang ausstanzen konnte, machte die Vermarktung des neuen Verschlusses möglich.
Die ersten Reißverschlüsse wurden im Ersten Weltkrieg als Verschlüsse für Geldgürtel, Fliegeranzüge und Schwimmwesten von Soldaten eingeführt. Aufgrund von Kriegsknappheit entwickelte Sundback eine neue Maschine, die nur etwa 40 Prozent des Metalls verbrauchte, das von älteren Maschinen benötigt wurde.
Reißverschlüsse für die breite Öffentlichkeit wurden erst in den 1920er Jahren hergestellt, als B. F. Goodrich einige für seine Firmengaloschen anforderte. Es war der Präsident von Goodrich, Bertram G. Work, der das Wort Zipper, erfunden hat aber er wollte, dass es sich auf die Stiefel selbst bezog und nicht auf das Gerät, mit dem sie befestigt wurden, das seiner Meinung nach richtiger als Reißverschluss bezeichnet wurde.
Die nächste Änderung der Reißverschlüsse wurde ebenfalls durch einen Krieg ausgelöst – den Zweiten Weltkrieg. Reißverschlussfabriken in Deutschland waren zerstört, Metall war knapp. Ein westdeutsches Unternehmen, die Opti-Werk GmbH, begann mit der Erforschung neuer Kunststoffe, die zu zahlreichen Patenten führte. J. R. Ruhrman und seinen Mitarbeitern wurde ein deutsches Patent für die Entwicklung einer Kunststoffleiterkette erteilt. Alden W. Hanson entwickelte 1940 eine Methode 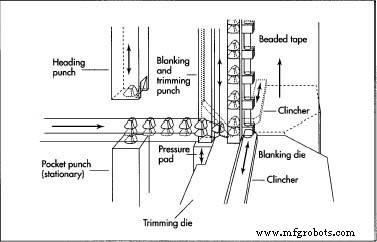 Ein Stringer besteht aus dem Band (oder Stoff) und den Zähnen, die eine Seite des Reißverschlusses bilden. Ein Verfahren zur Herstellung des Stringers beinhaltet das Hindurchführen eines abgeflachten Drahtstreifens zwischen einer Kopfstanze und einer Taschenstanze, um Schaufeln zu bilden. Ein Stanzstempel schneidet um die Schaufeln herum, um eine Y-Form zu bilden. Die Schenkel des Y werden dann um das Stoffband geklemmt. Dadurch konnte eine Plastikspule in das Tuch des Reißverschlusses eingenäht werden. Es folgte ein von A. Gerbach und der Firma William Prym-Wencie unabhängig entwickelter gekerbter Kunststoffdraht, der tatsächlich in das Tuch eingewebt werden konnte.
Ein Stringer besteht aus dem Band (oder Stoff) und den Zähnen, die eine Seite des Reißverschlusses bilden. Ein Verfahren zur Herstellung des Stringers beinhaltet das Hindurchführen eines abgeflachten Drahtstreifens zwischen einer Kopfstanze und einer Taschenstanze, um Schaufeln zu bilden. Ein Stanzstempel schneidet um die Schaufeln herum, um eine Y-Form zu bilden. Die Schenkel des Y werden dann um das Stoffband geklemmt. Dadurch konnte eine Plastikspule in das Tuch des Reißverschlusses eingenäht werden. Es folgte ein von A. Gerbach und der Firma William Prym-Wencie unabhängig entwickelter gekerbter Kunststoffdraht, der tatsächlich in das Tuch eingewebt werden konnte.
Nach einem schleppenden Start dauerte es nicht lange, bis der Umsatz mit Reißverschluss anstieg. 1917 wurden 24.000 Reißverschlüsse verkauft; 1934 war die Zahl auf 60 Millionen angestiegen. Heute werden Reißverschlüsse leicht produziert und in Milliardenhöhe verkauft, für alles von Blue Jeans zu Schlafsäcken.
Rohstoffe
Die Grundelemente eines Reißverschlusses sind:der Stringer (die Band- und Zahnanordnung, die eine Seite eines Reißverschlusses bildet); der Schieber (öffnet und schließt den Reißverschluss); eine Lasche (gezogen, um den Schieberegler zu bewegen); und stoppt (verhindern, dass der Schieber die Kette verlässt). Anstelle eines unteren Stopps, der die Stringer verbindet, hat ein Trennreißverschluss zwei Vorrichtungen – eine Box und einen Stift – die beim Zusammenstecken als Stopps fungieren.
