


Lasertechnik wird zum Drehwerkzeug
Dieses Video zeigt, wie das Laserdrehen funktioniert. Bildnachweis:GFH GmbH
In der Präzisionsbearbeitungsindustrie haben Laser über das Markieren und Gravieren von Teilen hinaus keine herausragende Rolle gespielt, aber sie wurden zu Langdrehmaschinen hinzugefügt, um Rohrmaterial hauptsächlich für medizinische Anwendungen zu schneiden. Laser waren nützlich, um auf diesen Maschinen kleine Löcher zu erzeugen und Schlitze, Spiralen, helikale Formen, Witwen und andere komplexe Geometrien in kanüliertem Material zu erzeugen.
Jetzt verwendet eine neue Technologie einen Laser als Schneidwerkzeug, um Teile aus massivem Stangenmaterial zu „drehen“. Dieses von der deutschen Firma GFH GmbH entwickelte Verfahren ersetzt das herkömmliche Drehwerkzeug durch einen berührungslosen Laser, der das Material mit ultrakurzen Laserpulsen verdampft und dabei weniger Energie verbraucht als herkömmliche Drehverfahren. Die Hochgeschwindigkeits-Präzisionsdrehmaschine GL.smart, die für US-Kunden über GFH in Deutschland erhältlich ist, ist besonders nützlich für die Mikrobearbeitung und ermöglicht eine hohe Genauigkeit für kleine, komplexe Teile, die oft empfindlich und schwierig zu bearbeiten sind, wenn herkömmliche Drehprozesse implementiert werden. P>
„Durch den berührungslosen Materialabtrag bleibt das Werkstück während des gesamten Bearbeitungsprozesses kraft- und verformungsfrei“, erklärt Florian Lendner, Geschäftsführer der GFH. „So gibt es auch bei sehr dünnen und filigranen Bauteilen keinen Genauigkeitsverlust.“
Die Maschine teilt auch den Strahl von einer Laserquelle auf und leitet ihn in zwei separate Köpfe, sodass sie zwei Teile gleichzeitig drehen, fräsen, bohren und gravieren kann. Stellen Sie sich strukturell eine Vertikalfräsmaschine mit zwei Spindeln und zwei Paletten vor, bei der jede Station drehen und fünfachsig bearbeiten kann.
Kontaktlose Verarbeitung
Das Herzstück der Maschine ist ein diodengepumpter Festkörperlaser, der Pulse im Pikosekunden- oder Femtosekundentakt auf das Werkstück abgibt. Diese „Pulse-on-Demand“-Technik ermöglicht die Anpassung des Wärmeeintrags auf das Material, wodurch eine Überhitzung des Werkstücks weniger wahrscheinlich wird. Dadurch keine Spannung oder Teil

Der Einsatz eines Hochleistungslasers in Kombination mit Strahlteilung ermöglicht die simultane Bearbeitung auf zwei Stationen. Bildnachweis:GFH GmbH
Verformung auftritt. Das Unternehmen sagt, dass dieses Verfahren gut für Komponenten geeignet ist, die sowohl aus sehr harten als auch aus spröden Materialien bestehen.
Obwohl der diodengepumpte Laser der Standardlaser des GL.smart ist, kann GFH je nach Kundenwunsch verschiedene Arten von Laserquellen anbieten, die sich in Wellenlänge, Laserleistung oder Pulsbreite unterscheiden. Mit diesen ultraschnellen und ultrakurzen Laserpulsen wird so viel Material wie möglich durch Schruppen abgetragen. Beim Schlichten eines Teils wird die Endqualität mit geringerer Laserenergie erreicht.
Der Laserstrahl kann je nach Bearbeitung mittig oder tangential auf das Werkstück gerichtet werden. Hat das zu drehende Bauteil beispielsweise einen festen Durchmesser, trifft der Laserstrahl tangential auf das Material. Werden jedoch nur bestimmte Bereiche über den gesamten Durchmesser bearbeitet, wie z. B. Löcher, trifft der Laserstrahl mittig auf das Material.
Der Bereich der Materialtiefen, die der Laser in einem Durchgang drehen/abtragen kann, hängt vom Material und dem Drehprozess selbst ab. Beim tangentialen Abtrag beträgt der Bereich vom Schlichten bis zum Schruppen 1 µm bis 200 µm und bei mittig gerichtetem Laserstrahl 0,1 µm bis 10 µm (Schlichten bis Schruppen).
