


Clean Sky 2 FRAMES-Projekt verbessert die Erwärmungssimulation von thermoplastischem Verbundwerkstoff AFP mit Xenon-Blitzlampe
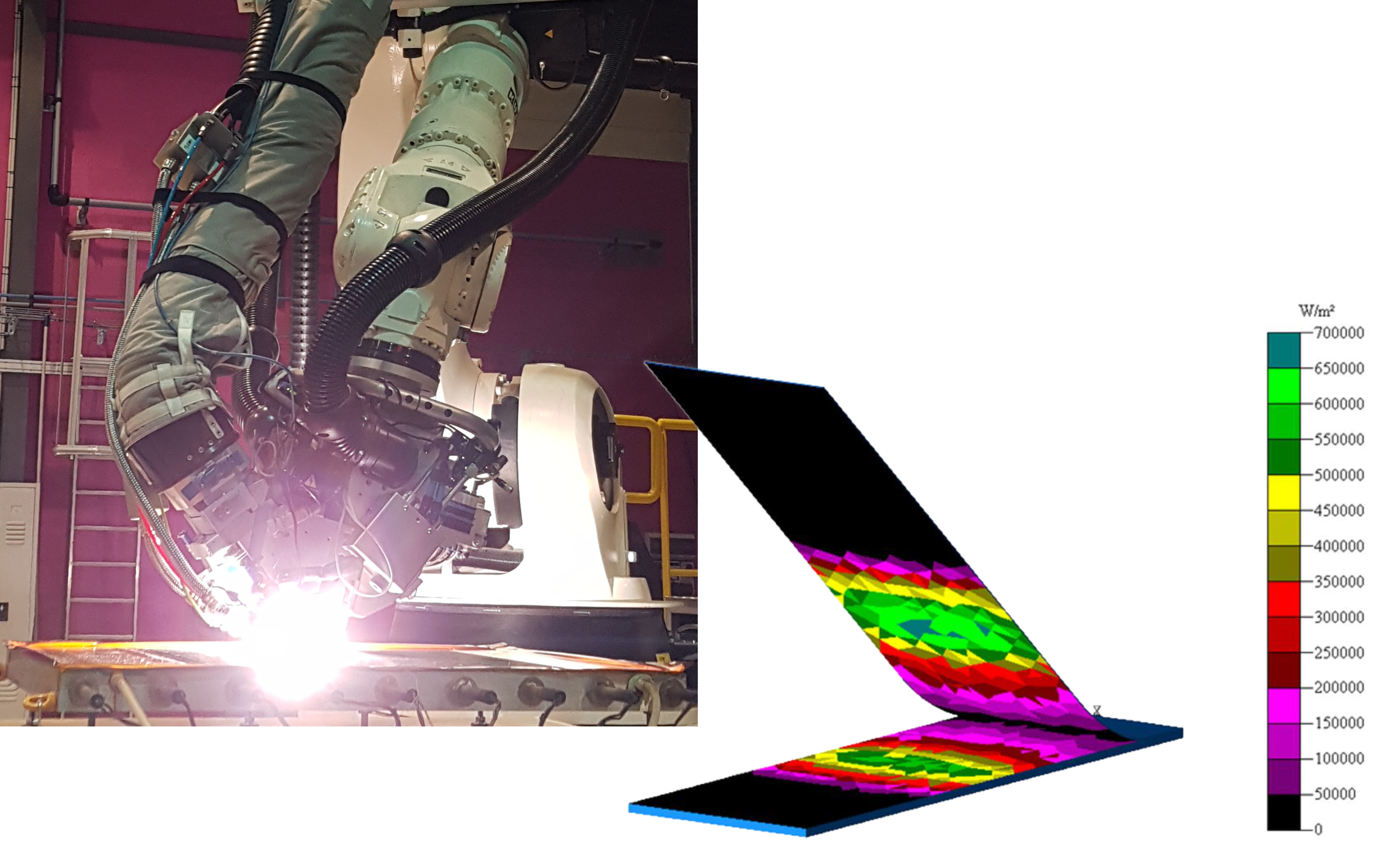 Foto:Heraeus Noblelight und Compositadour
Foto:Heraeus Noblelight und Compositadour
Das Hauptziel des im Juli 2020 gestarteten Clean Sky 2 (CS2) Projekts FRAMES ist die Validierung eines Fertigungsansatzes, mit dem der Advanced Rear End Demonstrator des Deutschen Zentrums für Luft- und Raumfahrt (DLR) im Rahmen der CS2-Technologie hergestellt wird Plattform für große Passagierflugzeuge (LPA). Dieser Demonstrator zielt darauf ab, zuverlässige und wettbewerbsfähige Lösungen für die Simulation der Erwärmung während der automatisierten Faserplatzierung (AFP) bereitzustellen, um eine Hochgeschwindigkeitsfertigung von thermoplastischen Versteifungen und selbstbeheizten Werkzeugen zur Unterstützung der gemeinsamen Konsolidierung einer Haut-Versteifungs-Baugruppe zu erreichen.
