


Was sind Muster? Verschiedene Arten von Mustern – Erklärung
Arten von Mustern :Muster ist das Hauptwerkzeug während des Gießprozesses. Es kann als ein Modell von irgendetwas definiert werden, das so konstruiert ist, dass es verwendet werden kann, um einen Abdruck namens Form in feuchtem Sand oder einem anderen geeigneten Material zu bilden. Wenn diese Form mit geschmolzenem Metall gefüllt wird und das Metall erstarren kann, bildet es eine Reproduktion des Musters und wird als Gießen bezeichnet. Der Prozess der Herstellung eines Musters wird als Musterherstellung bezeichnet.
Arten von Mustern
Die Mustertypen Die Auswahl für ein bestimmtes Gießen hängt von mehreren Bedingungen ab. Einer davon ist die erwartete Leichtigkeit oder Schwierigkeit des bevorstehenden Formvorgangs. Andere sind, ob eine kleine oder große Anzahl von Gussstücken gewünscht wird, die Art des Formverfahrens und andere Faktoren, die aufgrund der dem Gussstück eigenen Eigenschaften in die Situation einfließen können. Einige der häufiger verwendeten Mustertypen sind aufgelistet
und unten beschrieben:
- Einzelstückmuster
- Split-Muster
- Passplattenmuster
- Cope-and-Drag-Muster
- Gated-Muster
- Lose-Stück-Muster
- Sweep-Muster
- Skelettmuster
- Segmentmuster
- Muschelmuster
- Aufgebautes Muster
- Eingepacktes Muster
- Verzögertes Muster
- Links- und Rechtsmuster
1. Einzelstück oder einfarbiges Muster
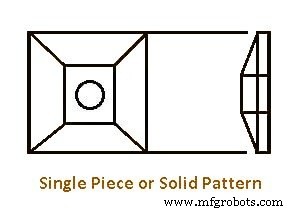
Die Arten von Mustern, die ohne Fugen, Trennungen oder lose Teile in ihrer Konstruktion hergestellt werden, werden als einteilige oder feste Muster bezeichnet. Ein Einzelstückmuster ist kein Rahmen oder eine Platte und wird daher manchmal als loses Muster bezeichnet. Diese Muster sind billiger. Wenn solche Muster verwendet werden, muss der Kehler seine eigenen Läufer und Einfüllöffnungen und Speiser zuschneiden. Dieser Vorgang nimmt mehr Zeit in Anspruch und wird außer für begrenzte Produktion nicht empfohlen. Einteilige Modelle werden normalerweise für große Gussteile mit einfachen Formen verwendet.
2. Split-Muster
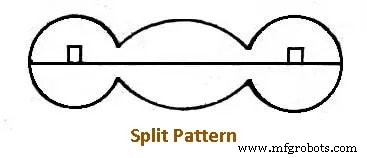
Geteiltes Muster – Viele Muster können aufgrund der Schwierigkeiten beim Formen nicht in einem Stück hergestellt werden. Um diese Schwierigkeit zu eliminieren und für Gussstücke mit kompliziertem Design oder ungewöhnlicher Form werden zur Bildung der Form geteilte Muster verwendet. Diese Muster werden normalerweise in zwei Teilen hergestellt, wie in Abb. gezeigt, so dass ein Teil die untere Hälfte der Form ergibt und der andere die obere Hälfte.
Die beiden Teile, die von gleicher Größe und Form sein können oder auch nicht, werden in ihren richtigen relativen Positionen mittels Passstiften gehalten, die in einem Stück befestigt sind, und Passlöchern, die in das andere gebohrt sind. Die an der Trennlinie der beiden Teile gebildete Fläche, normalerweise an der Mittellinie des Musters, wird als Trennfläche oder Trennlinie bezeichnet. Es wird auch die Trennfläche der Form sein.
Manchmal ist es notwendig, ein Modell für einen komplizierten Guss zu konstruieren, der drei oder mehr Teile anstelle von zwei erfordert, um das vollständige Modell herzustellen. Diese Art von Muster ist als mehrteiliges Muster bekannt. Ein dreiteiliges Modell kann die Verwendung eines Formkastens mit drei Teilen erfordern, obwohl es möglich ist, einige Arten von dreiteiligen Modellen in einem zweiteiligen Formkasten zu formen.
