


Was ist ein Muster beim Sandguss? Gussmusterprozess in der Gießerei
In der metallverarbeitenden Industrie ist ein Gussmodell eine Nachbildung, die eine ähnliche Form und Abmessung wie das Gussteil hat. Die Gussmuster werden verwendet, um in die Sandform zu drücken, um den Hohlraum zu erzeugen, der es ermöglicht, dass geschmolzenes Metall hineingegossen und das Gussteil geformt wird.
In der Sandguss-Gießerei (egal welcher Gusseisen-, Aluminium- oder Stahlguss) umfasst ein Modellsatz Modell, Angusssystem, Führungskopf, Steigrohr und Modellplatte.
Material, Design und Struktur des Musters wirken sich stark auf die Qualität der Produkte aus. Ebenso können die Betriebs- und Modellherstellungskosten in den Gießkosten gut berücksichtigt werden .
Gussmustermaterialien im Metallguss
Tipps zur Auswahl von Mustermaterialien

– Robust und langlebig :Wählen Sie die Mustermaterialien, die lange halten, sich während des Gießvorgangs nicht verziehen oder ihre Form ändern.
– Abrieb- und Wasserfestigkeit :Es ist wichtig, Materialien auszuwählen, die wasserfest und korrosionsbeständig sind, um die Gussmodelle vor Rost und Beschädigung zu schützen.
– Einfach zu formen :unbeeinflusst von Temperatur- und Feuchtigkeitsänderungen.
– Geringe Kosten und geringeres Gewicht :Dies stellt ein Gleichgewicht zwischen Kosten und Gewinn für Ihre Gießerei sicher.
Wählen Sie das Material für die Mustererstellung

Um diese oben genannten Kriterien zu gewährleisten und von der jeweiligen Branche abhängig zu sein, sollten die Mustermaterialien mit ihrer Flexibilität berücksichtigt werden . Metall, Holz und Kunststoff sind die vorrangigen Materialien im Musterherstellungsprozess.
- Metallmuster :Die Muster aus Metall sorgen für Härte und sind leicht zu formen. Die Schwäche von Metallmustern besteht jedoch darin, dass sie leicht zu rosten sind und eine große Masse aufweisen . Außerdem erfordert Metallmustermaterial auch fortschrittliche Geräte und ist schwer zu reparieren, was zu höheren Kosten im Gesamtvergleich führt .
Es gibt Metalle, die üblicherweise im Modellherstellungsprozess verwendet werden, wie Grauguss, Stahl, Aluminium und Magnesium . Jedes dieser Mustermaterialien hat eine andere Schrumpfungseigenschaft.
- Holzmuster :ist aufgrund seiner Verfügbarkeit und geringen Masse ein sehr beliebtes Mustermaterial . Außerdem lässt sich Holz leicht formen mit weitaus günstigeren Kosten als Metallmuster. Der Nachteil von Holzmustern ist jedoch, dass es leicht Feuchtigkeit aufnimmt und sich verzieht .
- Kunststoffmuster :Kunststoff und Fiberglas sind heutzutage Trends, weil ihr größter Vorteil leichte Masse ist , wasserdicht und chemikalienbeständig . Außerdem ist die Oberflächenbeschaffenheit des Kunststoffs exzellenter Glanz . Dieser Materialnachteil ist jedoch einfach zu knacken während des Gießvorgangs mit starken Stößen oder Vibrationen konfrontiert werden.
- Andere Materialien :Wachs und Pariser Gips werden auch als Modellmaterialien für den Gussprozess verwendet, aber nur vorzuziehen in der Feingusstechnik .
Gussmodellarten in der Metallbearbeitung
Es gibt eine Reihe von Mustertypen im Metallguss und jeder Typ passt zu spezifischen Gussanforderungen. Hier sortiert VIC die hauptsächlich 3 Gießmustertypen aus, die am häufigsten in der Metallgießerei zu finden sind.