Weitere Informationen dazu, wie FRAMES in die Ziele des Advanced Rear End Demonstrator-Projekts passt, finden Sie im letzten Abschnitt dieses Artikels.
Optische thermische Modellierung der Xenon-Blitzlampenheizung System
AFP von kohlenstofffaserverstärkten thermoplastischen (CFRTP)-Verbundwerkstoffen hat sich hauptsächlich auf Laserheizung verlassen, um die hohen Temperaturen zu erreichen, die für die Verarbeitung von thermoplastischen Hochleistungsmatrixmaterialien wie PEEK (Polyetheretherketon), PEKK (Polyetherketonketon) und LM-PAEK (low-melt .) erforderlich sind Polyaryletherketon). Es ist jedoch eine neue Technologie entstanden, die auf einer pulsierenden Xenon-Blitzlampe basiert. Bei diesem Verfahren werden hochenergetische Impulse kurzer Dauer, die von einer leistungsstarken Breitband-Wärmequelle geliefert werden, gesammelt und von einem Quarzlichtleiter geliefert. In der Nähe des Klemmpunkts des AFP-Kopfes positioniert, formt und positioniert der Quarzlichtleiter die Lichtenergie, um das Substrat und die ankommenden Kabel zu erhitzen, bevor die Konsolidierung unter einer Verdichtungswalze erreicht wird. Dieses Xenon-Blitzlampensystem erreicht nachweislich die schnelle Reaktionszeit eines Lasers und erreicht die Temperaturen, die für die Verarbeitung thermoplastischer Verbundwerkstoffe erforderlich sind.
Während der AFP-Verarbeitung muss der Xenon-Blitzlampenimpuls gesteuert werden, um Änderungen in Geschwindigkeit und Geometrie zu berücksichtigen und eine Zieltemperatur aufrechtzuerhalten. Dies wird durch Variieren der Blitzlampenimpulsenergie, -dauer und -frequenz erreicht. Um diese Parameter zu optimieren, wurde ein optothermisches Simulationsmodell erstellt, das optische Strahlverfolgungstechniken (Berechnung des Brechungs-/Reflexionswinkels an jeder Oberfläche) verwendet, um die Blitzlampenquelle zu charakterisieren, sowie Finite-Elemente-Analyse (FEA) zur Vorhersage der resultierende Verarbeitungstemperatur. Mit diesen Simulationswerkzeugen kann Trial-and-Error vermieden werden; Pulsparameter können so gewählt werden, dass eine gewünschte Verarbeitungstemperatur ohne teure und zeitaufwendige physikalische Versuche erreicht wird.
Heraeus Noblelight (Cambridge, Großbritannien) leitet die Entwicklung des optischen thermischen Modells für sein Humm3-Blitzlampensystem. Der Prozess zur Erstellung einer zuverlässigen Simulation umfasst die optische Charakterisierung der Xenon-Blitzlampenquelle durch goniometrische (Rotation um eine Achse) Messungen und spektrale Strahlungsmessungen (von der Oberfläche empfangene Lichtenergie), die dann verwendet werden, um die spektralen Energieniveaus und die räumliche Verteilung zu bestimmen und elektrische-Strahlungs-Energieeffizienz der Quelle.
