


Arten von Passungen – Spiel, Interferenz, Übergang
In diesem Artikel werden wir über Anpassungen sprechen , Arten von Anfällen und ihre Untertypen, Klassifizierung von Anpassungen nach dem Newall-System , So verschiedene Anpassungsarten benennen im Maschinenbau.
Was ist Fit?
Die Beziehung zwischen zwei Teilen, bei der eines mit einem gewissen Grad an Enge oder Lockerheit in das andere eingefügt wird, wird als Passung bezeichnet .
Technische Produkte werden manchmal in Form von Komponenten geliefert, die gleiten oder gegeneinander drücken müssen, um ihre Funktionen zu erfüllen. Dadurch wird der Begriff „fit “ wird verwendet, um die dimensionalen Beziehungen zwischen den Komponenten zu beschreiben. Es bestimmt, ob die Komponenten locker oder fest sind, was die Rutsch- oder Druckeigenschaft unterstützt. Um zu verstehen, was eine Passform bedeutet, müssen Sie einige Begriffe verstehen, die unten definiert werden.
Arten der Passform
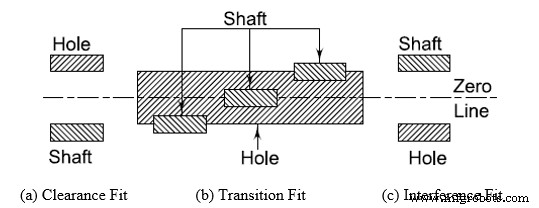
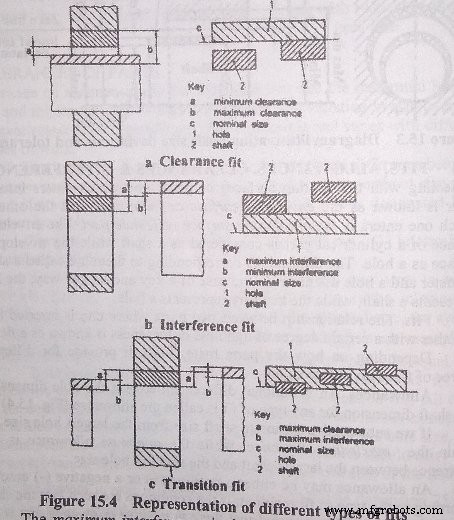
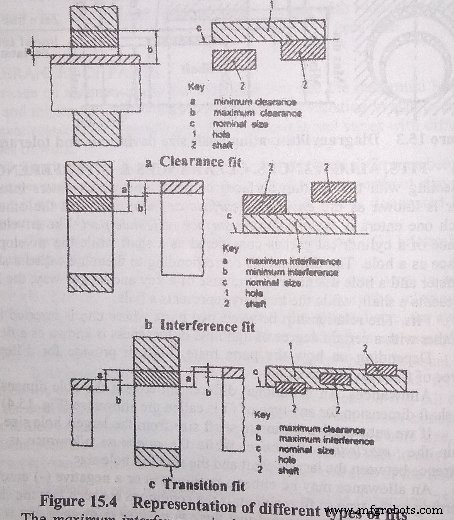
Abhängig von den tatsächlichen Grenzen des Lochs oder der Welle werden die Passungsarten im indischen Standard und im britischen Standard wie folgt in drei Hauptklassen unterteilt:(Abb. 15.4).
- Spielpassungen
- Interferenzpassungen
- Übergangspassungen
1. Abstand passt
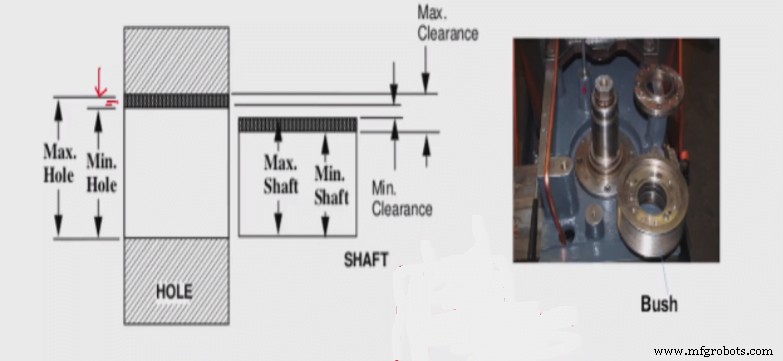
In Spielpassung Zwischen dem größtmöglichen Schaft und dem kleinstmöglichen Loch besteht ein positives Spiel. Bei solchen Passungen ist das Mindestspiel größer Null. Solche Passungen ergeben lockere Verbindungen, d. h. es muss ein gewisser Freiheitsgrad zwischen einer Welle und einem Loch vorhanden sein.