1. Einzelstückmuster
Einzelstückmuster ist der billigste Mustertyp . Diese Sorte wird häufig bei einfachem Guss, flacher Oberfläche und geringem Produktionsvolumen sowie bei der Prototypenentwicklung verwendet.
2. Geteilte oder zweiteilige Muster
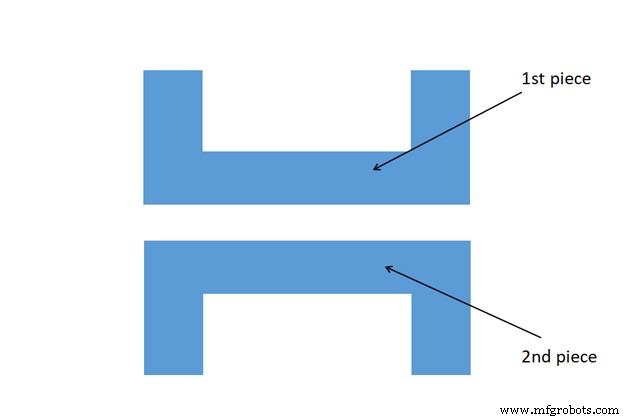
Zweiteiliges Muster ist üblich beim Gießen komplizierter Objekte . Dieser Mustertyp wird in Trennebenen aufgeteilt und die Position der Ebene wird durch die Gussform bestimmt.
Das Muster ist in zwei Teile geteilt, einer der Teile ist in Drag gegossen und der andere ist eingeformt . Das Oberteil hat immer Passstifte das passt zu den präzise gemachten Löchern im Schleppteil des Musters.
3. Segmentierte oder mehrteilige Muster
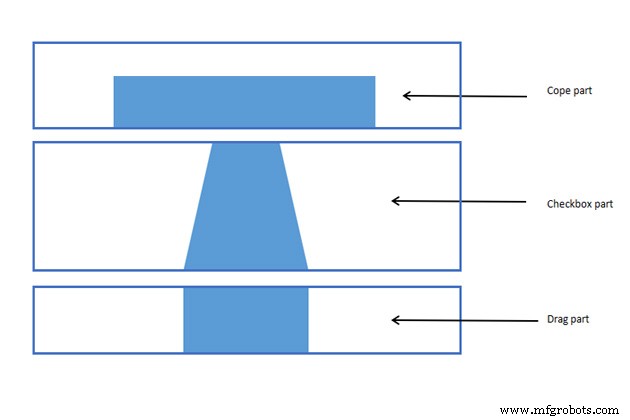
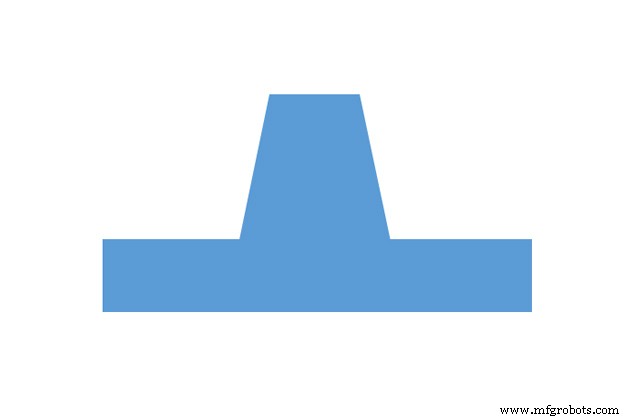
Mehrteiliges Muster bevorzugt superkomplizierte Gussteile die mit anderen Musterherstellungsmethoden nicht herzustellen sind. Dieses Muster besteht aus drei Teilen:oberer, mittlerer und unterer Teil.
Der obere Teil ist Abschlussteil , der untere Teil ist ein Ziehteil und der mittlere ist Checkbox-Teil . Es wird in verschiedenen Arten von Verbindungen wie Gehrungsverbindung, Dübelverbindung verwendet.