Messen der Spektralenergie
Abb. 1 unten zeigt den experimentellen Aufbau zur Bestimmung der Energieemission einer Xenon-Blitzlampe in Abhängigkeit von der Wellenlänge durch Messungen der spektralen Bestrahlungsstärke. Bei diesem System fällt das Licht der Xenon-Blitzlampe in einem voreingestellten Abstand (typischerweise 0,5 bis 1 Meter, links unten) in einen Detektor. Dieses Licht wird dann über ein optisches Kabel in ein Doppelmonochromatorsystem (unten links unten) transportiert, das die Lichtintensität bei einer bestimmten Wellenlänge bestimmt. Dies führt zu einem detaillierten spektralen Bestrahlungsstärke-Plot der Lichtquelle – in diesem Fall wird die gesamte Emissionskurve der Xenon-Lichtenergie der Humm3-Blitzlampe gemessen (Abb. 2).
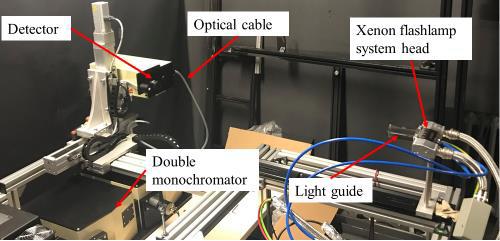
Abb. 1. Doppelmonochromator-Testaufbau für spektrale Strahlungsmessungen. Das Licht der Xenon-Blitzlampe (oben rechts) gelangt in einen Detektor (oben links), der es über ein optisches Kabel in einen Doppelmonochromator transportiert, der die Lichtintensität bei einer bestimmten Wellenlänge misst. Dies ermöglicht eine detaillierte Darstellung über das Spektrum der emittierten Lichtenergie der Blitzlampe. Bildnachweis:Heraeus Noblelight
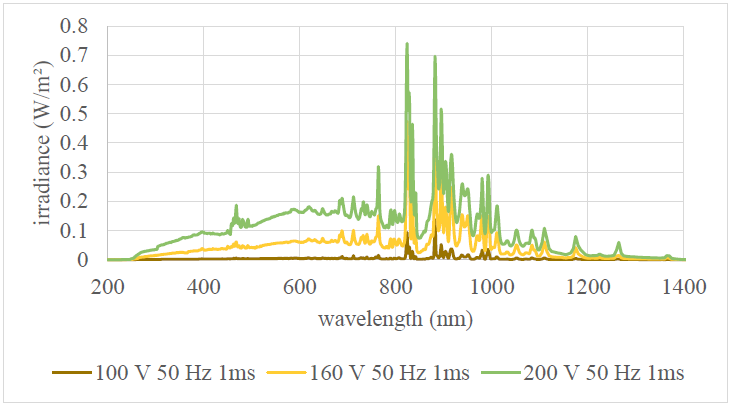
Abb. 2. Spektrale Strahlungsmessungen des Lichts, das aus der Humm3-Xenon-Blitzlampe austritt. Bildnachweis:Heraeus Noblelight
Messung der Energieeffizienz
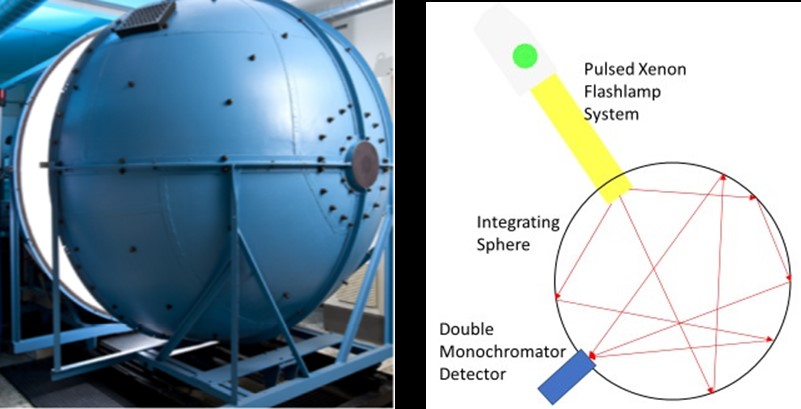
Abb. 3. Schema der Ulbrichtkugel, die für spektrale Strahlungsleistungsmessungen verwendet wird. Bildnachweis:Heraeus Noblelight
Die Systemeffizienz wurde auch unter Verwendung einer Ulbrichtschen Kugel (Abb. 3) im Heraeus-Labor in Hanau, Deutschland, bewertet, um die spektrale Energie, die den Humm3-Lichtleiter bei verschiedenen Spannungspegeln verlässt, genau zu bestimmen. Die Kugel verfügt über eine stark reflektierende diffuse Oberfläche, die praktisch die gesamte optische Energie, die aus dem Blitzlampenkopf austritt, auf einen Doppelmonochromator-Detektor leitet. Durch Modulieren der Pulsenergie für eine gegebene Pulsdauer und -frequenz wird die durchschnittliche optische Leistung, die aus dem Humm3-Kopf austritt, als Funktion der Wellenlänge für einen Bereich von Blitzlampenspannungen gemessen.
