


Wie stellt man Sandgussformen her? (Für Gießereien und Heimwerker)
Sandguss ist ein Metallbearbeitungsprozess in Gießereien, bei dem Sand als Formmaterial verwendet wird, wodurch ein kostengünstiges Gießen einzigartiger Metallformen ermöglicht wird. Sandgussformen sind die unverzichtbaren Teile im Sandgussverfahren und spielen die entscheidende Rolle beim Gießen einer Reihe von Industrieanwendungen. In diesem Blog wird VIC Ihnen helfen, mehr Wissen darüber zu erlangen, wie man Sandformen für den Metallguss auf einfache und leicht verständliche Weise herstellt.
Was sind Sandgussformen im Metallguss?
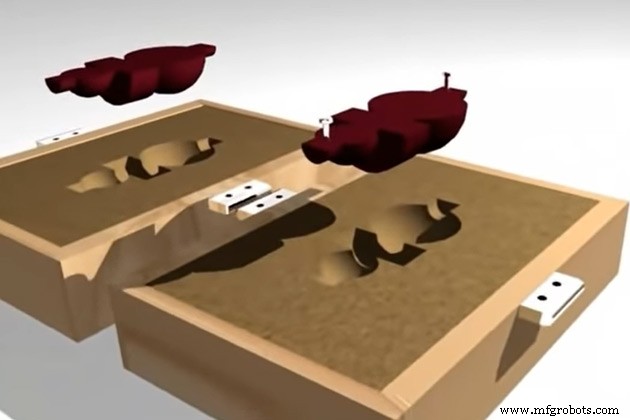
Sandgussformen sind Formen, die beim Metallguss verwendet werden und die einmal verwendet wurden, nachdem Metallflüssigkeit gegossen und zerbrochen wurde, um den Guss zu sammeln. Das gesammelte, in einer Sandform geformte Gussstück weist eine geringe Präzision, eine schlechte Oberflächenbeschaffenheit und einen großen Metallüberschuss auf, der eine Nachbearbeitung erfordern würde.

Sandformen sind vorteilhaft bei der Herstellung komplizierter und schwerer Massengussteile sowie bei niedrigen Formkosten.
Um Sandgussformen für den Metallguss herzustellen, ob in der Gießerei oder zu Hause, muss der Formprozess in einem gut belüfteten Bereich erfolgen Staub von Sand und Rauch von geschmolzenem Metall zu vermeiden.
Erklären Sie im Video, wie man Formen für den Metallguss herstellt:
Vorbereitende Dinge vor der Herstellung von Formen
Bereiten Sie technische Probleme vor
- Die technische Abteilung basiert auf detaillierten Zeichnungen, um Zeichnungen von Gussteilen, Mustern, Kernen und Toleranzen zu erstellen, um Muster genauer zu machen.
- Erstellen Sie Muster, Kerne und Angusssysteme anhand der Zeichnung. Das Muster gibt das äußere Erscheinungsbild, während der Kern die innere Form des Gussstücks vorgibt. Das Angusssystem soll geschmolzenes Metall leiten und Luft für die Form freisetzen.
- Komponenten in der Formmasse bestimmen, um die Eigenschaften der Form sicherzustellen.
Welche Eigenschaften hat die Sandgussform?
- Refraktärheit :ist die Fähigkeit zu verhindern, dass die Form in das Gussteil fließt, wenn flüssiges Metall in die Form gegossen wird.
- Durchlässigkeit :Während des Gießvorgangs muss eine große Menge des erzeugten Gases aus der Form abgelassen werden. Andernfalls können Gussfehler entstehen.
- Stärke :Wenn eine Form äußeren Kräften ausgesetzt wird, wie z. B. beim Bewegen, Zusammenbauen oder Gießen von geschmolzenem Metall, muss sie sowohl die innere als auch die äußere Form behalten.
- Zusammenklappbarkeit :Sandgussformen müssen elastisch sein, damit das Objekt beim Kondensieren nicht durch die Form blockiert wird, was zu Verwerfungen und Rissen führt.
- Kohäsion :Hilft dem Sand, seine ursprüngliche Form beizubehalten, nachdem das Muster aus der Form entfernt wurde.
Mischung für Sandgussformen