Gussmusterherstellungsprozess in der Gießerei
1. Musterdesign

Die technische Abteilung arbeitet an der Gussmusterherstellung muss die Gusszeichnung sorgfältig prüfen, um das Muster so eng und effektiv wie erwartet zu entwerfen.
Die wichtigsten Punkte müssen berücksichtigt werden, einschließlich der Trennebene , Form und Abmessung des Gussstücks und Kern , plus Mustermaterial .
Schritt 1:Trennebene festlegen
Normalerweise fällt die Trennebene mit der Formtrennlinie zusammen.
Wenn das Muster ein Teilungsmuster oder mehrteiliges Muster ist, müssen die oberen und unteren Teile klar definiert sein, auch wenn die Teilungsfläche symmetrisch ist .
Schritt 2:Bestimmen Sie die Form und Abmessung des Stützkerns.
Kerndruckunterstützung wird verwendet, um den Kerndruck zu unterstützen, der in der Form fixiert werden soll.
Die Toleranz der Kerndruckunterstützung wirkt sich direkt auf die Maßtoleranz innerhalb der Form aus. Daher müssen die Form des Kerndrucks, die Lücke zwischen dem Kern und dem Muster zusammen mit dem Mustermontageprozess berücksichtigt werden, um den Kerndruck genau zu unterstützen .
Schritt 3:Musterabmessungen und Aufmaß bestimmen
Da das Modell Trennebenen hat, hat jedes Teil eine andere Abmessung und sobald diese Teile zusammengebaut sind, müssen sie jeweils mit der Gussabmessung übereinstimmen.
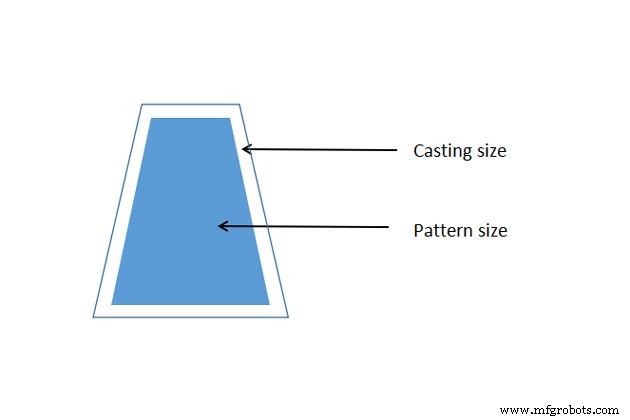
Wenn das Muster aus Metall besteht, schrumpft es, wenn es komprimiert wird . Wenn Sie also die richtige Größe der Gusszeichnung als Vorlage nehmen, wird die Größe des Gussstücks deutlich kleiner. Um dieses Problem zu lösen, muss der Formhohlraum vergrößert werden und die Modellgröße muss um einen Anteil der Schrumpfung des Metalls größer sein als die Gussgröße. Dies wird basierend auf Musterzugaben bestimmt .
Schritt 4:Mustermaterialien bestimmen
- Holzmuster :Wenn das Muster klein ist, kann es aus Massivholz hergestellt werden. Wenn das Muster größer und komplizierter ist, muss es aus geschnittenem Holz bestehen. Um eine Holzmusterzeichnung darzustellen, können Sie vollständige Ansichten und Schnitte zeichnen oder Puzzleteilsymbole verwenden, um Zeit zu sparen und das Lesen zu erleichtern.
- Metallmuster :Anwendbar für Massenproduktion oder Großserienbestellung. Wenn das Mustervolumen groß ist, ist es ratsam, Muster mit innenliegendem Hohlmetall herzustellen, um Gewicht zu reduzieren und Materialkosten zu sparen. Wenn das Muster klein ist, wählen Sie Vollmetall.
Schritt 5:Wird beim Zusammenfügen des Musters gefunden
Für kreisförmige Proben mit Trennebene senkrecht zur Schleuderwelle wird nur 1 Passstift benötigt.
Verwenden Sie für andere Typen 2 oder 3 Passstifte.
