


3D-Druck-Schichttrennung behoben (schlechte Schichthaftung)!
Reißen Ihre Modelle beim Drucken und trennen sich die Schichten? Dies wird allgemein als Schichttrennung oder Delaminierung bezeichnet und wird im Wesentlichen durch eine schlechte Schichthaftung verursacht.
In diesem Artikel werde ich erläutern, was Schichtablösung ist, warum sie auftritt und wie sie gelöst werden kann.
Also, ohne weitere Umschweife, fangen wir an!
Layer Delamination oder Separation, was ist das?
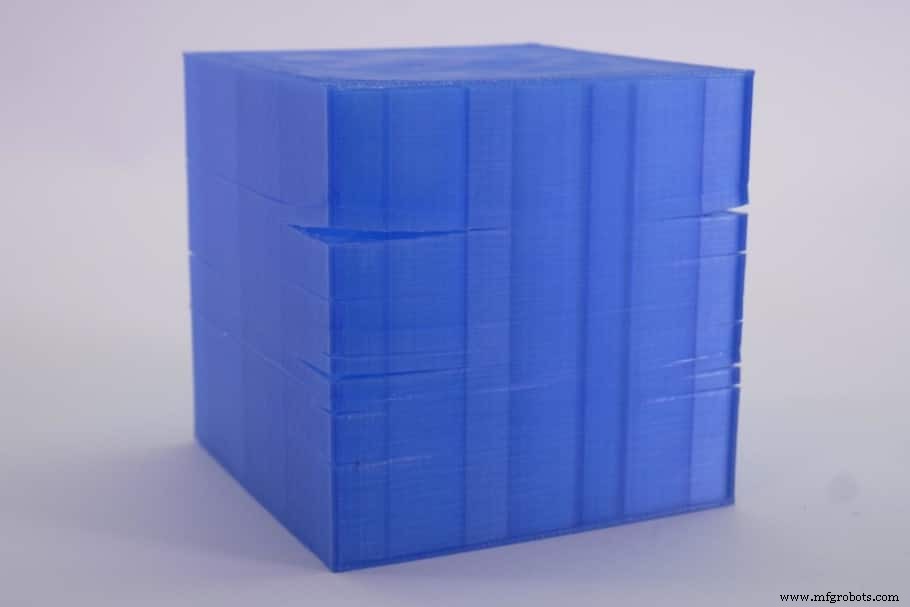
Beim FDM-3D-Druck wird ein Objekt Schicht für Schicht aufgebaut, wobei die letzte Schicht über der vorherigen gedruckt wird. Wenn die Schichthaftung nicht stark genug ist, kann das Teil an verschiedenen Stellen splittern oder sich trennen, was als Schnitte oder Risse auf der Außenseite des Drucks zu sehen ist.
Dies ist häufig bei ABS der Fall, da es sich beim Abkühlen zusammenzieht und die Schichten manchmal getrennt werden können, wenn es nicht mit einem Gehäuse oder einem ordnungsgemäß beheizten Bett gedruckt wird.
Schauen wir uns genauer an, warum es zu einer Schichttrennung kommt;
Warum tritt Schichttrennung auf?
Eine Schichttrennung tritt auf, wenn das 3D-Objekt aufgrund der Kräfte reißt, die der Kunststoff beim Abkühlen der Schichten mit unterschiedlichen Geschwindigkeiten ausübt, und dies erzeugt eine allgemein als „Verziehen“ bezeichnete Kraft in der Mitte des Drucks, die die Schichthaftung übersteigt und trennt die Schichten.
Es ist zwar nicht möglich, einen bereits zerbrochenen Druck zu reparieren, aber es ist ziemlich einfach, mit ein paar einfachen Schritten sicherzustellen, dass es nicht wieder vorkommt, also werfen wir jetzt einen kurzen Blick darauf.
So lösen Sie die Schichttrennung
In den meisten Fällen kommt es darauf an, mit einem Gehäuse zu drucken, da dies verhindert, dass das Teil ungleichmäßig abkühlt, und indem die Betttemperatur richtig eingestellt wird. Dies sollte das Problem in den meisten Situationen lösen.