Die Mischung der Sandgussformen enthält:
- Sand :wird in Sandmantel und Basissand unterteilt.
- Bentonit-Ton wird mit Sand gemischt, um der Form Haltbarkeit zu verleihen. Bentonit nimmt auch mehr Wasser auf, was seine Bindungsstärke erhöht.
- Bindemittel (oft unter Verwendung von Pflanzenölen, wasserlöslichen Substanzen) helfen, die Festigkeit und Flexibilität der Schimmelmischung zu erhöhen.
- Hilfsstoffe (Sägemehl, Kohlemehl, Stroh) erhöhen die Luftdurchlässigkeit der Form und tragen gleichzeitig dazu bei, dass die Sandformmischung Hitze besser widersteht.
Die oben genannten Substanzen werden je nach Guss in bestimmten Anteilen gemischt .
Derzeit ist Grünsandformmischung in der Sandgusstechnik sehr beliebt weil grüner Sand natürliche Feuchtigkeit hat, die die Festigkeit der Form erhöht.
Vorbereitung der Ausrüstung zur Herstellung von Sandgussformen

- Muster :Artikel zur Musterherstellung lesen.
- Pulver- oder Kreidestaub :Pulver wird auf die Oberfläche eines Musters aufgetragen, um zu verhindern, dass Sand daran haftet. Es wird auch die Oberflächen der Kolben bedeckt und die Kolben gezogen, damit sie nicht aneinander kleben.
- Sandmantel :Wird verwendet, um das Muster zu beschichten, um ihm eine hohe Flexibilität zu verleihen. Sandschicht in direktem Kontakt mit flüssigem Metall und macht etwa 10-15 % des Formsandes aus.
- Basissand :Wird zur Herstellung von Formen oder Kernen verwendet. Grundsand muss eine hohe Luftdurchlässigkeit aufweisen, die 60 – 90 % der Gesamtsandmenge in der Form ausmacht.
Derzeit ist Quarzsand der beliebteste Sand für Grundsand da es leicht verfügbar und billiger als andere Typen ist. Darüber hinaus hat es alle Eigenschaften, die zur Herstellung von Formen wie oben beschrieben benötigt werden.
- Cope-Flasche und Drag-Flasche :sind zwei obere und untere Hälften der Form, die durch eine Trennlinie (auch als Trennebene bezeichnet) getrennt sind. Sie können Flaschen im Internet kaufen oder aus Holz herstellen.
- Schimmeljacke :ist eine Metallbox, die in die Sandgussform passt, um die Struktur der Form zu unterstützen und sicherzustellen, dass die Form beim Bewegen nicht bricht.
- Anguss :ist ein Trichter, der flüssiges Metall aus einem Gießbecher in den sich verjüngenden Einguss führt, dann durch den Anguss und nacheinander in die Anschnitte.
- Sandverdichter :Wird verwendet, um den Sand im Kolben zu verdichten, um die Gussoberfläche detaillierter zu gestalten und die Zeit zum Reinigen des Gussstücks zu verkürzen. Alternativ können Sie einen Stößel oder eine Schaufel verwenden, um den Sand zu verdichten.
- Sandsieb :Filtersand feiner und sauberer.
Bereiten Sie eine Schutzausrüstung für das Sandgussverfahren vor
- Schutzbrille :Schützen Sie Ihre Augen vor Schmutz und Staub.
- Handschuhe :Schützen Sie Ihre Hände vor Gefahren in der Gießerei wie Schnittwunden, Verbrennungen, Abschürfungen…
- Sicherheitsstiefel :Die Schuhspitze ist gepanzert, um die Zehenspitzen vor Stürzen, Kollisionen oder Angriffen durch schwere Gegenstände zu schützen.
- Lange Hose :Sie sind eine Schutzhose mit dickem Stoff, um Ihre Füße vor Hitze, Stößen usw. zu schützen.
Wie stellt man Sandgussformen für den Metallguss her?
1. Schleppformen herstellen
- Legen Sie das Muster auf die Musterplatte. Trennebenen sind in Kontakt mit der Musterplatte.
- Geben Sie eine halbe Tasse Kreidestaub in eine Socke oder einen kleinen Stoffbeutel. Gleichmäßig auf die Musteroberfläche streuen, damit der Sand beim Entfernen des Musters nicht am Muster haften bleibt.
- Füllen Sie die Sandbasis durch ein Sandsieb in die Form. Sandklumpen durch Sieb entfernen.

