


Wie man Späneverdünnung bekämpft
Das Folgende ist nur einer von mehreren Blog-Beiträgen, die für hocheffizientes Fräsen relevant sind. Um ein vollständiges Verständnis dieser beliebten Bearbeitungsmethode zu erlangen, sehen Sie sich einen der zusätzlichen HEM-Beiträge unten an!
Einführung in das hocheffiziente Fräsen I Hochgeschwindigkeitsbearbeitung vs. HEM I Eintauchen in die Schnitttiefe I So vermeiden Sie 4 Hauptarten von Werkzeugverschleiß I Einführung in das Trochoidalfräsen
Chip-Thinning definieren
Spanausdünnung ist ein Phänomen, das bei unterschiedlichen radialen Schnitttiefen (RDOC) auftritt und sich auf die Spandicke und den Vorschub pro Zahn bezieht. Obwohl diese beiden Werte oft fälschlicherweise als identisch angesehen werden, handelt es sich um separate Variablen, die sich direkt aufeinander auswirken. Der Vorschub pro Zahn wird direkt in Ihre Werkzeugvorschubrate übersetzt und wird allgemein als Zoll pro Zahn (IPT) oder Spanlast bezeichnet.
Laden Sie noch heute den kostenlosen Leitfaden zum hocheffizienten Fräsen mit über 50 Seiten herunter
Chipdicke
Die Spandicke wird oft übersehen. Sie bezieht sich auf die tatsächliche Dicke jedes von einem Werkzeug geschnittenen Spans, gemessen an seinem größten Querschnitt. Anwender sollten darauf achten, Spandicke und Vorschub pro Zahn nicht zu verwechseln, da diese jeweils in direktem Zusammenhang mit den idealen Schnittbedingungen stehen.
Wie Chip-Thinning auftritt
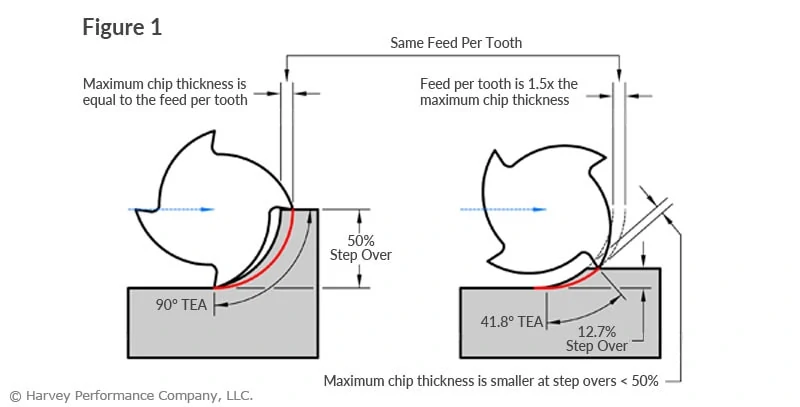
Bei Verwendung einer 50 %-Schrittweite (linke Seite von Abbildung 1 ) sind Spandicke und Vorschub pro Zahn gleich groß. Jeder Zahn greift im rechten Winkel in das Werkstück ein, was die effektivste Schneidwirkung ermöglicht und Reibung so weit wie möglich vermeidet. Sobald der RDOC unter 50 % des Fräserdurchmessers fällt (rechte Seite von Abbildung 1 ), nimmt die maximale Spandicke ab, was wiederum die idealen Schnittbedingungen der Anwendung verändert. Dies kann zu einer schlechten Teilequalität, ineffizienten Zykluszeiten und vorzeitigem Werkzeugverschleiß führen. Die richtige Anpassung der Laufparameter kann erheblich dazu beitragen, diese Probleme zu reduzieren.
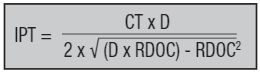
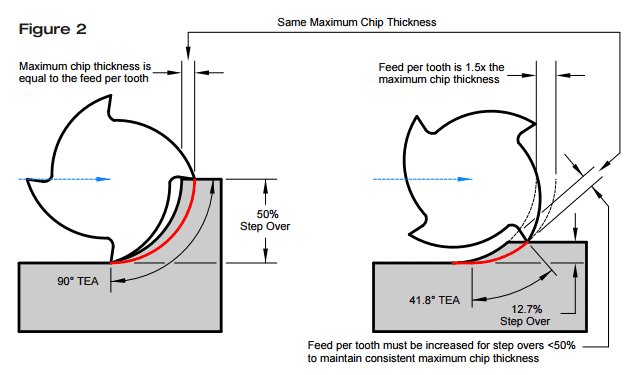
Ziel ist es, eine konstante Spandicke zu erreichen, indem die Vorschubgeschwindigkeit beim Schneiden mit unterschiedlichen RDOC angepasst wird. Dies kann mit der folgenden Gleichung unter Verwendung von Werkzeugdurchmesser (D), RDOC, Spandicke (CT) und Vorschubgeschwindigkeit (IPT) erfolgen. Verwenden Sie für die Spandicke den empfohlenen IPT-Wert bei 50 % Schrittweite. Das Finden einer angepassten Vorschubrate ist so einfach wie das Einsetzen der gewünschten Werte und das Auflösen nach IPT. Dadurch wird die Spandicke bei unterschiedlichen Spantiefen konstant gehalten. Die Einstellung ist in Abbildung 2. dargestellt
Zoll pro Zahn (Späneverdünnungseinstellung)
Dauerhafte Vorteile
Zusammenfassend ist der Zweck dieser Spanverdünnungsanpassungen, das Beste aus Ihrem Werkzeug herauszuholen. Durch Konstanthalten der Spandicke wird sichergestellt, dass ein Werkzeug in einem bestimmten Schnitt so viel Arbeit wie möglich leistet. Weitere Vorteile sind:weniger Reibung, höhere Materialabtragsraten und längere Standzeiten.
CNC-Maschine
- So finden Sie eine gebrauchte CNC-Maschine
- So reinigen Sie eine gebrauchte CNC-Maschine
- Wie heiß ist ein Plasmaschneider?
- Wie maschinelles Lernen Herstellern helfen kann, den Klimawandel zu bekämpfen
- Wie Data Science bei der Bekämpfung des Coronavirus-Ausbruchs half
- So messen Sie die Dicke der Lötstoppmaske
- PCB-Dicke
- So maximieren Sie die Maschinenproduktivität:Chip Thinning
- Wie man einen RFID-Chip noch kleiner macht
- Wie spezifische Fähigkeiten den Aufstieg der Automatisierung bekämpfen können