3. Match-Plate-Muster
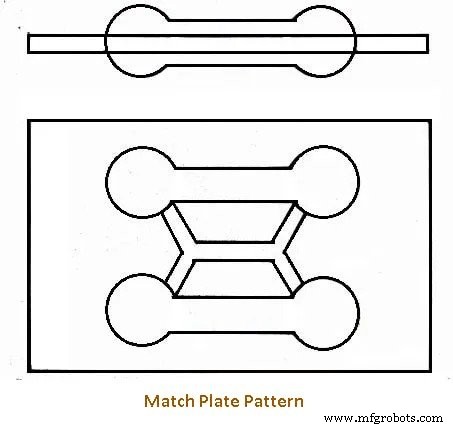
Wenn geteilte Muster mit einer Hälfte auf einer Seite einer Platte und der anderen Hälfte direkt gegenüber auf der anderen Seite der Platte montiert werden, wird das Muster als Match-Plate-Muster bezeichnet. Auf einer Anpassplatte kann ein einzelnes Muster oder eine Anzahl von Mustern angebracht werden. Das Muster ist aus Metall, und die Platte, die die Trennlinie bildet, kann entweder aus Holz oder aus Metall sein.
Aluminium wird üblicherweise für Metall-Anpassplatten verwendet. Muster für Tore und Läufer werden an der Schleppseite der Platte in ihren richtigen Positionen befestigt, um die komplette Matchplatte zu bilden. Bei der Form sind alle Muster gezeichnet, und die obere oder obere Hälfte der Form passt perfekt zur unteren oder unteren Hälfte der Form. Auch die Tore und Läufer werden in einem Arbeitsgang fertiggestellt.
Abbildung zeigt eine solche Platte, auf der die Muster für zwei kleine Hanteln montiert sind. Passende Plattenmuster werden zur Herstellung kleiner Gussteile in großen Mengen in Formmaschinen verwendet, die eine genaue und schnelle Produktion ermöglichen. Sie sind teuer in der Herstellung, aber die Anschaffungskosten sind gerechtfertigt, wenn eine Massenproduktion gewünscht wird.
4. Cope-and-Drag-Muster
Bei der Herstellung großer Gussteile sind die kompletten Formen zu schwer, um von einem einzigen Bediener gehandhabt zu werden. Daher werden Muster vom Cope-and-Drag-Typ verwendet, um dieses Problem für einen effizienten Betrieb zu erleichtern. Die Muster werden in Hälften hergestellt, an einer geeigneten Verbindungslinie geteilt, und separate Cope- und Drag-Muster werden gebaut und auf einzelnen Plattenbrettern montiert.
Diese Anordnung ermöglicht es einem Bediener oder einer Gruppe von Bedienern, die obere Hälfte der Form vorzubereiten, während ein anderer Bediener oder eine andere Gruppe an der anderen Hälfte arbeitet. Diese geplante Arbeitsteilung erhöht die Produktion erheblich.
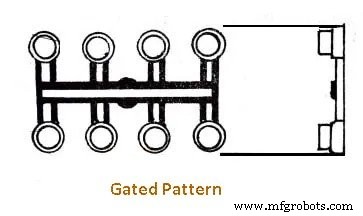
5. Gated-Muster
Um einen guten Guss zu produzieren, muss sichergestellt werden, dass die vollständige Zufuhr von geschmolzenem Metall in jeden Teil der Form fließt. Das Vorsehen für einen leichten Durchgang des fließenden Metalls in die Form wird als Anguss bezeichnet, was insbesondere wegen des Zeitaufwands nicht von Hand für eine Massenproduktion hergestellt werden kann.
Bei der Massenproduktion wird eine Anzahl von Gußstücken in einer einzigen Form mit mehreren Hohlräumen hergestellt, indem eine Gruppe von Modellen verbunden wird, und die Einläufe oder Kanäle für das geschmolzene Metall werden durch die Verbindungsteile zwischen den einzelnen Modellen gebildet. Die Zeit, die der Gießer normalerweise mit dem Schneiden von Anschnitten und dem Zeichnen von Mustern verbringt, wird durch diese Anordnung eliminiert. Diese Arten von Mustern mit Gate-Formern, die an dem eigentlichen Muster angebracht sind, werden als Gate-Muster bezeichnet, wie in Fig.
gezeigt
Angussmuster können aus Holz oder Metall bestehen und werden für die Massenproduktion von kleinen Gussteilen verwendet.
6. Lockeres Muster
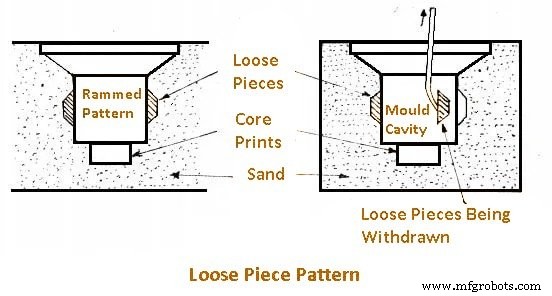
Einige Arten von Mustern werden als Anordnungen von losen Komponentenstücken hergestellt. Die Muster aus losen Stücken werden benötigt, wenn das Teil so beschaffen ist, dass das Muster nicht als ein Stück entfernt werden kann, selbst wenn es geteilt ist und die Linie auf mehr als einer Ebene hergestellt wird.