Grundsätzlich gilt, je größer der Abstand zwischen Passstiften ist, desto genauer ist die Positionierung. Die Stift- und Lochstruktur muss eine angemessene Größe haben, um ein leichtes Herausziehen und Zerlegen zu ermöglichen . Bei Mustern mit geteilten Ebenen müssen die Passstifte des oberen Teils mit den präzise gefertigten Löchern des unteren Teils übereinstimmen.
Darüber hinaus ist es notwendig, auf der Musterzeichnung die Oberflächenglätte und die Farbe der Teile des Musters anzugeben.
2. Gießmusterzugaben
Musterzugaben spiegeln die Eigenschaften des Gussmetalls wider. Bei der Herstellung des Modells müssen bestimmte Toleranzen für die in der Zeichnung des fertigen Bauteils angegebenen Größen angegeben werden, damit ein Gussteil mit der besonderen Spezifikation hergestellt werden kann.
Es gibt die folgenden Zulagen:
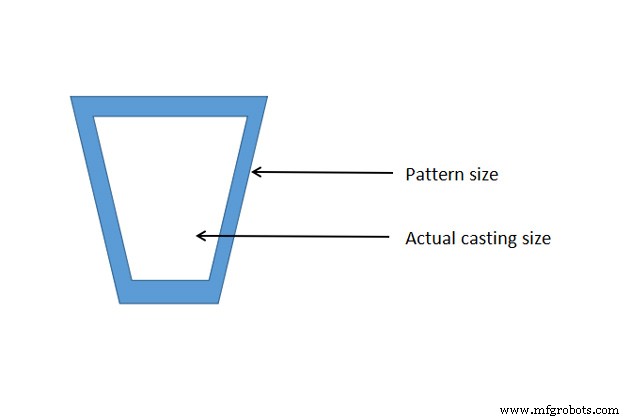
Schrumpfverfestigung (oder Kontraktionszuschlag)
Die meisten Metalle schrumpfen beim Abkühlen, das ist der Übergang von flüssig zu fest (sogenannte Flüssigkeitsschrumpfung) und Kühlung in fester Form (als lineare Kontraktion bezeichnet).
Die Schrumpfung einer Flüssigkeit ist eine Volumenabnahme während der Erstarrung (von flüssig zu fest). Die Flüssigkeitsschwindung wird durch in der Form vorgesehene Speiser berücksichtigt, die das flüssige Metall dem Gussteil zuführen.
Die Feststoffschrumpfung ist eine Größenreduzierung bei gleichzeitiger Reduzierung der Wärme, wenn sich der Metallguss im festen Zustand befindet. Um dies zu berücksichtigen, wird für die Muster eine Schrumpfzulage bereitgestellt.
Schrumpfrate und -niveau hängen vom Material ab. Die folgende Tabelle zeigt die Schwindungsraten für verschiedene Metalle.
| Material | Schwund |
| Grauguss | 1 % |
| Stahl | 2 % |
| Kupfer/Aluminium | 1,5 % |
| Weißes Eisen | 1,5 % |
| Magnesium | 1,6 % |
Hinweis:Die Schrumpfung hängt auch von der Größe des Materials ab, je länger die Größe, desto höher die Schrumpfung.
Im Wesentlichen ist der Musterherstellungsprozess Schrumpfungsformel ist:
Mustergröße =Gießgröße + Metallschrumpfung
Bei der Aufzeichnung auf der Zeichnung müssen jedoch weiterhin Daten gemäß der Gusszeichnung erfasst werden. Verwenden Sie bei der Herstellung von Mustern Größenverhältnisse in Abhängigkeit von verschiedenen Gusslegierungen.