Was ist eine Toleranzzone?
Angenommen, wir müssen eine 10-mm-Mutter herstellen, die auf eine 10-mm-Schraube passt. Aufgrund menschlicher und maschineller Fehler wurde der Innendurchmesser jedoch 9,98 mm. Infolgedessen passt die Mutter nicht in die Schraube und unser Gelenk wird ruiniert. Um diesen Fehler zu vermeiden, Toleranzzonen verwendet werden.
Wir definieren eine Toleranzzone, in der die Toleranzen von Muttern und Schrauben etwas gleichmäßig sind, damit sie passen und die Austauschbarkeit zwischen zwei Teilen erhalten bleibt.
Lassen Sie uns nun über Freiraumpassform sprechen .
Hier entsteht ein großer Spalt zwischen dem Toleranzfeld der Bohrung und dem Toleranzfeld der Welle.
Wir nennen es also Spielpassung wenn das Loch größer als die Welle ist und ermöglicht es den beiden zusammenpassenden Teilen, sich zu drehen oder übereinander zu gleiten.
Wenn es um Spielpassung geht, die Mindestgröße des Lochs ist immer größer als die maximale Größe der Welle .
In jedem Fall erhalten wir beim Zusammenbau der Welle und des Lochs den Freiraum, dass eine Welle leicht gleiten kann, während sie sich gleichzeitig im Loch dreht.
Als Ergebnis können wir problemlos Lauf- und Gleitpassungen in den Spielpassungen herstellen. Betrachten Sie den Kolben und das Ventil.
Arten von Spielpassungen
Spielpassungen können wie folgt unterteilt werden:
- Slide fit.
- Easy Slide-Passform.
- Lauffit.
- Lockere Passform
- Lockere Laufpassform.
1. Schiebesitz
Diese Art der Passform hat sehr wenig Spiel zwischen zwei Teilen, fast keine, aber es bietet eine viel größere Präzision und Genauigkeit bei gleitenden und beweglichen Teilen.
Beispiel:- Schiebegetriebe, Automobilbaugruppen, Schieber, Kupplungsscheiben, Werkzeugmaschinenteile, Reitstockspindel der Drehmaschine, Wellenführungen usw.
2. Einfaches Schieben
Für ein kleines Spiel zwischen dem Loch und der Welle, ein leichtes Gleiten wird genutzt. Der Easy-Slide wurde sowohl für unregelmäßige als auch für langsame regelmäßige Bewegungen verwendet. Beispiel:- Kolben.
3. Lauffit
Beim Rotieren von Bauteilen mit mäßiger Geschwindigkeit muss die Laufpassung verwendet werden, wenn Genauigkeit nicht erforderlich ist. Lauffit hat ein hohes Spiel und bringt große Temperaturschwankungen, hohe Laufgeschwindigkeiten und hohe Zapfendrücke mit sich. Beispiel:- Zahnräder, Kupplungen .
4. Lockere Laufpassform
Diese Art der Passform bietet einen sehr engen und minimalen Spielraum für genaue anforderungen und mit hilfe von schmierung lassen sich teile ohne kraft montieren und frei drehen und gleiten. Beispiel:- Führung von Wellen, Rollenführungen etc.
5. Lockere Laufpassform
Lockere Passform werden für Teile verwendet, die sich mit hoher Geschwindigkeit drehen und ein größeres Spiel haben, wenn die Genauigkeit nicht kritisch ist. Beispiel:- Verriegelungen, Zapfen, Hitze, von Korrosion und Verschmutzung betroffene Teile usw.