In diesem Fall wird normalerweise zuerst das Hauptmuster entfernt. Dann werden die Einzelteile, die möglicherweise gedreht oder verschoben werden müssen, bevor sie herausgenommen werden können, entfernt. Fertige Muster dieser Art erfordern normalerweise mehr Wartung und sind langsamer zu formen. Abb. 11.6 zeigt ein Muster aus losen Stücken.
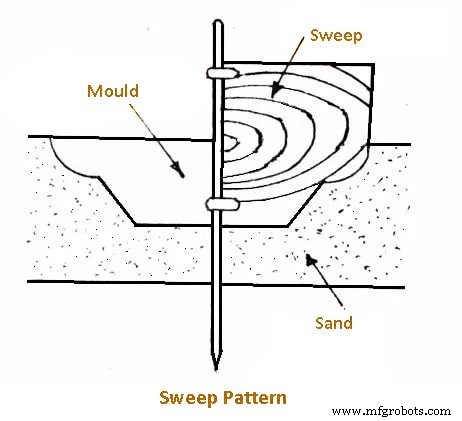
7. Sweep-Muster
Symmetrische Formen und Kerne, insbesondere in großen Größen, werden manchmal mittels Sweep-Mustern geformt. Das Sweep-Muster-Sweep besteht aus einem Brett, das eine Form hat, die der Form des gewünschten Gussstücks entspricht, und das so angeordnet ist, dass es sich um eine Mittelachse dreht, wie in Fig.
dargestelltDer Sand wird an Ort und Stelle gerammt und das Kehrbrett wird um seine Rotationsachse bewegt, um dem Formsand die gewünschte Form zu geben. Sweep-Muster und werden zum Formen von Teilen mit kreisförmigen Querschnitten verwendet. Die gebogene Strebe kann verwendet werden, um einen Teil der Form für einen großen gusseisernen Kessel zu bilden, und die gerade Strebe für jede Form oder Rille oder Grate. Der Hauptvorteil dieser Mustertypen besteht darin, dass eine teure Musterkonstruktion entfällt.
8. Skelettmuster
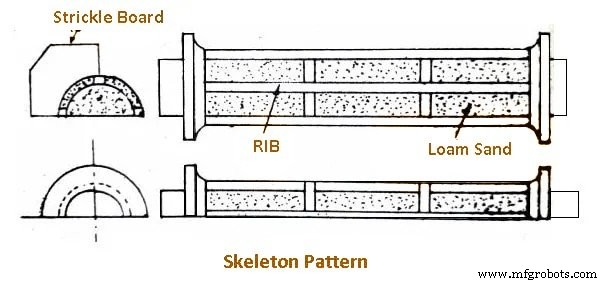
Modelle für sehr große Gussteile würden eine enorme Menge an Holz für ein vollständiges Modell erfordern. In solchen Fällen kann ein Skelettmuster wie in Abb. verwendet werden, um die allgemeine Kontur und Größe des gewünschten Gussstücks zu geben. Dies ist eine gerippte Konstruktion mit einer großen Anzahl von quadratischen oder rechteckigen Öffnungen zwischen den Rippen, die einen Skelettumriss des herzustellenden Musters bilden.
Das Gerüst wird mit Ton, Sand oder Lehm gefüllt und gerammt, und ein Abstreifbrett, bekannt als Stickle Board, wird verwendet, um den überschüssigen Sand aus den Zwischenräumen zwischen den Rippen zu kratzen, so dass die Oberfläche mit der Außenseite des Musters eben ist . Es wird normalerweise in zwei Teilen gebaut:eins für die Cope und das andere für die Drag.
Boden- und Wasserrohre, Rohrbögen, Ventilkörper und Kästen sind einige Beispiele für Gussteile, die durch Herstellung von Skelettmustern hergestellt werden.