Hier ist jedoch eine Liste mit allen möglichen Lösungen, um mit der Schichttrennung umzugehen und die Schichthaftung zu verbessern.
Verwenden Sie ein Gehäuse

Ein Gehäuse trägt dazu bei, die Temperatur im Inneren des 3D-Druckers zu stabilisieren, und dies verhindert, dass die Teile zu schnell abkühlen, was wiederum die Wahrscheinlichkeit von Verformungen und der Trennung von Schichten verringert.
Nicht alle Drucker werden mit Gehäusen geliefert, aber Sie müssen nicht unbedingt einen Drucker kaufen, der mit einem Gehäuse geliefert wird, oder sogar ein Gehäuse kaufen, da Sie selbst eines herstellen können. Stellen Sie nur sicher, dass die für das Gehäuse verwendeten Materialien nicht brennbar sind. Sie können auch ein Gehäuse mit Standardabmessungen für die meisten Drucker kaufen!
Wenn Sie selbst ein Gehege bauen möchten, dann folgen Sie dieser sehr ausführlichen Anleitung.
Hinweis :Die meisten Gehäuse werden nicht aktiv beheizt, sondern halten die vom Bett und der Düse erzeugte Wärme im Inneren, und dies reicht im Allgemeinen aus, um alle Probleme im Zusammenhang mit dem beheizten Bett zu lösen.
Ich habe einen ganzen Artikel darüber geschrieben, warum Sie das Drucken mit einer Beilage in Betracht ziehen sollten, den Sie hier finden können.
Ebenenhöhe reduzieren
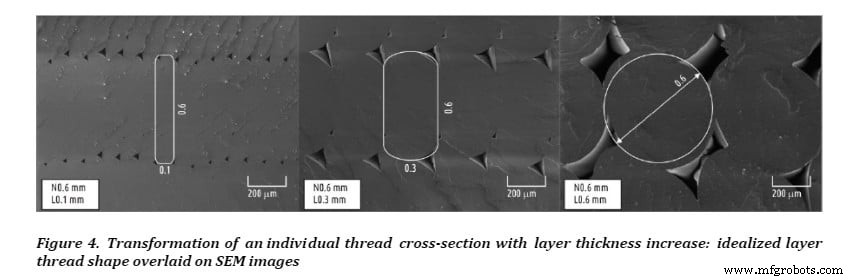
Beim Drucken mit einer niedrigeren Schichthöhe gibt es eine breitere Kontaktfläche, was bedeutet, dass die Verbindung zwischen den einzelnen Schichten viel stärker ist, als wenn Sie sie mit einer größeren Höhe drucken würden. Wenn die Schichten Ihres Drucks schlecht haften, wird diese Verbindung durch eine Verringerung der Schichthöhe verstärkt.
Wie Sie dem oben verlinkten Bild entnehmen können, verbessert die Verringerung der Schichtdicke die Kontaktfläche zwischen den einzelnen Schichten drastisch, was sich direkt in einer besseren Festigkeit Ihrer Drucke niederschlägt.
Stärkste Schichthöhen :0,1 mm bis 0,15 mm.
Ich habe einen ganzen Artikel darüber geschrieben, was die beste Schichthöhe für den 3D-Druck ist, sowohl in Bezug auf Stärke als auch auf Details, also schau es dir unbedingt an.
Drucktemperatur erhöhen
Kunststoff haftet viel besser, je heißer es wird, und wenn die Schichten Ihres Drucks nicht richtig miteinander verbunden sind und auseinanderbrechen, erhöhen Sie die Drucktemperatur. Zum Beispiel; ABS druckt im Allgemeinen bei etwa 220–235 °C, wodurch eine gute Verbindung zwischen den Schichten entsteht. Beim Drucken darunter, sagen wir 200 °C, werden höchstwahrscheinlich schwache Drucke erzielt.