2. Presspassungen
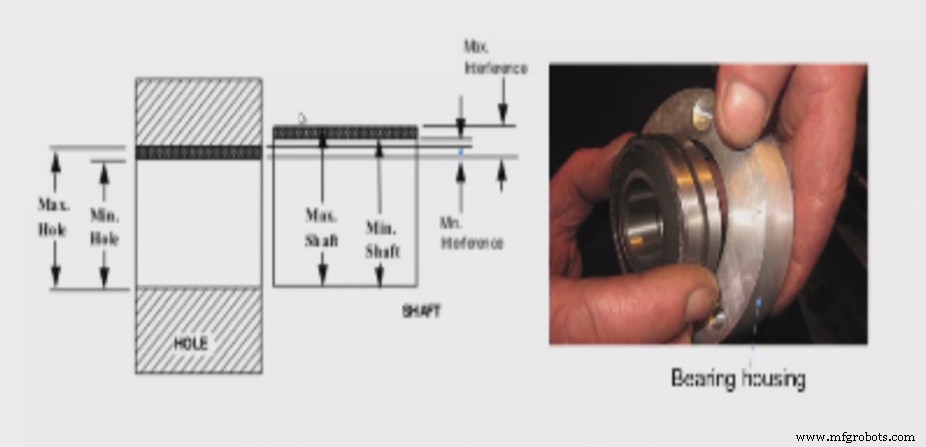
In Interferenzpassung , überschreitet das Toleranzfeld der Welle das Toleranzfeld der Bohrung. Das bedeutet, dass der Schaft groß und das Loch klein ist.
Wir brauchten viel Kraft, um diese beiden zu montieren und zu demontieren, also haben wir einen Hammer verwendet. Eine andere Methode ist die Verwendung einer hydraulischen Presse um die Welle in das Loch einzuführen.
Bei einer Presspassung gibt es ein negatives Aufmaß oder Interferenz zwischen dem größten Loch und dem kleinsten Schaft, wobei der Schaft größer als das Loch ist.
Arten von Presspassungen
Presspassungen können wie folgt klassifiziert werden:(1) Kraftpassung, (2) feste Passung und (3) Treibpassung.
1. Anpassung erzwingen
Um die hohe Presspassung zu erreichen, muss das Teil auf eine sehr hohe Temperatur erhitzt werden, bevor es mit einem Loch zusammengebaut wird. Für die zusammenpassenden Teile ist eine äußere Kraft erforderlich.
Beispiel: Zahnräder, Wellen usw.
2. Enge Passform
Es bietet minimale Interferenz als Kraftpassungen.
Für Beispiel: Stufenscheibe eines Förderers, Rundschleifen einer Maschine usw.
3. Fahrfit
Es erfordert eine mittlere Pressung, die mit höheren Kräften zum Kalt- oder Warmschmieden zusammengebaut werden kann. Fahrpassungen sind zuverlässiger als Festsitz.
Beispiel: Wellen, Zahnräder und Buchsen etc.
3. Übergangspassungen
Übergangspassungen Fälle zwischen den ersten beiden Klassen abdecken (Abb. 15.4). Die Verwendung von Übergangspassungen garantiert weder eine Pressung noch ein Spiel, d. h. jedes Paar von Teilen, die mit einer Übergangspassung zusammenpassen, kann mit Pressung passen, während ein anderes Paar mit der gleichen Passung eine Spielpassung haben kann.
Bei einer Übergangspassung liegt die Toleranzzone der Welle zwischen unterer und mittlerer Toleranzzone der Bohrung, was darauf hinweist, dass die Bohrung kleiner ist als die Welle.
Um diese Passung herzustellen, müssen wir Üben Sie leichten Druck auf die Welle aus, wenn sie in das Loch eintritt. Wir bezeichnen es auch als Push Fits. Die Übergangspassung hat eine hohe Präzision und genaue Ausrichtung zwischen zwei zusammenpassenden Teilen. zum Beispiel:- Wellenschlüssel.
Arten von Übergangspassungen
Übergangspassungen können wie folgt klassifiziert werden:(1) Presspassung, (2) feste Passung, (3) Presspassung und (4) Druckpassung.
Klassifizierung von Passformen nach dem Newall-System
Die vier Anpassungsarten des Newall-Systems lauten wie folgt:
1. Lauffit
Ein Lauffit ist eine glatte, einfache Passform für den Zweck eines beweglichen Lagerpaares. Für eine Gleit- oder Laufpassung sollte der Durchmesser der Welle ausreichend kleiner sein, um einen Ölfilm zur Schmierung zu ermöglichen. Für eine durchschnittliche Lagerlänge ist eine Zugabe von 0,025 mm pro 25 mm Lagerdurchmesser ausreichend.
2. Push-Fit
Im Push-Fit mit leichtem Handdruck ineinander gesteckt werden (Dübel, Passstifte etc.), wobei kein ausreichender Freiraum vorhanden ist, damit sich die Welle drehen kann.