Entwurfs- oder Verjüngungszugabe
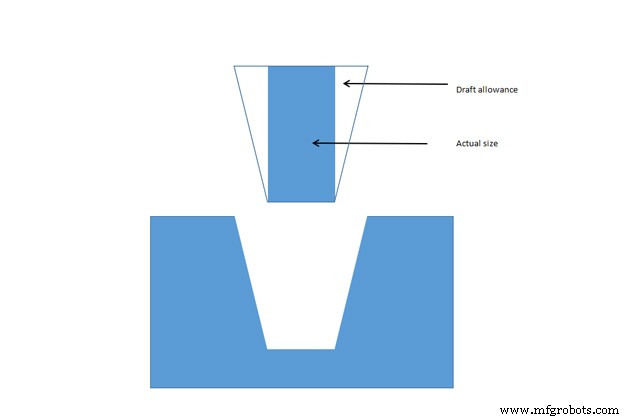
Wenn das Muster aus der Sandform entfernt wird, können die Wände der Form mit dem Muster gerieben werden, was dazu führt, dass das Muster zerrissen und beschädigt wird. Um dies zu vermeiden, muss an allen vertikalen Flächen des Musters eine Verjüngung erzeugt werden, dies wird als Zugschräge bezeichnet .
Hier sind in dem Moment, in dem das Musterabheben beginnt, alle seine Oberflächen von der Sandoberfläche entfernt. Daher kann das Modell entfernt werden, ohne den Formhohlraum zu beschädigen.
Der Winkelentwurf wird für alle Flächen des Musters erzeugt, die parallel zur Zugrichtung sind, um den Vorgang des Zurückziehens zu erleichtern. Je nach Größe der Außenflächen liegt der Wert der Winkelschräge im Bereich von 0,5 – 3 Grad.
| Material | Höhe der angegebenen Fläche (Zoll) | Entformungswinkel (Außenfläche) | Entformungswinkel (Innenfläche) |
| Holz | 1 1 – 2 2 – 4 4 – 8 8 – 32 | 3.00 1,50 1.00 0,75 0,50 | 3.00 2,50 1,50 1.00 1,00 |
| Metall, Kunststoff | 1 1 – 2 2 – 4 4 – 8 8 – 32 | 1,50 1.00 0,75 0,50 0,50 | 3.00 2.00 1.00 1.00 0,75 |
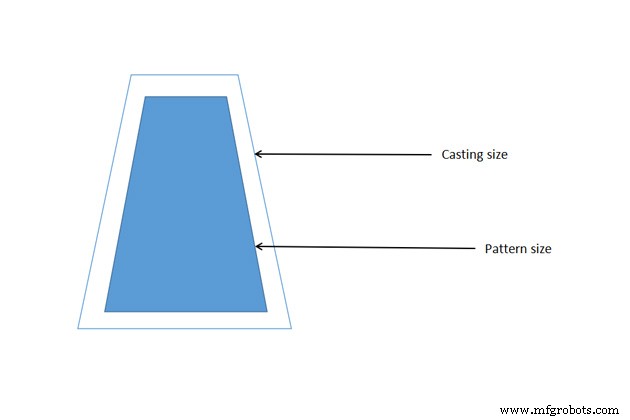
Endbearbeitungs- oder Bearbeitungszugabe
Die Oberfläche des gesammelten Gussstücks hat normalerweise nicht die richtige Größe, daher muss eine Bearbeitung wie Drehen oder Schleifen durchgeführt werden, um die Oberflächenqualität zu verbessern.
Da durch die Bearbeitung eine Menge Metall aus dem Gussstück entfernt wird, wird eine Metallmenge als Bearbeitungszugabe bezeichnet muss kompensiert werden. Die Bearbeitungszugabe wird durch das Gießverfahren, die Größe des Gussstücks, das Gussmaterial und die Endbearbeitungsmöglichkeit des Gussstücks beeinflusst.