Metallreißverschlüsse können aus Edelstahl hergestellt werden Aluminium, Messing, Zink oder eine Neusilberlegierung. Manchmal wird ein Stahlreißverschluss mit Messing oder Zink beschichtet, oder er kann passend zur Farbe des Stoffbands oder Kleidungsstücks lackiert werden. Reißverschlüsse mit Kunststoffbeschlägen bestehen aus Polyester oder Nylon, während Schieber und Zuglasche normalerweise aus Stahl oder Zink bestehen. Die Gewebebänder bestehen entweder aus Baumwolle, Polyester oder einer Mischung aus beidem. Bei Reißverschlüssen, die sich an beiden Enden öffnen, werden die Enden normalerweise nicht in ein Kleidungsstück eingenäht, so dass sie verdeckt werden, wie wenn ein Reißverschluss nur an einem Ende geöffnet werden soll. Diese Reißverschlüsse sind mit einem starken Baumwollband (das mit Nylon verstärkt wurde) verstärkt, das an den Enden angebracht ist, um ein Ausfransen zu verhindern.
Der Herstellungsprozess
Prozess
Heutige Reißverschlüsse bestehen aus Schlüsselkomponenten aus Metall oder Kunststoff. Abgesehen von diesem einen sehr wichtigen Unterschied sind die Schritte zur Herstellung des Endprodukts im Wesentlichen die gleichen.
Stringer herstellen — Metallreißverschlüsse
- 1 Ein Stringer besteht aus dem Band (oder Stoff) und den Zähnen, die eine Seite des Reißverschlusses bilden. Das älteste Verfahren zur Herstellung der Stringer für einen Metallreißverschluss ist das 1923 von Otto Sundback erfundene Verfahren. Ein Runddraht wird durch ein Walzwerk geschickt und in eine Y-Form gebracht. Dieser Draht wird dann in Scheiben geschnitten, um einen Zahn zu bilden, dessen Breite für den gewünschten Reißverschlusstyp geeignet ist. Der Zahn wird dann in einen Schlitz auf einem rotierenden Drehteller gelegt, um mit einer Matrize in die Form einer Schaufel gestanzt zu werden. Der Drehtisch wird um 90 Grad gedreht und ein weiterer Zahn wird in den Schlitz eingeführt. Nach einer weiteren 90-Grad-Drehung ist der erste Zahn
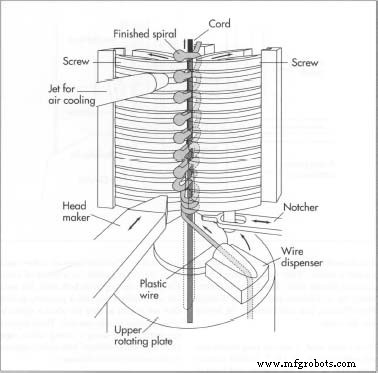 Um den Stringer für einen spiralförmigen Kunststoffreißverschluss herzustellen, wird ein runder Kunststoffdraht eingekerbt und dann zwischen zwei beheizten Schrauben geführt . Diese Schrauben, eine im Uhrzeigersinn, die andere gegen den Uhrzeigersinn, ziehen den Kunststoffdraht heraus, um Schlaufen zu bilden. Ein Kopfmacher an der Vorderseite jeder Schlaufe formt sie dann zu einem runden Knopf. Dieses Verfahren erfordert, dass auf zwei separaten Maschinen gleichzeitig eine linke Spirale und eine rechte Spirale hergestellt werden, damit die Ketten auf einem fertigen Reißverschluss zusammenpassen. auf das Stoffband geklemmt. Das Band muss nach dem Festklemmen etwas über die doppelte Dicke der Schaufel – des Hohlzahns – angehoben werden, um Platz für den gegenüberliegenden Zahn am fertigen Reißverschluss zu lassen. Ein langsamer und mühsamer Prozess, dessen Popularität nachgelassen hat.