3. Fahren oder Einpressen
Im Fahr- oder Presssitz man kann mit einem Handhammer oder mit mittlerem Druck ineinander gesteckt werden. Es ergibt eine semipermanente Passung, wie sie für eine Keilriemenscheibe auf einer Welle erforderlich ist.
4. Force Fit oder Shrink Fit
Festlegen erfordert entweder einen großen Druck, um die Welle in das Loch zu zwingen, oder das Loch muss durch Erhitzen erweitert werden, um sie auf die Welle zu schrumpfen. Daher wird dies auch Hot Fit genannt . Diese Passungsarten werden verwendet, wenn die beiden Teile starr aneinander befestigt werden sollen, so dass sich das eine nicht ohne das andere bewegen kann. Bei einer Presspassung ist der Schaft definitiv größer als die Bohrung. Eisenbahn- und Straßenbahnräder sowie Wagenräder werden nach dieser Methode montiert.
Loch- und Schaftbasissystem
In einem allgemeinen Limitsystem muss entschieden werden, auf welcher Grundlage die Limits gefunden werden sollen, um die gewünschte Anpassung zu ergeben. Es gibt zwei unterschiedliche Systeme zum Variieren der Größe von Teilen, bekannt als:Lochbasis und Wellenbasis .
Ein Limitsystem wird als Lochbasis bezeichnet Wenn das Loch ein konstantes Element ist, werden unterschiedliche Passungen durch Variieren der Größe der Welle erhalten. Bei diesem Lochsystem sind die Ober- und Untergrenze für alle Passungsarten gleicher Genauigkeitsklasse und bei gleicher Grundgröße konstant.
Ein Begrenzungssystem ist wellenbasiert wenn die Welle das konstante Element ist und unterschiedliche Passungen durch Variieren der Lochgröße erhalten werden. Bei diesem Wellensystem sind die Ober- und Untergrenzen für alle Passungen gleicher Genauigkeit und Qualität und für die gleiche Grundgröße konstant. Sowohl Loch- als auch Wellenbasis sind in Abb. 15.5 dargestellt.
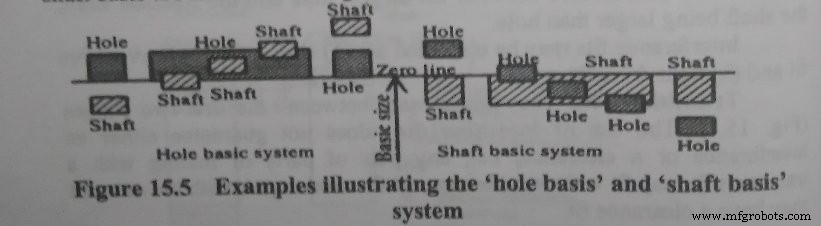
Alle modernen Begrenzungssysteme verwenden die Lochbasis, der Hauptgrund dafür ist, dass es einfacher ist, die Größe des Schafts als die des Lochs zu variieren. Die Mehrzahl der Löcher in Ingenieurarbeiten wird mit Bohrer und Reibahle oder einem ähnlichen Werkzeug hergestellt, und um die Größe der Löcher zu variieren, würde die Verwendung einer sehr großen Anzahl von Werkzeugen unterschiedlicher Größe erforderlich sein. Durch die Verwendung einer Lochbasis reicht eine Reibahle für alle Löcher mit einem bestimmten Durchmesser aus. In einigen Fällen erweist sich das Schachtbasissystem jedoch als vorteilhafter in der Anwendung als das Lochbasissystem.
Passungen, Toleranzen, Abstände und Interferenzen
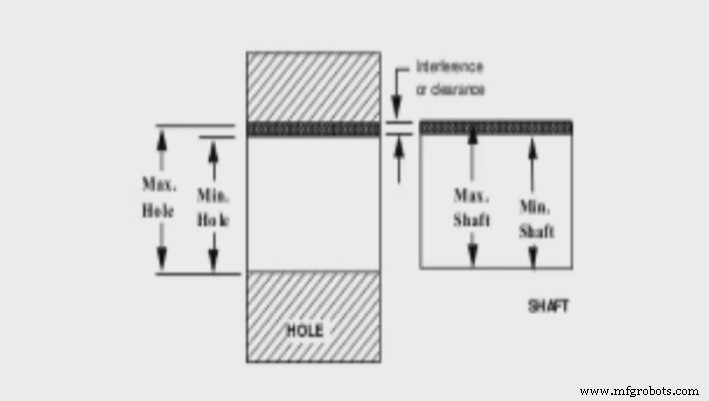
Im Umgang mit zwei zusammenpassenden Oberflächen oder Teilen wird eine, die in die andere eintritt, als umhüllte Oberfläche bezeichnet oder männlicher Teil , und die andere, in die man eintritt, ist die Hüllfläche oder weiblicher Teil . Die Hüllfläche eines zylindrischen Teils wird als Welle betrachtet, während die Hüllfläche als Bohrung betrachtet wird. Die ihnen entsprechenden Abmessungen werden Wellendurchmesser und Lochdurchmesser genannt. Im Falle eines Keils und seiner Keilnut stellt der Keil eine Welle dar, während die Keilnut ein Loch darstellt.