Überprüfen Sie immer die Anweisungen auf dem Filament, das Sie gekauft haben, um sicherzustellen, bei welcher Temperatur es gedruckt werden sollte, um die besten Ergebnisse zu erzielen. Wenn Sie jedoch der Meinung sind, dass die Schichthaftung besser sein könnte, versuchen Sie, sie schrittweise um 5 ° C zu erhöhen, und führen Sie ein paar Testdrucke durch, um dies zu sehen Ergebnisse.
Hier ist eine Tabelle mit den idealen Drucktemperaturen für die meisten Filamente sowie deren Heizbetttemperatur, Glasübergangstemperatur und mehr.
| Filament | Düsentemperatur | Glasübergangstemperatur Tg (C) | Schmelztemperatur Tm (C) | Heizbett Zeit | Warping-Risiko | Benutzerfreundlichkeit |
| PLA | 180 °C – 230 °C | 60–65 °C | 155 °C | 60°C aber nicht erforderlich) | Niedrig | Einfach |
| ABS | 230 °C – 250 °C | 105 °C | 210°C | Ca. 100°C | Moderat | Mittelstufe |
| PETG | 230 °C – 250 °C | 80-82 °C | 200 °C | Ca. 100°C | Niedrig | Einfach |
| Nylon | 230 °C – 260 °C | 70-80 °C | 217 °C | 80 °C – 100 °C | Moderat | Mittelstufe |
| ASA | 220 °C – 250 °C | 100 °C | 250–260 °C | Ca. 100°C | Niedrig | Mittelstufe |
| Polycarbonat | 270 °C – 310 °C | 147 °C | 260 °C | 90 °C – 110 °C | Hoch | Schwierig |
| HÜFTEN | 230 °C – 250 °C | 88-92 °C | 180 – 270 °C | Ca. 100°C | Niedrig | Mittelstufe |
| TPE | 210°C – 230°C | 60-130°C | 150–210 °C | Nicht erforderlich | Niedrig | Einfach |
Stellen Sie den Lüfter ein
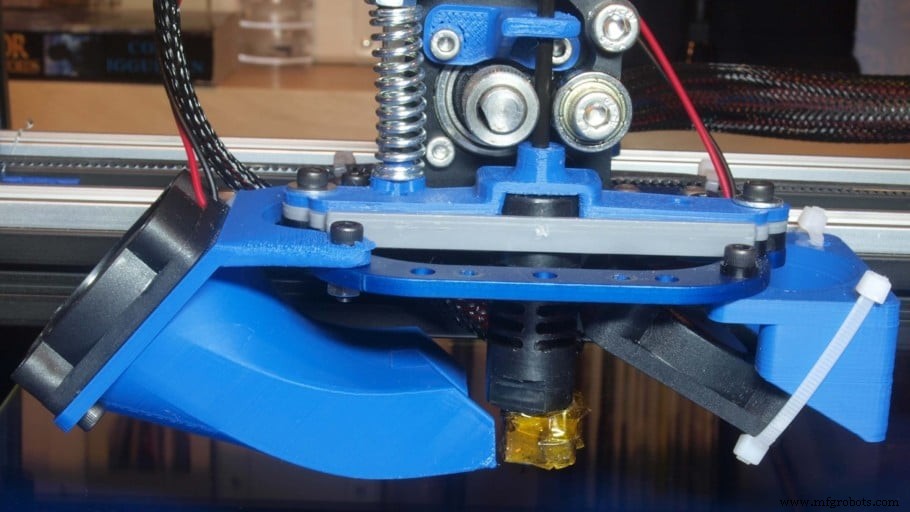
Der Lüfter eines 3D-Druckers kühlt die gerade aufgebrachte Kunststoffschicht, kühlt sie jedoch zu schnell ab, kann der neu hinzugefügte Kunststoff nicht so stark an der vorherigen Schicht haften, sodass die Lüftergeschwindigkeit verringert wird könnte möglicherweise die Schichthaftung und damit die Festigkeit des Drucks erhöhen. Wenn nicht
Dies folgt dem gleichen Konzept wie der vorherige Punkt, da eine Erhöhung der Drucktemperatur zu einer besseren Haftung der Schichten führt und ein zu schnelles Abkühlen ebenfalls zu demselben unerwünschten Ergebnis führen kann.