Winkelenergieverteilung analysieren
Die Position des Blitzlampenkopfes relativ zum AFP-Kopfspaltpunkt ist auch ein kritischer Aspekt, um ein hochwertiges Verbundmaterial-Layup zu erzielen. Parallel zu den Messungen der Ausgangsleistung wurde die Variation der Lichtintensität der Xenon-Blitzlampe in Bezug auf ihren Winkel von der Quelle gemessen. Alle Messungen wurden normalisiert, um die Winkelenergieverteilung und nicht die absolute Leistungsabgabe an diesem Punkt zu untersuchen. Diese Ergebnisse wurden verwendet, um eine Raytracing-Simulation der Blitzlampe zu validieren, um vorherzusagen, wie die Energie der Blitzlampenimpulse zwischen dem Substrat, dem Klemmpunkt und den ankommenden Kabeln verteilt wird.
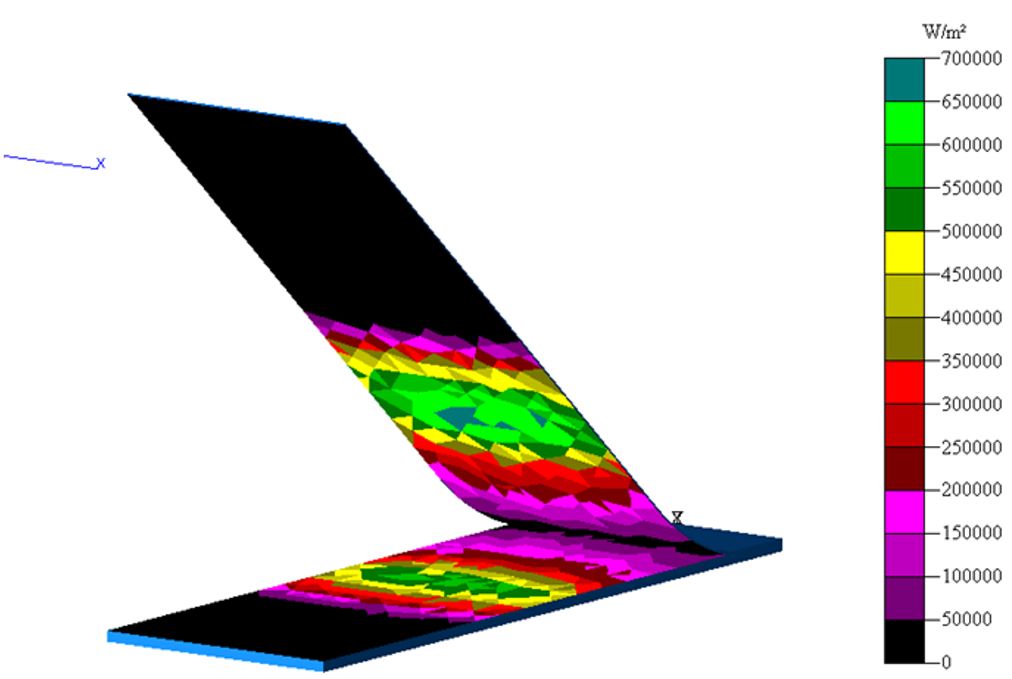
Die optische Raytracing-Analyse (Abb. 4) – durchgeführt mit der TracePro-Software (Lambda Research Corp., Littleton, Massachusetts, USA) – wird dann detailliert, um Oberflächenbestrahlungsprofile auf dem Verbundkabel und dem Substrat zu berechnen. Diese Einstrahlungsprofile werden als Eingangsrandbedingungen für die thermische Simulation verwendet. Das optische und thermische Verhalten von kohlefaserverstärkten LM-PAEK-Bändern wurde ebenfalls charakterisiert, um das Modell bei den entsprechenden Verarbeitungstemperaturen zu versorgen.