Passt
Die Beziehung zwischen zwei Teilen, bei der eines mit einem gewissen Grad an Enge oder Lockerheit in das andere eingefügt wird, wird als Passung bezeichnet . Je nachdem, wie die Teile zusammenpassen, können Passformen unterschiedliche Bewegungsfreiheitsgrade bieten.
Zulagen
Ein absichtlicher Unterschied zwischen dem Lochmaß und dem Schaftmaß für jede Art von Passung wird als Zugabe bezeichnet (Abb. 15.4) Wenn wir die minimale Schaftgröße von der größten Lochgröße abziehen, erhalten wir das maximale Aufmaß, während das minimale Aufmaß die Differenz zwischen dem größten Schaft und dem kleinsten Lochmaß ist.
Ein Aufmaß kann entweder ein positiver (+) oder ein negativer (-) Betrag sein, je nach Art der erforderlichen Anpassung. Wenn die Bedingungen so sind, dass der Schaft kleiner als das Loch ist, spricht man von einem positiven Aufmaß, aber wenn der Schaft größer als das Loch ist, spricht man von einem negativen Aufmaß.
Freigaben
Eine positive Differenz zwischen den Durchmessern des Lochs und der Welle, wobei der Lochdurchmesser größer als der Wellendurchmesser ist und eine Relativbewegung zwischen den Teilen zulässt, wird als Spiel bezeichnet wie in Abb. 15.4 gezeigt.
Die positive Differenz zwischen der maximalen Grenzgröße einer Bohrung und der minimalen Grenzgröße einer Welle wird als maximales Spiel bezeichnet. Ebenso ist das minimale Spiel die positive Differenz zwischen der minimalen Grenzgröße der Bohrung und der maximalen Größe der Welle.
Der mittlere Abstand ist das arithmetische Mittel der maximalen und minimalen Abstände.
Störungen
Eine negative Differenz zwischen den Durchmessern des Lochs und der Welle, wobei der Wellendurchmesser größer als der Lochdurchmesser ist, wird als Interferenz bezeichnet wie in Abb. 15.4 gezeigt.
Die maximale Überdeckung ist die negative Differenz zwischen der maximalen Grenzgröße der Welle und der minimalen Grenzgröße des Lochs. Ähnlich ist die minimale Interferenz die negative Differenz zwischen der minimalen Grenzgröße der Welle und der maximalen Grenzgröße des Lochs. Die mittlere Störung ist das arithmetische Mittel der maximalen und der minimalen Störung.
So benennen Sie verschiedene Passungsarten im Maschinenbau
Es ist wichtig zu verstehen, wie sie die verschiedenen Passformen benennen, da es bei der Auswahl der richtigen Passformen für die Montage eines Produkts hilft.
Ein alphanumerischer Code gemäß der Internationalen Organisation für Normung (ISO) , benennt eine spezifische Passung und gibt die Toleranz der Passung an. Das Loch oder der Schacht wird durch den alphabetischen Teil des Codes dargestellt.
Ein Code mit einem Großbuchstaben steht für das Loch, während ein Code mit einem Kleinbuchstaben für den Schacht steht. Beispielsweise ist H7/h6 ein Toleranzbereich für die Bohrung (H7) bzw. die Welle (h6), basierend auf dem verwendeten Buchstaben. Dieser Code ermöglicht es Ingenieuren auch, die oberen und unteren Größengrenzen des Lochs und der Welle zu identifizieren.
Wir haben versucht, alle Details abzudecken, beginnend mit der Definition von Passformen, verschiedenen Arten von Passformen, Namenskonventionen und allen damit verbundenen Begriffen. Ich hoffe, Sie haben diesen Artikel geliebt. Bitte teilen Sie es mit Ihren Freunden und geben Sie Ihr Feedback im Kommentar unten ab.
Industrietechnik