9. Segmentmuster
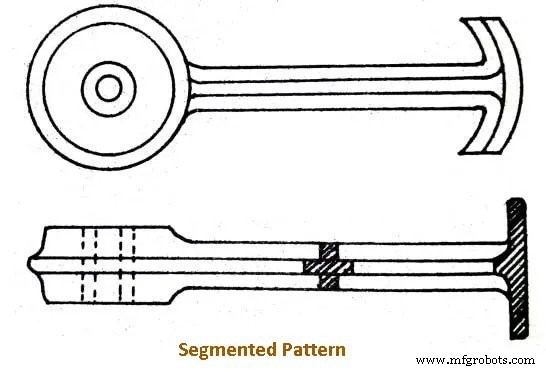
Segmentmuster oder Teilmuster werden im Allgemeinen auf kreisförmige Werkstücke wie Ringe, Radkränze, Zahnräder usw. angewendet. Sie sind Abschnitte eines Musters, die so angeordnet sind, dass sie eine vollständige Form bilden, indem sie bewegt werden, um jeden Abschnitt der Form zu bilden. Bei der Herstellung einer Form nach diesem Muster wird eine vertikale Spindel fest in der Mitte des Schleppkolbens befestigt (Abb. 11.9).
Der Boden der Form wird gerammt und eben gekehrt. Dann wird das Segmentmuster an der Spindel befestigt. Formsand wird zwischen die Außenseite des Modells und den Formkasten und in das Innere gerammt, jedoch nicht an den Enden des Modells. Nach dem Rammen eines Abschnitts geht es zum Rammen zum nächsten Abschnitt; und so weiter, bis der gesamte Formumfang fertiggestellt ist.
10. Muschelmuster
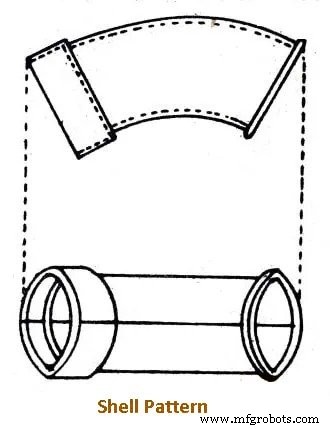
Das Schalenmuster wird hauptsächlich für Entwässerungsarmaturen und Rohrleitungen verwendet. Ein typisches Beispiel ist in Abb. gezeigt. Das Muster besteht normalerweise aus Metall, ist auf einer Platte montiert und entlang der Mittellinie geteilt, wobei die beiden Abschnitte genau miteinander verdübelt sind. Diese kurzen Bögen werden normalerweise paarweise geformt und gegossen. Das Schalenmuster ist eine hohle Konstruktion wie eine Schale, und die äußere Form wird als Muster zum Herstellen der Form verwendet, während das Innere als Kernkasten zum Herstellen von Kernen verwendet wird.
Manchmal wird ein Muster der gesamten Form des Gussstücks als Schalenmuster bezeichnet, und ein Muster, das außen die erforderliche Form hat, aber innen entkernt ist, wird als Blockmuster bezeichnet.
11. Eingepacktes Muster
Bei einem Kartonmuster werden die Bretter oder Holzstreifen entweder durch Leim, Nägel oder Schrauben so miteinander verbunden, dass ein Muster wie eine Kiste entsteht. Diese Methode spart nicht nur Holz für große Muster, sondern macht sie auch leichter. Die Kastenkonstruktion wird zur Herstellung vieler Muster speziell für einen Guss mit einem regelmäßigen Umriss und einer rechteckigen Form verwendet.
12. Aufbaumuster
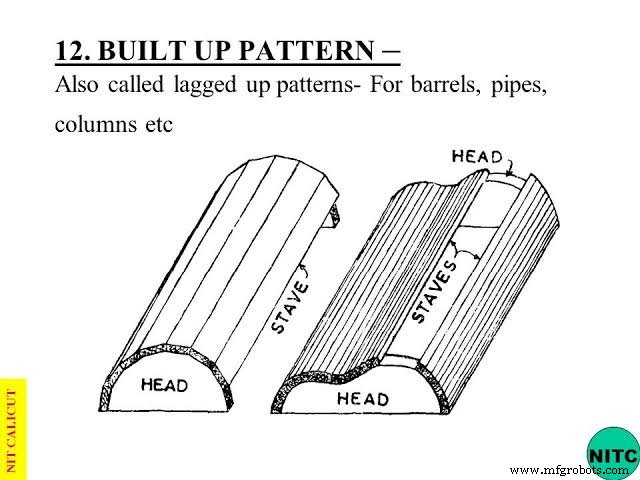
Wie der Name schon sagt, sind Aufbaumuster oder Teilmuster die Arten von Mustern, die aus zwei oder mehr Teilen bestehen. Muster für spezielle Umlenkrollen sind zusammengesetzte Segmente aus Holzleisten. Diese Segmente werden hergestellt, indem Holzstreifen auf die erforderliche Krümmung geschnitten werden, und die gewünschte Dicke wird aufgebaut, indem sie in Schichten verleimt werden.