Hinweis :Machen Sie ein paar Testdrucke, bei denen Sie die Lüftergeschwindigkeit jedes Mal um 10 % verringern, bis Sie den optimalen Punkt erreichen.
Erhöhen Sie die Durchflussrate (Extrusionsmultiplikator)
Selbst wenn Ihr Drucker nicht unter Extrusion leidet, kann es hilfreich sein, die Durchflussrate leicht zu erhöhen, wenn die Schichten nicht richtig haften, da dadurch mehr geschmolzener Kunststoff extrudiert wird und je mehr Material vorhanden ist, desto besser die Haftung.
Unterextrusion kann als Lücken zwischen den Kunststoffschichten, unzureichende kleine Schichten, fehlende Schichten oder sogar kleine Punkte auf dem Druck beobachtet werden, und Unterextrusion spielt definitiv auch eine wichtige Rolle für die Festigkeit Ihres Teils.
Wie alles beim 3D-Druck, auch beim Anpassen der Durchflussrate (Extrusionsmultiplikator) nicht drastisch, sondern in kleinen Schritten vorgehen und die Ergebnisse testen.
Standardmäßig beträgt die Durchflussrate 100 % (oder 1,0), aber da nicht alle Filamente und Drucker gleich sind, müssen Sie diesen Wert möglicherweise nach unten oder oben anpassen.
Empfehlung :Erhöhen Sie die Flussrate in 5 %-Schritten und testen Sie die Ergebnisse, bis Sie den idealen Punkt erreichen.
Senken Sie die Druckgeschwindigkeit
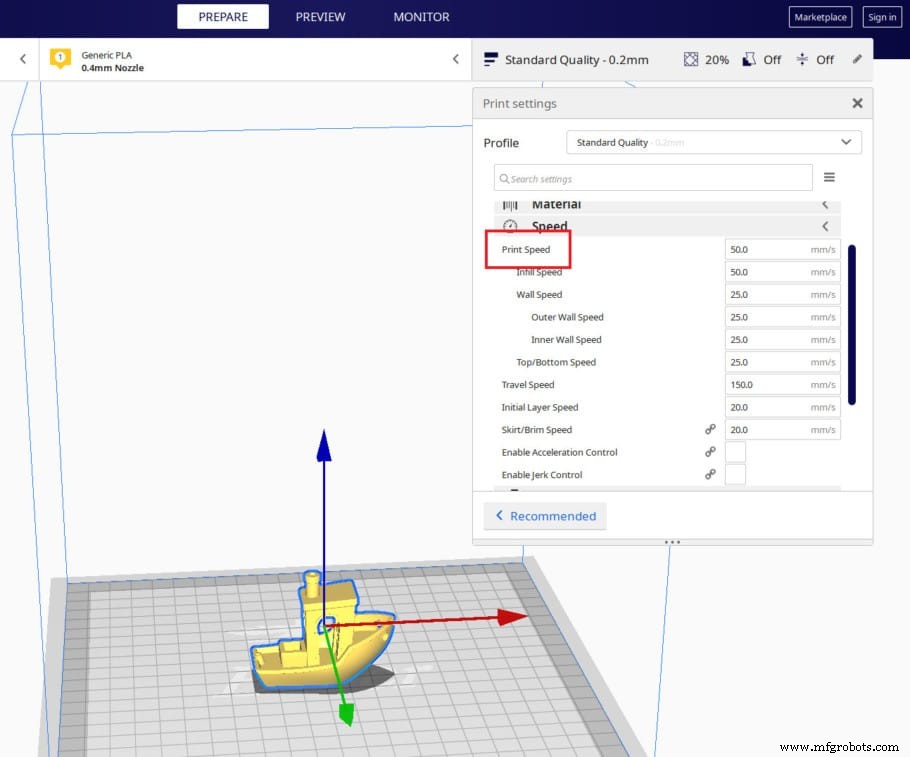
So wie eine Erhöhung der Drucktemperatur es dem neu extrudierten Kunststoff ermöglicht, sich besser mit der vorherigen Schicht zu verbinden, hat eine Verringerung der Druckgeschwindigkeit einen ähnlichen Effekt. Wenn sich der Druckkopf zu schnell bewegt, hat der extrudierte Kunststoff möglicherweise nicht genug Zeit, um sich richtig mit der vorherigen Schicht zu verbinden.