Validierung durch körperliche Versuche
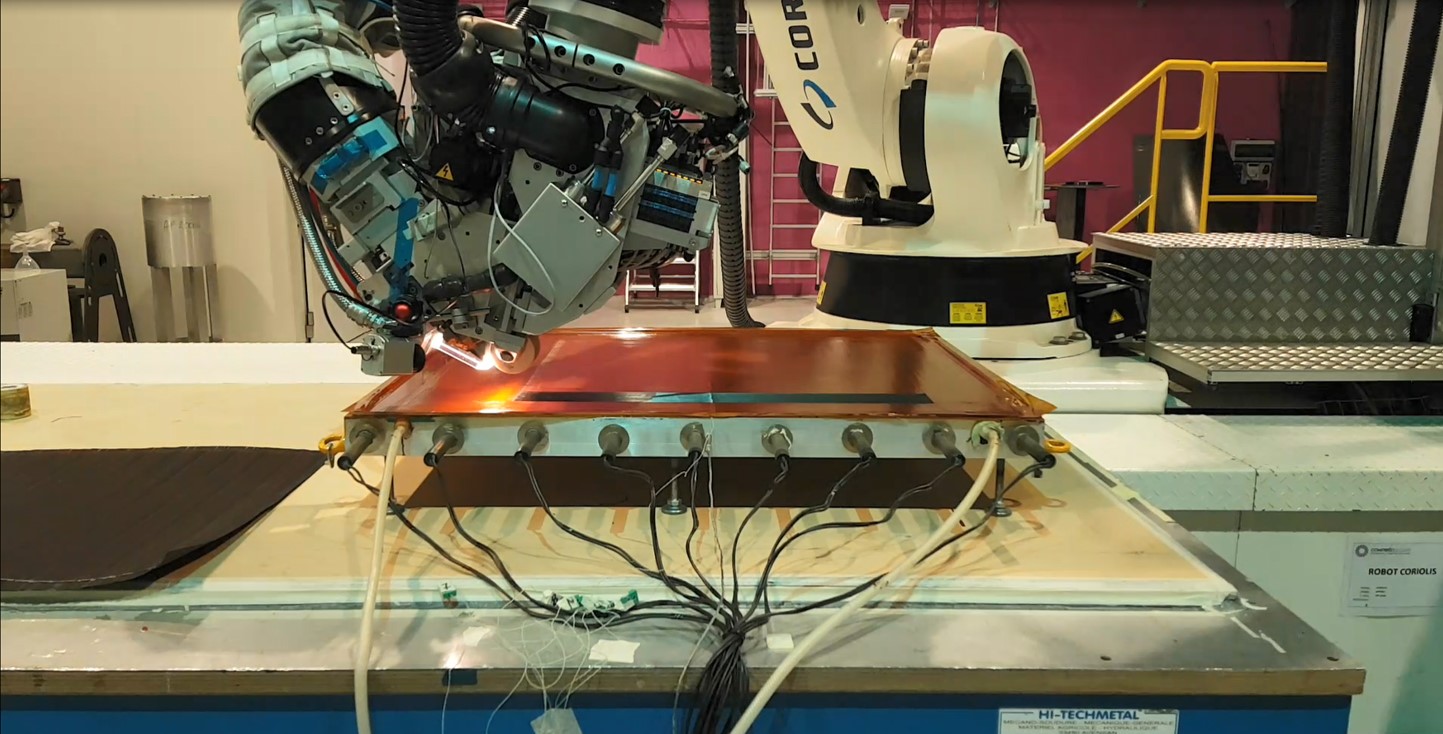
Als Validierungsschritt wurden bei Compositadour (Bayonne, Frankreich) physikalische AFP-Versuche durchgeführt, um die Fähigkeit der Simulation zu zeigen, die während des tatsächlichen AFP-Layups beobachteten Temperaturwerte vorherzusagen. Infrarot-Thermografie und eingebettete dünne Thermoelemente in Verbundschichten wurden verwendet, um die Verarbeitungstemperaturen während der AFP-Versuche zu messen. Die Messungen scheinen eine vernünftige Übereinstimmung mit den vorhergesagten Temperaturprofilen im Bereich um den Spaltpunkt und auch durch die Dicke zu zeigen.