Flansche werden ebenfalls ähnlich hergestellt. Der Aufbau ist manchmal notwendig, weil es schwierig ist, eine komplizierte Form auf einem Holzblock zum Konstruieren eines Musters herzustellen, aber es ist einfacher, die Form durch Kleben oder Zusammenfügen von Zahlensegmentstücken aufzubauen.
13. Verzögerungsmuster
Zylindrische Werke wie Zylinder, Rohre oder Säulen werden mit einer Latten- oder Stabkonstruktion aufgebaut, die die Beständigkeit der Form gewährleistet. Lags oder Dauben sind Längsstreifen aus Holzscheiteln, die auf jeder Seite abgeschrägt sind, um die Verbindung außen dicht zu machen, und an die Endstücke aus Holz geklebt und genagelt oder geschraubt werden, die als „Köpfe“ bezeichnet werden.
Die Abbildung der Abb. zeigt die Dauben, die an Köpfen befestigt sind, die ein halbes regelmäßiges Polygon sind, wobei das Ziel darin besteht, einen Zylinder oder eine Trommel herzustellen, die in Längsrichtung durch die Mitte geteilt werden soll. Eine solche Konstruktion gibt die maximale Festigkeit und ermöglicht das Bauen nahe an der fertigen Kontur oder dem fertigen Muster, so dass vergleichsweise wenig überschüssiges Material entfernt werden muss, um es in die erforderliche Form zu bringen.
14. Links-Rechts-Muster
Viele Arten von Mustern müssen paarweise hergestellt werden, und wenn ihre Form so ist, dass sie nicht umgekehrt werden können und sie die Mitten von Naben, Vorsprüngen usw. gegenüberliegend und in einer Linie haben, müssen sie rechts und links hergestellt werden . 'J'-Aufhänger für Hochwellenleitungen, Beine für Holzdrehmaschinen oder Gartenbänke oder für Paddelnähmaschinen und Halterungen für Gepäckträger in Eisenbahnwaggons sind einige Beispiele, bei denen ein Paar rechts- und linkshändige Muster vorhanden ist erforderlich.
In solchen Fällen werden Modellherstellern bei vielen Gelegenheiten Zeichnungen geliefert, die entweder einen Rechts- oder einen Linksguß zeigen. Daraus soll eine Musterausrüstung für Rechts- und Linkshänder hergestellt werden. Dies stellt besonders bei komplizierteren Zeichnungen oft erhebliche Schwierigkeiten dar, was den Unterschied zwischen links- und rechtshändigen Mustern ausmacht.
Die bei A in der Abbildung gezeigte Klammer ist ein Beispiel für linke und rechte Muster. Es ist zu bemerken, dass die einzigen Abweichungen zwischen diesen beiden Mustern in ihrer schlechten Position liegen. Wenn jedoch das Design mit einer Basis gleich auf jeder Seite des vertikalen Teils fig gemacht werden könnte, wäre die Notwendigkeit für zwei Muster eliminiert worden.
Metallmuster
Diese Arten von Modellen werden für die Massenproduktion von Gussteilen verwendet und sie werden selten als lose Modelle benötigt. Da die Muster gegossen werden, müssen keine Fugen oder Segmente hergestellt werden. Das Herstellungsverfahren ist jedoch kompliziert und erfordert immenses Geschick.
Der Modellbauer muss neben der Inspektionstechnik auch in Metallschneide-, Endbearbeitungs- und Herstellungsmethoden geübt sein. Metallmuster werden, falls verwendet, normalerweise auf einer oder beiden Seiten einer Musterplatte angebracht. Bei kleinen Mustern können mehrere Muster auf derselben Platte montiert werden.
Muster berücksichtigen
Muster werden aus mehreren Gründen nicht in genau derselben Größe wie der gewünschte Guss hergestellt. Solche Arten von Mustern würden Gussstücke erzeugen, die zu klein sind. Daher müssen Schrumpfung, Formschräge, Finish, Verzerrung und Klopfen berücksichtigt werden.
1. Schrumpfungszuschlag
Wenn sich Metall verfestigt und abkühlt, schrumpft es und zieht sich zusammen. Um dies zu kompensieren, wird ein Modell durch eine Schwindungs- oder Kontraktionszugabe größer als das fertige Gussteil gemacht. Bei der Verlegung von Maßen für das Muster berücksichtigt der Modellbauer dies, indem er eine Schrumpf- oder Kontraktionsregel verwendet, die etwas länger ist als die gewöhnliche Regel derselben Länge.