Darüber hinaus kann das Drucken mit höherer Geschwindigkeit auch eine ganze Reihe weiterer Probleme verursachen, wie z
Empfehlung :Verringern Sie die Druckgeschwindigkeit in Schritten von 5 mm/s oder 10 mm/s und testen Sie die Ergebnisse, bis Sie den optimalen Punkt erreicht haben.
Verwenden Sie eine breitere Düse

Der Düsendurchmesser beeinflusst die Breite des extrudierten Kunststoffs. Im Wesentlichen legt die Verwendung einer 0,8-mm-Düse einen doppelt so breiten Kunststoffstreifen wie eine 0,4-mm-Düse auf und vergrößert die Kontaktfläche, wodurch die Haftung zwischen den Schichten viel stärker wird.
Ich habe bereits erwähnt, dass die Verwendung einer geringeren Schichthöhe zu einer stärkeren Schichthaftung führt, da dies die Oberflächenkontaktfläche vergrößert. Nun, wenn Sie die Düsengröße erhöhen und immer noch dieselbe niedrige Schichthöhe verwenden, haben alle Schichten viel mehr Kontaktfläche, um eine stärkere Verbindung zu schaffen.
Beachten Sie jedoch, dass eine Erhöhung der Düsengröße deutlich weniger detaillierte Drucke in der horizontalen Ebene (von oben oder unten betrachtet) ergibt, da die Schichten viel breiter sind.
Empfehlung :Erhöhen Sie die Düsengröße um 0,2 mm und behalten Sie die gleiche Schichthöhe wie zuvor bei und überprüfen Sie die Ergebnisse. Sie können jederzeit zu einer breiteren Düse wechseln, wenn Sie einen stärkeren Druck benötigen. Sie können auch diese günstige Sammlung von Düsen in allen Größen (mit einigen zusätzlichen Werkzeugen) kaufen.
Wichtiger Hinweis :Zur Erhöhung der Düsengröße kann es erforderlich sein, die Drucktemperatur zu erhöhen. Beispiel; Mit einer 1,2-mm-Düse müssen Sie normales PLA möglicherweise bei 240 °C statt bei 200–220 °C drucken.
Überprüfen Sie, ob die Düse verstopft ist
Das Verstopfen der Düse bedeutet, dass das kleine Loch am Ende verstopft wird, sei es aufgrund von Staub- oder anderen seltsamen Partikelablagerungen, Filamentverunreinigungen, Wärmekriechen und der Verwendung weniger gebräuchlicher Filamente wie Kohlefaser , mit Holz angereicherte Kunststoffe usw., und diese Verstopfung führt zu einer Unterextrusion (weniger Kunststoff fließt aus der Düse), was zu schwächeren Drucken führt.
Die gute Nachricht ist, dass das Beheben einer verstopften Düse ziemlich einfach ist, und in den meisten Fällen, da die meisten von uns sowieso mit PLA, PETG oder ABS drucken, kommt es nicht so oft zu Verstopfungen.
Wenn Ihr Druck jedoch unter schlechter Schichthaftung leidet, kann dies an einer verstopften Düse liegen.
So reinigen Sie eine verstopfte Düse
Es gibt mehrere Möglichkeiten, dieses Problem anzugehen, aber hier sind zwei ziemlich einfache, die nicht zu viel Zeit in Anspruch nehmen und das Problem in den meisten Fällen beheben sollten:
Düse erhitzen und dann mit einer Nadel:
Dieser ist ziemlich einfach und sollte das Problem meistens lösen.
- Heizen Sie das Hotend auf die Drucktemperatur des Filaments.
- Schieben Sie das Filament mit einer Nadel, die normalerweise im Lieferumfang des 3D-Druckers enthalten ist, durch das Düsenloch in das Hotend.