Nach der Bearbeitung werden fertige Teile gehandhabt und gesammelt, indem sie entweder vom Bediener manuell aus dem Spannsystem genommen werden oder Teile in einen Behälter unterhalb des Bearbeitungsbereichs fallen. Um erodiertes Material aus der Maschine zu entfernen, ist der GL.smart mit einem Absaugsystem zum Auffangen von Aerosolen und Staub ausgestattet.
„Intelligente“ Fähigkeiten
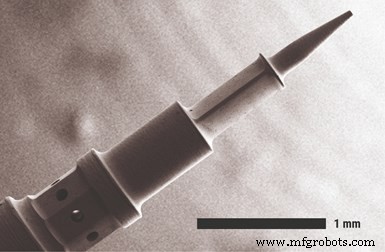
Werkstätten, die die Medizin- und Uhrenindustrie beliefern, werden laut GFH besonders von den Mikrobearbeitungsfähigkeiten von GL.smart profitieren. Die Maschine kann beispielsweise Mikrowerkzeuge wie Pinzetten, Mikroklingen und Implantate sowie Zapfen herstellen, die in Uhrwerke eingebaut werden, so das Unternehmen.
Mit der Fähigkeit, praktisch jedes Material zu bearbeiten, führt die Laserdrehmaschine Dreh-, Bohr-, Schneid- und Gravuroperationen mit hoher Geschwindigkeit und Präzision durch, so das Unternehmen. Die Maschine bietet auch eine Kombinationsbearbeitung

Die Fähigkeiten des GL.smart sind vielfältig und reichen von medizinischen Mikrowerkzeugen wie Pinzetten und Mikroklingen bis hin zu Drehzapfen, die in Uhrwerke eingebaut werden.
sowie Parallelbearbeitung auf zwei C-Achs Spannstationen gleichzeitig, was die Produktivität verdoppelt.
Aufgrund der Fünf-Achsen-Bewegung können alle Operationen in einer Aufspannung durchgeführt werden. Somit kann das Werkstück ohne Umspannen graviert, geschnitten, gebohrt oder strukturiert werden.
Die luftgelagerten Hauptwerkstückspindeln verfügen über einen Torqueantrieb, mit dem Teile indexiert/positioniert und in 0,4 Sekunden mit bis zu 3.500 U/min gedreht werden können. Radialer und axialer Rundlauf im Nanometerbereich ermöglichen eine Fertigung mit Schleiftoleranzen. Zusätzlich verfügt die Maschine über ein kraftgesteuertes Spannzangensystem. Die kompakte Stellfläche von GL.smart von 2.212 mm (L) × 1.026 mm (B) × 2.320 mm (H) befindet sich in einem schwarzen Glasgehäuse, das Schutz vor Laserstrahlung bietet.
Die Maschine ist mit bis zu 16 simultanen Achsen erhältlich, gesteuert durch das eigens entwickelte System GL.control. Jede Arbeitsstation (Z-Achse ist für beide Arbeitsstationen gleich; Y-Achse ist für jede Arbeitsstation separat) kann mit einer Hauptspindel (X- und A-Achse) und einer Dreheinheit (X-, B- und C-Achse). Die drei verbleibenden Achsen werden in der Optikbox zur Strahlmanipulation platziert.
CNC steuert die Präzision des Lasers
Die computergestützte numerische Steuerung (CNC) der Maschine, die mit der von GFH entwickelten Software GL.control programmiert und gesteuert wird, besteht aus einem Computer, der ausschließlich für die numerische Steuerungssoftware verantwortlich ist, und einer weiteren Einheit, die für die Betriebssoftware verantwortlich ist. Die CNC integriert die CAD/CAM-Funktionen sowie alle ihre Subsysteme. Die schnelle speicherprogrammierbare Steuerung (SPS) des GL.smart wurde für die Laserbearbeitung entwickelt und bietet Echtzeitzugriff für die Lasersteuerung, sodass der Laser mit einer Genauigkeit von 40 Nanometern im gesamten Bewegungsbereich der Achsen eingeschaltet werden kann.