Wenn zum Beispiel ein Modell für einen gegossenen Löwen konstruiert wird, verwendet der Modellbauer ein Schrumpflineal, das pro Meter etwa 10 mm länger ist als das herkömmliche Lineal, da Gusseisen 10 mm pro Meter schrumpft. Unterschiedliche Metalle haben unterschiedliche Schrumpfungen, daher gibt es eine Schwindungsregel für jede Art von Metall, das in einem Guss verwendet wird. Ein Urmodell, aus dem Metallmodelle gegossen werden, kann eine doppelte Schwindungstoleranz haben.
2. Einzugsermächtigung
Wenn ein Muster aus einer Form gezogen wird, besteht immer die Möglichkeit, dass die Ränder der Form verletzt werden. Diese Gefahr wird stark verringert, wenn die vertikalen Flächen eines Musters leicht nach innen abgeschrägt sind. Diese leichte Verjüngung der vertikalen Flächen eines Musters nach innen ist als Formschräge bekannt.
Die Formschräge kann in Millimeter pro Meter auf einer Seite oder in Grad ausgedrückt werden, und die jeweils benötigte Menge hängt von 1) der Länge der vertikalen Seite, (2) der Komplexität des Musters und (3) der Formmethode ab. Unter normalen Bedingungen beträgt die Zugluft etwa 10 bis 20 mm pro Meter an Außenflächen und 40 bis 60 mm pro Meter an Innenflächen. Abb. zeigt, wie ein Entwurf in einem Muster erstellt wird.
3. Bearbeitungszugabe
Rauhe Oberflächen von Gussstücken, die bearbeitet werden müssen, werden auf Abmessungen gefertigt, die etwas über den auf dem Entwurf angegebenen liegen, und in einem Muster bereitgestellt. Die zusätzliche Metallmenge, die auf den zu bearbeitenden Oberflächen bereitgestellt wird, wird Maschinenfinishzugabe genannt, und die Kanten dieser Oberflächen werden durch eine Finishmarkierung V oder F angezeigt.
Die Menge, die dem Modell hinzugefügt werden muss, hängt von (1) der Art des zu verwendenden Metalls, (2) der Größe und Form des Gusses und (3) dem Formverfahren ab. Die standardmäßige Bearbeitungszugabe für verschiedene Gussmetalle in mm für das Handformen ist in der Tabelle angegeben.
4. Verzerrungs- oder Sturzzuschlag
Einige Gussteile neigen aufgrund ihrer Größe, Form und Art des Metalls dazu, sich während der Kühlperiode zu wickeln oder zu verformen. Dies ist das Ergebnis einer ungleichmäßigen Schrumpfung und ist auf eine ungleichmäßige Metalldicke oder darauf zurückzuführen, dass eine Oberfläche stärker exponiert ist als eine andere, wodurch sie schneller abkühlt. Die Form des Musters wird somit in die entgegengesetzte Richtung gebogen, um diese Verzerrung zu überwinden.
Dieses Merkmal wird als Verzerrungs- oder Sturzzugabe bezeichnet. Beispielsweise wird ein Gussteil in Form des Buchstabens U verzerrt, wobei die Beine divergieren, anstatt parallel zu sein. Zu
Um diese Bedingung zu kompensieren, wird das Muster so hergestellt, dass die
die Beine konvergieren, aber wenn das Gussteil nach dem Entfernen aus der Form abkühlt, richten sich die Beine auf und bleiben parallel.
Obwohl kein Verzug in veröffentlichter Datenform verfügbar ist, reicht der Verzugszuschlag von dem Standard-Endzuschlag bis zu 20 mm, wenn große Gussteile in Betracht gezogen werden.
5. Rap-Zulage
Wenn ein Muster in die Form geklopft wird, bevor es herausgezogen wird, wird der Hohlraum in der Form leicht vergrößert. In allen Fällen, in denen Gussstücke einheitlich und mustergetreu sein müssen, wird eine Klopf- oder Rütteltoleranz vorgesehen, indem das Muster etwas kleiner als die tatsächliche Größe gemacht wird, um das Klopfen der Form zu kompensieren.
Mustermaterialien
Die Auswahl des Mustermaterials hängt in erster Linie von folgenden Faktoren ab.
- Serviceanforderungen, z. B. Menge, Qualität und Komplexität des Gusses, d. h. gewünschte Mindestdicke, Genauigkeitsgrad und erforderliches Finish.
- Art der Herstellung des Gussstücks und Art des Formgebungsverfahrens.
- Möglichkeit von Designänderungen.