Um den Stringer für einen spiralförmigen Kunststoffreißverschluss herzustellen, wird ein runder Kunststoffdraht eingekerbt und dann zwischen zwei beheizten Schrauben geführt . Diese Schrauben, eine im Uhrzeigersinn, die andere gegen den Uhrzeigersinn, ziehen den Kunststoffdraht heraus, um Schlaufen zu bilden. Ein Kopfmacher an der Vorderseite jeder Schlaufe formt sie dann zu einem runden Knopf. Dieses Verfahren erfordert, dass auf zwei separaten Maschinen gleichzeitig eine linke Spirale und eine rechte Spirale hergestellt werden, damit die Ketten auf einem fertigen Reißverschluss zusammenpassen. auf das Stoffband geklemmt. Das Band muss nach dem Festklemmen etwas über die doppelte Dicke der Schaufel – des Hohlzahns – angehoben werden, um Platz für den gegenüberliegenden Zahn am fertigen Reißverschluss zu lassen. Ein langsamer und mühsamer Prozess, dessen Popularität nachgelassen hat. Eine andere ähnliche Methode entstand in den 1940er Jahren. Dabei wird ein abgeflachter Drahtstreifen zwischen einer Kopfstanze und einer Taschenstanze hindurchgeführt, um Schaufeln zu bilden. Ein Stanzstempel schneidet um die Schaufeln herum, um eine Y-Form zu bilden. Die Schenkel des Y werden dann um das Stoffband geklemmt. Diese Methode erwies sich als schneller und effektiver als das Original von Sundback.
- 2 Eine weitere Methode, die in den 1930er Jahren entwickelt wurde, verwendet geschmolzenes Metall, um Zähne zu formen. Um das Gewebeband wird eine Form in Form einer Zahnkette geklemmt. Dann wird geschmolzenes Zink unter Druck in die Form eingespritzt. Wasser kühlt die Form, die dann die geformten Zähne freigibt. Eventuelle Rückstände werden abgeschnitten.
Stringer herstellen — Kunststoff-Reißverschlüsse
- 3 Kunststoffreißverschlüsse können spiralförmig, gezahnt, leiterförmig oder direkt in den Stoff eingewebt sein. Zwei Methoden werden verwendet, um die Stringer für einen spiralförmigen Kunststoffreißverschluss herzustellen. Die erste besteht darin, einen runden Kunststoffdraht einzukerben, bevor er zwischen zwei beheizten Schrauben geführt wird. Diese Schrauben, eine im Uhrzeigersinn, die andere gegen den Uhrzeigersinn, ziehen den Kunststoffdraht heraus, um Schlaufen zu bilden. Ein Kopfmacher an der Vorderseite jeder Schlaufe formt sie dann zu einem runden Knopf. Anschließend wird die Kunststoffspirale mit Luft gekühlt. Dieses Verfahren erfordert, dass auf zwei separaten Maschinen gleichzeitig eine linke Spirale und eine rechte Spirale hergestellt werden, damit die Ketten auf einem fertigen Reißverschluss zusammenpassen.
Die zweite Methode für spiralförmige Kunststoffreißverschlüsse macht gleichzeitig die linke und rechte Spirale auf einer Maschine. Auf einem rotierenden Formrad wird ein Drahtstück zweimal zwischen Kerben geschlungen. Ein Drücker und ein Kopfmacher drücken die Kunststoffdrähte gleichzeitig fest in die Kerben und formen die Köpfe. Durch diesen Vorgang werden zwei bereits miteinander verbundene Ketten auf zwei Stoffbänder genäht.
- 4 Um die Stringer für einen gezahnten Kunststoffreißverschluss herzustellen, wird ein Formverfahren verwendet, das dem in Schritt 2 oben beschriebenen Metallverfahren ähnlich ist. Ein rotierendes Rad hat an seinem Rand mehrere kleine Formen, die wie abgeflachte Zähne geformt sind. Zwei Schnüre laufen durch die Formen, um die fertigen Zähne miteinander zu verbinden. Halbgeschmolzener Kunststoff wird der Form zugeführt, wo er gehalten wird, bis er erstarrt. Eine Faltmaschine biegt die Zähne in eine U-Form, die auf ein Gewebeband genäht werden kann.