Diese Messungen verdeutlichen jedoch auch den Einfluss des Werkzeugs auf das Thermomanagement der ersten Lagen. Zu Beginn des Layups befinden sich die ersten Lagen sehr nahe an der Werkzeugoberfläche, die als Kühlkörper fungieren kann. Aus diesem Grund wurden beheizte Werkzeuge verwendet. Die Werkzeugtemperatur hat einen starken Einfluss auf die AFP-Spaltpunkttemperatur.
Während dieser Anfangsphase des Laminierens müssen die Pulsparameter für die Xenon-Blitzlampe angepasst werden, um die Temperatur des Walzenspalts konstant zu halten. Sind jedoch wenige Lagen aufgebaut, wird der Aufbau zu einer Art Isolierschicht und der Einfluss der Werkzeugtemperatur nimmt ab. An diesem Punkt des Prozesses sind keine weiteren Anpassungen der Pulsparameter erforderlich.
Während der Validierungsversuche des FRAMES-Projekts wurden beheizte Werkzeuge verwendet, um verschiedene Verarbeitungstemperaturen während der AFP zu bewerten, erklärt Guillaume Fourage, Chefingenieur für Verbundwerkstoffprojekte bei Compositadour. „Der Herstellungsansatz für den fortschrittlichen Heck-Demonstrator ist noch nicht eingefroren und wir evaluieren verschiedene Optionen für das Skin-Layup mit dem Ziel, die richtige Balance zwischen Prozesszeit, Energieverbrauch und Layup-Qualität zu finden. Das Ändern der Werkzeugoberflächentemperatur erfordert, dass wir die Pulsparameter entsprechend anpassen, um die richtige Klemmpunkttemperatur zu erreichen. Dies ist Teil des Entwicklungsplans des optisch-thermischen Modells und hilft uns, die Zuverlässigkeit und Robustheit der Simulation unter verschiedenen Layup-Bedingungen zu erhöhen.“
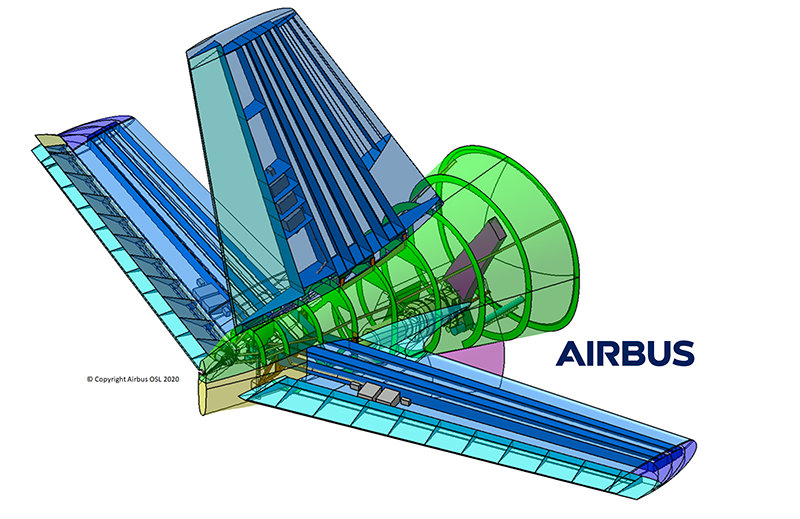
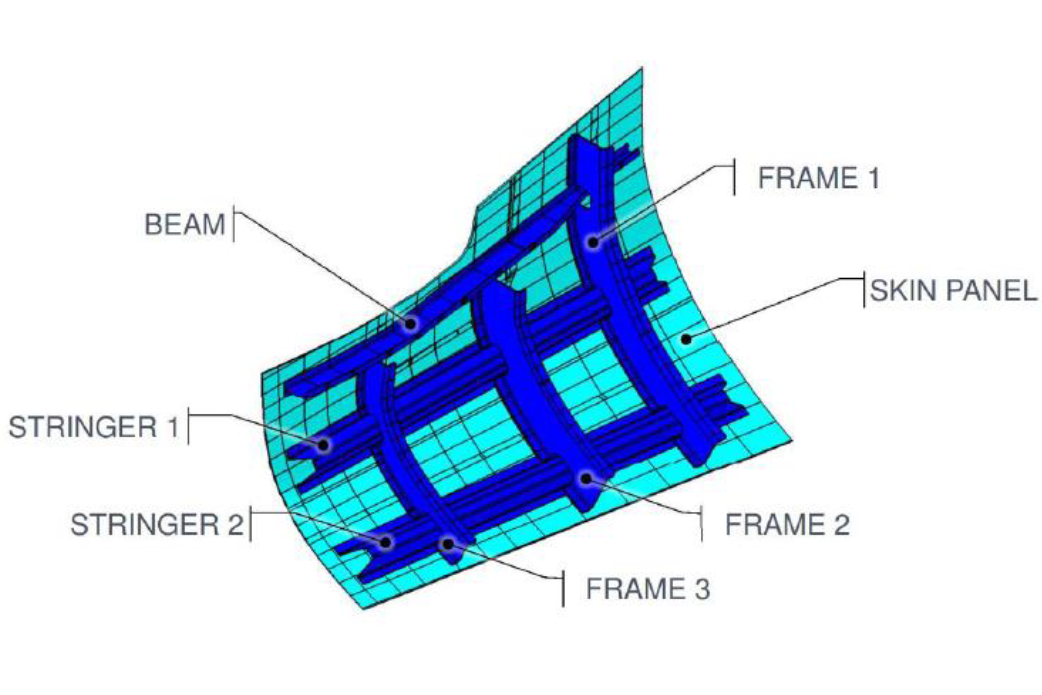
Advanced Rear End (ARE)-Demonstrator aus thermoplastischem Verbundwerkstoff für Clean Sky 2. Bildnachweis: (oben) Airbus, (unten) ESTIA-Compositadour