- Anzahl der zu fertigenden Gussteile, d.h. Möglichkeit von Nachbestellungen.
Wie man ein gutes Mustermaterial sein sollte:
- Einfach zu bearbeiten, zu formen und zu verbinden;
- Leicht im Gewicht;
- Stark, hart und langlebig, so dass es widerstandsfähig gegen Abnutzung und Abrieb, gegen Korrosion und chemische Einwirkung sein kann;
- formstabil in allen Lagen;
- Einfach zu geringen Kosten erhältlich;
- Reparierbar und wiederverwendbar;
- Kann gute Oberflächenbeschaffenheit annehmen.
Die große Vielfalt von Metallmaterialien, die diese Eigenschaften erfüllen, sind Holz und Holzprodukte; Metall und Legierungen; Pflaster; Kunststoffe und Gummi; und Wachse.
Holz :- Holz ist das am häufigsten verwendete Material für Muster, da es viele der oben genannten Anforderungen erfüllt. Es ist einfach zu verarbeiten und leicht verfügbar. Holz kann durch Kleben, Biegen und Krümmen in zahlreiche Formen geschnitten und verarbeitet werden; Es lässt sich leicht zu einer glatten Oberfläche schleifen und kann mit Schellack konserviert werden, dem am häufigsten verwendeten Oberflächenmaterial für Holzmuster.
Metall :- Metall wird verwendet, wenn eine große Anzahl von Gussteilen aus einem Metall gewünscht wird oder wenn die Bedingungen für Holzmuster zu streng sind. Metallmuster ändern ihre Form nicht, wenn sie Feuchtigkeit ausgesetzt werden. Ein weiterer Vorteil eines Metallmusters ist die Wickelfreiheit bei einer Lagerung.
Metallmuster sind aufgrund ihrer Genauigkeit, Haltbarkeit und Festigkeit beim maschinellen Formen sehr nützlich. Üblicherweise wird ein Metallmuster selbst aus einem Holzmuster gegossen, das als Urmuster bezeichnet wird. Wenn Metallmodelle aus Urmodellen gegossen werden sollen, muss eine doppelte Schrumpfung zugelassen werden.
Wenn beispielsweise das Metallmodell aus Messing und der Guss aus Gusseisen bestehen soll, muss die zulässige Schrumpfung des Holzurmodells 14 mm pro Meter für Messing plus 10 mm pro Meter für Gusseisen betragen , was insgesamt 24 mm mm m in für das Muster aus Gusseisen, Stahl, Messing, Aluminium und Weißmetall ergibt.
Gusseisen :- Gusseisen wird für einige hochspezialisierte Arten von Mustern verwendet. Es ist stark, ergibt eine gute glatte Formoberfläche mit scharfen Kanten und ist widerstandsfähig gegen die Einwirkung von Sand. Aber gusseiserne Modelle sind schwer und leicht zu brechen. Eisenmuster rosten zu sehr und erfordern einen trockenen Lagerplatz.
Messing :- Messing wird in Mustern verwendet, besonders wenn Metallmuster klein sind. Es ist stark, rostet nicht, hat eine bessere Oberflächenbeschaffenheit als Gusseisen und ist es auch
dem Verschleiß des Formsandes standhalten. Aber Messingmuster sind
schwerer als Gusseisen. Aus diesem Grund sind sie auf kleine Muster beschränkt.
Aluminium :- Aluminium ist wahrscheinlich das beste Allround-Metall, weil es bei a schmilzt
relativ niedrige Temperatur, ist weich und leicht zu bearbeiten, leicht im Gewicht und
korrosionsbeständig. Da Aluminium ziemlich weich ist, kann es leicht beschädigt werden
durch grobe Beanspruchung.
Weißmetall :- Weißmetall wird nicht viel für Muster verwendet, ist aber das beste Material
die für die Herstellung komplizierter und feiner Formen verwendet werden können. Diese Legierungen werden verwendet
in den meisten Druckgussproduktionen und werden daher oft als Druckguss bezeichnet
Legierungen. Sie haben einen niedrigen Schmelzpunkt, etwa 200°C, und haben wenig
merkliche Schrumpfung. Eine vergleichende Bewertung dieser Metalle wird als angegeben
Tabelle 11.1.
Kunststoffe :- Plastik findet jetzt seinen Platz als modernes Muster
Material, weil sie keine Feuchtigkeit aufnehmen, stark und formstabil sind
stabil, verschleißfest, haben eine sehr glatte und glänzende Oberfläche und sind
leicht im Gewicht. Aufgrund seiner glänzenden Oberfläche lässt es sich aus der Tasche ziehen
sehr leicht zu formen, ohne die Form zu verletzen, und keine trockene oder flüssige Trennung
Verbindung ist notwendig. Weiterhin hat das Kunststoffmaterial eine sehr geringe
solide Schrumpfung.