- 5 Die Stringer für einen Leiter-Kunststoffreißverschluss werden hergestellt, indem ein Kunststoffdraht auf abwechselnde Spulen gewickelt wird, die aus dem Rand eines rotierenden Formrads herausragen. Abstreifer auf jeder Seite heben die Schlaufen von den Spulen, während ein Stech- und Kerbrad die Schlaufen gleichzeitig in eine U-Form drückt und Köpfe an den Zähnen formt, die dann auf das Gewebeband genäht werden.
- 6 Hochwertige Reißverschlüsse für Kleidungsstücke können hergestellt werden, indem der Kunststoffdraht direkt in den Stoff eingewebt wird, wobei die gleiche Methode verwendet wird, die beim Stoffweben verwendet wird. Diese Methode ist in den USA nicht üblich, aber solche Reißverschlüsse werden häufig importiert.
Abschluss des Herstellungsprozesses
- 7 Nachdem die einzelnen Stringer hergestellt wurden, werden diese zunächst mit einer temporären Vorrichtung ähnlich einem Schieber zusammengefügt. Anschließend werden sie gepresst und bei Metallreißverschlüssen schrubben Drahtbürsten über scharfe Kanten. Die Bänder werden dann gestärkt, ausgewrungen und getrocknet. Metallreißverschlüsse werden dann für einen reibungslosen Betrieb gewachst und beide Arten werden auf riesige Spulen gerollt, um später zu kompletten Reißverschlüssen geformt zu werden.
- 8 Der Schieber und die Aufreißlasche werden separat montiert, nachdem sie aus Metall gestanzt oder druckgegossen wurden. Das durchgehende Reißverschlussband wird dann von seiner Spule abgerollt und seine Zähne werden in Abständen entfernt, so dass Zwischenräume übrig bleiben, die kleinere Ketten umgeben. Bei Reißverschlüssen, die nur einseitig öffnen, wird zuerst der untere Anschlag geklemmt und dann der Schieber eingefädelt
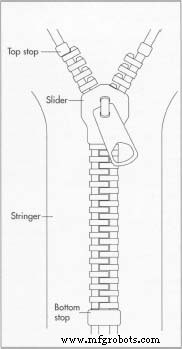 Die Grundelemente eines Reißverschlusses sind der Stringer (das Band und die Zähne, die eine Seite eines Reißverschlusses bilden ); der Schieber (öffnet und schließt den Reißverschluss); eine Lasche (gezogen, um den Schieberegler zu bewegen); und stoppt (verhindern, dass der Schieber die Kette verlässt). auf die Kette. Als nächstes werden die oberen Anschläge festgeklemmt und die Lücken zwischen den Zahnlängen werden in der Mitte geschnitten. Bei trennbaren Reißverschlüssen wird die Mitte jeder Lücke mit Verstärkungsband ummantelt und die oberen Anschläge festgeklemmt. Das Band wird dann aufgeschnitten, um die Kettenstreifen wieder zu trennen. Der Schieber und die Box werden dann auf eine Kette geschoben und der Stift wird auf die andere gesteckt.
Die Grundelemente eines Reißverschlusses sind der Stringer (das Band und die Zähne, die eine Seite eines Reißverschlusses bilden ); der Schieber (öffnet und schließt den Reißverschluss); eine Lasche (gezogen, um den Schieberegler zu bewegen); und stoppt (verhindern, dass der Schieber die Kette verlässt). auf die Kette. Als nächstes werden die oberen Anschläge festgeklemmt und die Lücken zwischen den Zahnlängen werden in der Mitte geschnitten. Bei trennbaren Reißverschlüssen wird die Mitte jeder Lücke mit Verstärkungsband ummantelt und die oberen Anschläge festgeklemmt. Das Band wird dann aufgeschnitten, um die Kettenstreifen wieder zu trennen. Der Schieber und die Box werden dann auf eine Kette geschoben und der Stift wird auf die andere gesteckt. - 9 Fertige Reißverschlüsse werden gestapelt, in Kartons verpackt und per LKW zu Bekleidungsherstellern, Gepäckherstellern oder anderen Herstellern transportiert, die auf Reißverschlüsse angewiesen sind. Einige werden auch an Kaufhäuser oder Stoffgeschäfte zum direkten Kauf durch den Verbraucher geliefert.