- Verdichten Sie den Sand in der Form mit einem Stößel oder einer Schaufel, sodass er von den Rändern bis zur Mitte fest und gleichmäßig ist. Dieser Schritt erzeugt die mechanische Festigkeit der Sandform, um die Form des Formhohlraums detaillierter zu machen. Stellen Sie sicher, dass alle Ecken dicht sind.
- Die obere Oberfläche glätten, um den überschüssigen Sand zu entfernen.
- Schräge Löcher im Abstand von 40 mm, damit die Luft entweichen kann.
- Drehen Sie die Form um 180 Grad.

2. Copingform herstellen
- Legen Sie die andere Hälfte des Musters so darauf, dass es exakt mit dem Muster in der Auffangflasche übereinstimmt.
- Bringen Sie die obere Form an der unteren Form an, um die Pleuelstange anzupassen.

- Anordnen des Gießrohrs durch Verwendung von Anguss, um Löcher zu erzeugen, die in den Formhohlraum führen. Hier wird das flüssige Metall während des Gießvorgangs in die Form gegossen.
- Sand einfüllen und überschüssigen Sand wie mit Schleppkolben entfernen.

- Schneiden Sie den Eingießtrichter ab.
3. Muster entfernen
Stellen Sie sicher, dass sich der Schleppkolben unter dem oberen Kolben befindet.
- Nehmen Sie den beiseite gelegten Cope-Kolben und drehen Sie ihn um 180 Grad. Sie können jetzt das Muster sehen, das in den Flaschen platziert ist.
- Schneiden Sie den Schmutzfänger durch das Ausgussrohr.
- Glätten Sie den Teil der Form, der mit dem Muster in Kontakt kommt.
- Entfernen Sie das Muster langsam aus dem Schleppkolben und gehen Sie den Kolben in vertikaler Richtung zurecht.
4. Formen zusammenbauen
Falls das Gussstück Löcher hat, muss der Kern lagerichtig in die Form eingelegt werden (siehe Kern &Kerndruck). Der Kern muss lackiert und getrocknet und poliert werden.
- Setzen Sie den Oberkolben auf den Schleppkolben, sie müssen auf die gleiche Weise ausgerichtet sein wie sie mit dem Muster waren.
- Bringen Sie die jeweiligen Flaschen fest zusammen. Anschließend beide Küvetten vorsichtig langsam nach oben herausziehen, um die Sandgussformen nicht zu beschädigen.
- Formmantel über die Sandform setzen, um die Stabilität der Form zu erhöhen. Nicht zu fest anziehen, um eine Verformung der Sandformen zu vermeiden.
Somit ist ein Satz von Sandgussformen fertiggestellt. Sie müssen nur flüssiges Metall in den Gießtrichter gießen , und warten Sie dann, bis es sich abkühlt und brechen Sie die Form, um den Rohguss zu sammeln in Übereinstimmung mit dem entworfenen Muster .
Mit der oben beschriebenen VIC-Gießmethode können Sie immer noch einen Satz Sandformen für Ihre Gießerei herstellen, unabhängig davon, ob Sie ein Heimwerker oder ein Gießereiunternehmen sind.
VIC ist eine erfahrene Gießerei, die eine Vielzahl von Gießtechnologien einsetzt. Sandguss ist eine der Schlüsselgusstechnologien von VIC. Um eine Geschäftspartnerschaft mit VIC aufzubauen, kontaktieren Sie uns bitte hier.

Denken Sie daran, den Artikeln von VIC zum Casting zu folgen. Wenn Sie unsere Artikel als Referenz verwenden möchten, vergessen Sie nicht, die Quelle anzugeben.
Lesen Sie mehr in unserem Artikel:
Wie werden Kettlebells im Sandguss hergestellt?
5 häufige Arten von Sandgussfehlern und Abhilfemaßnahmen
Wie berechnet man die Aluminiumschrumpfung im Sandguss?
Herstellungsprozess
- Eine Einführung in den 3D-Druck für den Sandguss
- DIY:Temperaturüberwachung und -regulierung für HomeBrew
- Günstige DIY-Handschuhsteuerung und Propellerauto
- Formsand:Arten und Bestandteile | Gießen | Metallurgie
- Sandformen:Definition und Klassifizierung | Gießen | Metallurgie
- So erstellen Sie einen Kompass mit Arduino und Processing IDE
- So stört der 3D-Druck den Sandguss
- Wie kann man die Oberflächenbeschaffenheit von Aluminium-Sandguss verbessern?
- Schneller Prototyp für Sandguss
- Gießsand für den industriellen Einsatz