Wenn ein Kunststoffmuster erforderlich ist, wird zuerst ein Holzmuster angefertigt
dienen als Urmodell, das die Form bildet, in die das Kunstharz eingearbeitet wird
wird gegossen. Diese Formen können aus einer Vielzahl von Materialien hergestellt werden, einschließlich
Holz, Gummi, Kunststoffe, Metall oder Gips, wobei letzteres am stärksten ist
häufig verwendet.
In Modellbaubetrieben werden zwei Arten von Kunststoffmaterialien verwendet, nämlich duroplastische und thermoplastische Materialien. Bei den duroplastischen Varianten ist Epoxidharz aufgrund seiner guten Verarbeitungseigenschaften sehr beliebt geworden. Von den Thermoplasten, die beim Erhitzen tendenziell weich werden und anschließend gasen, ist Polystyrolschaum am weitesten verbreitet. Das Material ist in unterschiedlichen Dichten in geschäumter oder expandierter Form erhältlich. Es kann leicht sein
geformt, bearbeitet und durch Kleben hergestellt, um das Muster zu bilden.
Gummis :- Bestimmte Arten von Kautschuken, wie beispielsweise Silikonkautschuk, werden zum Bilden einer sehr komplizierten Form für Feinguss bevorzugt. Dieses Material ist wie Epoxidharz in zwei Komponenten erhältlich, Bindemittel und Härter. Wenn die beiden Teile, ursprünglich in flüssiger Form, miteinander vermischt, über ein Urmodell oder in eine Matrize gegossen und ausgehärtet werden, entsteht eine feste Form, d. h. ein Modell.
Pflaster :- Gipszement, der als Gips bekannt ist, wird ebenfalls verwendet
Herstellung von Mustern und Kernkästen. Es hat eine hohe Druckfestigkeit, z. B. nach oben
bis 300 kg/cm und lässt sich gut mit Holzwerkzeugen bearbeiten. Beim Talk u
Zement mit Wasser vermischt, bildet er eine plastische Masse, die sich gießen lässt
in eine Form.
Gips kann auch bequem zum Vorbereiten von Folgeplatten für Formarbeiten verwendet werden. Es sind auch proprietäre Sorten von Gipsputzen wie Ultracal, Hydrocal, Hydrostone und Hydrocal aus dem Mustergeschäft erhältlich.
Gipsputzmuster können entweder durch direktes Gießen der Aufschlämmung aus Gips und Wasser in Formen, die zuvor aus einem Urmuster hergestellt wurden, oder durch Fegen in die gewünschte Form oder Form durch das Sweep-and-Strickle-Verfahren hergestellt werden.
Wachse :- Wachsmodelle eignen sich hervorragend für Feingussverfahren. Die im Allgemeinen verwendeten Materialien sind Mischungen verschiedener Arten von Wachsen und anderen Additiven, die als Polymerisationsmittel, Stabilisatoren usw. wirken. Die üblicherweise gewählten Wachse sind Paraffinwachs, Schellackwachs, Bienenwachs, Ceresinwachs und mikrokristallines Wachs. Zu den gewünschten Eigenschaften eines guten Wachsmusters gehören ein niedriger Aschegehalt (bis zu 0,05 Prozent), Beständigkeit gegenüber dem für die Einbettung verwendeten Primärbeschichtungsmaterial, hohe Zugfestigkeit und Härte sowie erhebliche Schweißnahtfestigkeit.
Die normale Praxis zum Bilden von Wachsmodellen besteht darin, flüssiges oder halbflüssiges Wachs in eine geteilte Form einzuspritzen. Festinjektion wird auch verwendet, um Schrumpfung zu vermeiden und für eine bessere Festigkeit.
Industrietechnik
- Welche verschiedenen Arten von Laufwerksaussparungen gibt es?
- Welche verschiedenen Arten von Nägeln gibt es?
- 10 verschiedene Arten von Mustern beim Gießen
- Welche verschiedenen Arten von Materialien werden bei der Bearbeitung verwendet?
- Die Grundlagen von Kupplungen:Welche Arten gibt es?
- Was sind die verschiedenen Arten des Rohrbiegens?
- Was sind die verschiedenen Arten von Wartungsarbeitern?
- Welche Arten von Sandstrahlsand gibt es?
- Was sind die verschiedenen Arten von Fabrikarbeitern?
- Was sind die verschiedenen Arten von Handwerkzeugen?