Qualitätskontrolle
Reißverschlüsse sind trotz ihrer Anzahl und ihrer praktisch sorglosen Bedienung komplizierte Geräte, die auf einer reibungslosen, fast perfekten Verbindung winziger hohler Zähne beruhen. Da sie normalerweise als Verschlüsse für Kleidungsstücke konzipiert sind, müssen sie auch einer Reihe von Tests unterzogen werden, die denen für Kleidungsstücke ähnlich sind, die häufig gewaschen und getragen werden.
Ein jederzeit reibungslos funktionierender Reißverschluss ist das Ziel der Reißverschlusshersteller und eine solche Zuverlässigkeit ist zwangsläufig von Toleranzen abhängig. Jede Abmessung eines Reißverschlusses – um nur einige zu nennen – seine Breite, Länge, Bandendlängen, Zahnabmessungen, Kettenlänge, Schieberabmessungen und Stopplängen, wird einer Prüfung unterzogen, die sicherstellt, dass die Werte innerhalb eines akzeptablen Bereichs liegen. Probenehmer verwenden statistische Analysen, um die Reichweite einer Reihe von Reißverschlüssen zu überprüfen. Im Allgemeinen müssen die Abmessungen des Reißverschlusses innerhalb von 90 Prozent der gewünschten Länge liegen, obwohl sie in den meisten Fällen eher bei 99 Prozent liegen.
Ein Reißverschluss wird auf Ebenheit und Geradheit geprüft. Die Ebenheit wird gemessen, indem man ein Messgerät in einer bestimmten Höhe darüber führt; berührt die Lehre den Reißverschluss mehrmals, ist der Reißverschluss defekt. Zur Geradheitsmessung wird der Reißverschluss über eine gerade Kante gelegt und auf Krümmungen untersucht.
Die Stärke des Reißverschlusses ist wichtig. Das bedeutet, dass sich die Zähne nicht leicht lösen oder der Reißverschluss leicht abbrechen sollte. Zur Festigkeitsprüfung wird eine Zugprüfmaschine mit einem Haken an einem Zahn befestigt. Dann wird die Maschine gezogen und ein Messgerät misst, mit welcher Kraft sich der Zahn vom Stoff trennt. Dieselben Zugprüfmaschinen werden verwendet, um die Festigkeit des gesamten Reißverschlusses zu testen. An jedem Stoffband wird eine Maschine befestigt und dann gezogen. Die Kraft, die erforderlich ist, um den Reißverschluss vollständig in zwei separate Teile zu ziehen, wird gemessen. Annehmbare Festigkeitswerte werden je nach Art des Reißverschlusses bestimmt:ein schwerer Reißverschluss erfordert höhere Werte als ein leichter. Reißverschlüsse werden auch komprimiert, um zu sehen, wenn sie brechen.
Um einen Reißverschluss zu messen, um das Schließen zu erleichtern, misst eine Zugprüfmaschine die Kraft, die zum Auf- und Abschließen des Reißverschlusses erforderlich ist. Bei Kleidungsstücken sollte dieser Wert recht niedrig sein, damit die durchschnittliche Person den Reißverschluss problemlos durchführen kann und das Kleidungsstück nicht reißt. Für andere Zwecke, wie zum Beispiel Matratze Abdeckungen kann die Kraft höher sein.
Ein fertiger Musterreißverschluss muss textile Qualitätskontrollen erfüllen. Es wird auf Waschbeständigkeit getestet, indem es in einer kleinen Menge heißem Wasser, einer erheblichen Menge Bleichmittel und Scheuermitteln gewaschen wird, um viele Wäschen zu simulieren. Reißverschlüsse werden auch mit kleinen Stahlkugeln bewegt, um die Reißverschlussbeschichtung auf Abrieb zu testen.
Das Tuch der Reißverschlussbänder muss für die Pflegehinweise des Kleidungsstücks farbecht sein. Wenn das Kleidungsstück beispielsweise nur chemisch gereinigt werden soll, muss der Reißverschluss während der chemischen Reinigung farbecht sein.
Auch die Schrumpfung wird getestet. Auf dem Gewebeband sind zwei Markierungen angebracht. Nach dem Erwärmen oder Waschen des Reißverschlusses wird die Längenänderung zwischen den beiden Markierungen gemessen. Schwere Reißverschlüsse sollten nicht einlaufen. Ein leichter Reißverschluss sollte eine Schrumpfrate von ein bis vier Prozent haben.
Herstellungsprozess