Dieses Simulationsmodell wird nun an das endgültige Heizsystem und die Werkzeugkonfiguration angepasst, die zur Herstellung des CS2-Demonstrators aus thermoplastischem Verbundwerkstoff Advanced Rear End (ARE) verwendet werden. Teile werden 2021 für die Montage 2022 gefertigt mit dem Ziel, bis zum Projektende 2023 TRL 6 zu erreichen. Parallel wird ein Manufacturing Readiness Level (MRL) von 5/6 verfolgt, nicht nur für den ARE-Demonstrator , sondern auch für die dazugehörigen Fertigungsverfahren und Werkzeuge, die entwickelt werden. Die Gesamtziele des ARE-Demonstratorprojekts umfassen:Reduzierung der Kosten um bis zu 20 %, des Bauteilgewichts um bis zu 20 % und des Kraftstoffverbrauchs um bis zu 1,5 % sowie Verbesserung der Aerodynamik im Einklang mit den Umweltzielen von Clean Sky.
Dieses Projekt wurde vom Gemeinsamen Unternehmen Clean Sky 2 (JU) im Rahmen der Finanzhilfevereinbarung Nr. 886549 finanziert. Das Gemeinsame Unternehmen wird vom Forschungs- und Innovationsprogramm Horizont 2020 der Europäischen Union und den anderen Mitgliedern des Gemeinsamen Unternehmens Clean Sky 2 als der Union unterstützt.
Für weitere Informationen kontaktieren Sie Guillaume Fourage, [email protected]
Harz
- Recycling:Endlosfaserverstärkte thermoplastische Verbundwerkstoffe mit recyceltem Polycarbonat
- Solvay erweitert die Kapazität von thermoplastischen Verbundwerkstoffen
- Steuern Sie Ihr Lichtsystem mit Ihrer Stimme
- Clean Sky 2 FUSINBUL-Projekt entwickelt großformatige Druckschotts aus Kohlefaser
- Clean Sky 2 veröffentlicht Projektergebnisse
- Strohm beliefert Australien mit thermoplastischen Verbundrohr-Überbrückungsspulen
- Konsortium sucht Lösungen für thermoplastische Kohlefaser-Verbundstrukturen
- Hexcel arbeitet mit Lavoisier Composites, Arkema zusammen
- Thermoplastische Tür eine Premiere für Automobilverbundwerkstoffe
- Schnelle Herstellung von Tailored Composite Blanks