- Schieben Sie das Filament manuell und sehen Sie, ob es aus der Düse herauskommt.
Hier versuchen Sie nicht, die Partikel, die die Düse verstopfen, herauszubekommen, sondern versuchen, sie wieder hineinzudrücken und aufzubrechen.
Eine andere Möglichkeit ist ein „Kaltzug“, der so abläuft;
- Schritt 1:Erhitzen Sie die Düse auf 220 °C (wenn Sie gerade mit PLA gedruckt haben).
- Schritt 2:Führen Sie ein Stück weißes oder helles ABS, Nylon oder ein starkes Filament mit guter Wärmebeständigkeit ein.
- Schritt 3:Drücken Sie manuell so fest wie möglich.
- Schritt 4:Beobachten Sie, ob das Filament durch die Düse fließt (wenn die Blockierung vollständig ist, wird möglicherweise nichts herausgedrückt).
- Schritt 5:Lassen Sie den Drucker auf ca. 90 °C für PLA und 160 °C für ABS abkühlen. Halten Sie den Druck während des Abkühlens.
- Schritt 6:Wenn der Drucker die in Schritt 5 erwähnte niedrigste Temperatur erreicht, entfernen Sie das Filament schnell und kräftig aus dem Hotend und untersuchen Sie den halbgeschmolzenen Teil des Filaments. Dies muss ein wenig Schmutz (schwarze Flecken) haben. Diese schwarzen Flecken verursachten die Blockade.
- Schritt 7:Schneiden Sie den schmutzigen Teil des Filaments ab und wiederholen Sie ab Schritt 2, bis das Filament sauber herauskommt.

Schlussfolgerung
Die Schichtablösung ist heutzutage kein so großes Problem, da die Hersteller von 3D-Druckern Wege gefunden haben, sie ziemlich erfolgreich anzugehen.
Wenn es Ihnen jedoch passiert (häufiger bei ABS), dann versuchen Sie, die Schritte zu befolgen, die ich in dieser Anleitung dargelegt habe. Die beste Lösung wäre, ein Gehäuse zu verwenden oder sogar den gesamten Drucker mit einem Müllsack abzudecken, aber dies könnte eine echte Brandgefahr darstellen.
Wenn das nicht funktioniert, probieren Sie alle verschiedenen Optionen, die ich aufgelistet habe, nacheinander aus, damit Sie richtig einschätzen können, welche Einstellung die besten Ergebnisse liefert.
Sehen Sie sich unseren Bereich mit empfohlenen Produkten an

Wir haben einen Abschnitt mit empfohlenen Produkten erstellt, der es Ihnen ermöglicht, das Rätselraten zu beseitigen und den Zeitaufwand für die Suche nach Druckern, Filamenten oder Upgrades zu reduzieren, da wir wissen, dass dies eine sehr entmutigende Aufgabe sein kann und im Allgemeinen zu viel Verwirrung führt .
Wir haben nur eine Handvoll 3D-Drucker ausgewählt, die unserer Meinung nach sowohl für Anfänger als auch für Fortgeschrittene und sogar Experten geeignet sind, um die Entscheidung zu erleichtern, und die Filamente sowie die aufgeführten Upgrades wurden alle von uns getestet und sorgfältig ausgewählt , damit Sie wissen, dass die von Ihnen gewählte Methode wie beabsichtigt funktioniert.
3d Drucken
- Was verursacht die Schichtverschiebung beim 3D-Druck?
- Die häufigsten Engpässe im 3D-Druck-Workflow – und wie man sie behebt
- Erkunden des Polyjet-3D-Drucks
- Was ist Bioprinting?
- 5 häufige Probleme beim Metall-3D-Druck – und wie Sie sie beheben können
- Was ist überhaupt 4D-Druck?
- 3D-Druck entlarvt:3 Missverständnisse über den 3D-Druck
- Was ist FDM (Fused Deposition Modeling) 3D-Druck? Erklärt von Hubs
- Ist 3D-Druck einfach?
- Fused Deposition Modeling (FDM) 3D-Druckdesign-Tipps