Der Prozess zum Erstellen eines CAD/CAM-Schneidprogramms für ein Teil umfasst:
- Hochladen der 3D-Datei in die Software der Maschine
- Auswahl aller zu generierenden Geometrien
- Generieren des G-Codes für die Laserbearbeitung
- Materialspezifische Parameter bearbeiten
- Auf SPS hochladen
- Bearbeitungsauftrag starten
Das Einrichten der Laserdrehmaschine für ein neuartiges zu bearbeitendes Teil kann laut Lendner je nach Größe des Rohmaterials einfach oder etwas komplexer sein. „Wenn das Rohmaterial die gleiche Größe hat, müssen nur die Softwareeinstellungen geändert werden, um ein neues Design zu erstellen“, sagt er. „Wenn es sich um eine neuartige Rohmaterialgröße handelt, müssen auch der optische Aufbau und das Spannsystem geändert werden.“ Die Maschine akzeptiert Rohmaterial mit einem Durchmesser von bis zu 12 mm und einer Länge von bis zu 2 m.
Bauen einer benutzerdefinierten Maschine
GFH bietet zahlreiche Add-Ons und Zubehör für den GL.smart an, mit denen Benutzer eine maßgeschneiderte Maschine für ihre spezifischen Anwendungen zusammenstellen können. Zu den Optionen gehören Zubehör für Automatisierung, Überwachung und Qualitätssicherung.
Die Laserdrehmaschine GL.smart bietet
Aufgrund der wachsenden Beliebtheit und oft Notwendigkeit der Automatisierung von Maschinenhallen ist eine Ergänzung um ein sechsachsiges Roboter-Werkstückhandhabungssystem und einen Stangenlader für den GL.smart erhältlich. Die Implementierung dieser Option bietet auch Möglichkeiten für die Lights-out-Bearbeitung.
Weitere Optionen für die Laserdrehmaschine sind eine rotierende Schwenkeinheit als Gegenspindel und wahlweise eine Kurz- oder Langdrehausführung oder beides. Die Einrichtung von Spannzange und Teileführung bestimmt, ob die Maschine als Kurz- oder Langdreher ausgeführt ist.
Folgende Ausstattungen bietet GFH als Optionen für den GL.smart an, die einfach über das GL.control programmiert werden können.
Vibrationsarmer Laserstrahl: Der GL.beam umfasst den kompletten Strahlengang vom Laser bis zur Prozessoptik innerhalb der Maschine. Der Laser ist auf einem Granitsockel gemäß den Herstellerangaben für einen vibrationsarmen Betrieb montiert und ausgerichtet.
Präzisionsspannsystem: Für die wiederholte Bauteilspannung kann die Maschine mit GL.clamp, einem Präzisionsspannsystem von Erowa, ausgestattet werden. Auf Anfrage sind auch Spannsysteme anderer Hersteller oder Vakuumspannvorrichtungen erhältlich.
Überwachungs- und Strahlanpassungsmodi: Die Lasersysteme können um die Betriebsarten GL.om3 und GL.om4 erweitert werden. Betriebsart 3 dient der Prozessüberwachung und Betriebsart 4 der Strahljustage.
Scannersystem: Zur präzisen Teilefertigung oder Tiefengravur kann die Maschine mit einem Scannersystem namens GL.scan ausgestattet werden. Er positioniert den Laserstrahl über zwei Galvospiegel auf den Werkstücken.
Optisches Messsystem: Das optische Messsystem GL.vision erleichtert die Positionierung des Bauteils unter dem Laser und bietet zudem die Möglichkeit der optischen Vermessung mit mikroskopischer Auflösung.
Festes Optikmodul: Das Modul GL.optifix bietet feststehende Optiken zum Laserbohren, Präzisionsschneiden und Abtragen. Es gibt keine beweglichen Komponenten in der Optik, wodurch der Positionierfehler auf die Präzision des Achsensystems reduziert wird.
Distanzmodul: Für höchste Präzisionsanforderungen beim Mikrobohren und Feinschneiden steht das Modul GL.distance zur Verfügung. Abweichungen und Toleranzen der Bauteiloberfläche können vor der Bearbeitung erfasst und korrigiert werden.
GFH GmbH | gfh-gmbh.de/de/
Industrielle Ausrüstung
- CNC-Drehzentrum
- Drehen mit festem und beweglichem Spindelstock in einer Maschine
- Kontinuierliches Drehen auf Turn-Mühlen
- Überlappende Werkzeugdrehsequenzen
- Vertikales Drehzentrum für die Schwerzerspanung
- Quicktech TTS-42 Doppelspindel-Multitasking-Center
- Drehen neu erfunden mit PrimeTurning
- Die Präzision und den Prozess der Laserschneidtechnologie verstehen
- Laserschneiden:Technologie und Möglichkeiten
- Sandvik stellt neues Drehkonzept vor