| Metall | Abmessung (Zoll) | Zugabe (Zoll) |
| Gusseisen | Bis zu 12 12 bis 20 20 bis 40 | 0.12 0,20 0,25 |
| Stahlguss | Bis zu 6 6 bis 20 20 bis 40 | 0.12 0,25 0,30 |
| Kein Eisen | Bis zu 8 8 bis 12 12 bis 40 | 0,09 0,12 0,16 |
Verzugs- oder Sturzzuschlag
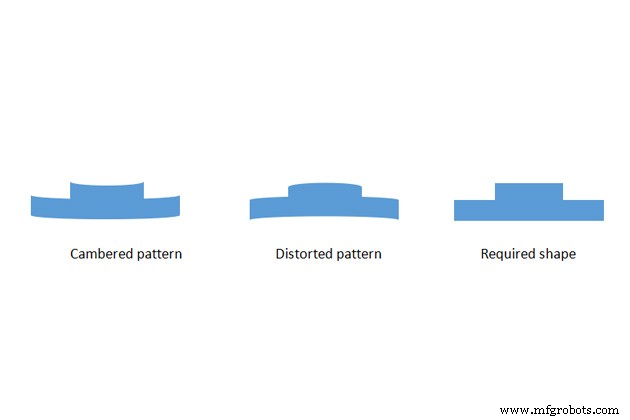
Wenn das Gussstück während der Erstarrung die Form L, U, V, T, … hat oder dünner als die Länge ist, neigt es dazu, sich in vertikalen Ebenen zu verformen .
Der Grund für dieses Problem liegt darin, dass sich im festen Metall innere Spannungen entwickeln. Diese inneren Spannungen werden durch die ungleichmäßige Abkühlung verschiedener Teile des Gussstücks verursacht, was Kondensationskonflikte verursacht , es wird als Verzerrungszuschlag bezeichnet oder Sturzzuschlag .
Die Abhilfe für diese Situation besteht darin, das Gussdesign dahingehend zu modifizieren, dass das Muster anfänglich in die entgegengesetzte Richtung verzerrt wird. Der Grad der zu korrigierenden Verzerrung wird basierend auf der Erfahrung des Musterherstellers bewertet.
Rappen oder Schütteln
Beim Entfernen des Modells aus der Sandform ist es bei großen Modellen oder beim hochpräzisen Gießen erforderlich, um die vertikale Oberfläche des Modells zu klopfen, um den Formhohlraum zu erweitern, und dann das Modell leichter aufzunehmen. Es galt nur für Bemaßungen, die parallel zur Trennebene sind .
Um dies auszugleichen, müssen wir die ursprüngliche Mustergröße reduzieren. Es gibt keine Standardformel zur Berechnung dieser Zulage, da sie stark vom Arbeitnehmer abhängt.
Kern und Kerndruck
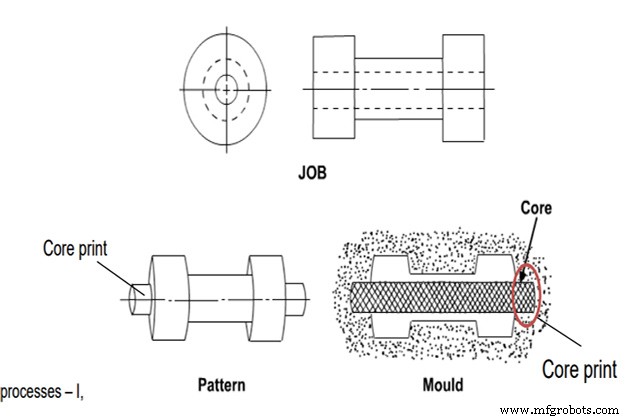
Ein Kern wird verwendet, um Löcher oder Aussparungen in einem Gussstück zu erzeugen . Der Kern besteht normalerweise aus grünem oder trockenem Sand.
Der Kerndruck wird in der Form bereitgestellt, um den Kern zu lokalisieren, zu positionieren und zu stützen . Der Sandkern bleibt in dieser Position, wenn das geschmolzene Metall in die Form gegossen wird.
Der Kern muss horizontal, vertikal platziert oder in den Formhohlraum gehängt werden. Der Kern kann sich jedoch nicht ohne Unterstützung selbst in den Formhohlraum einhängen. Der Kerndruck wird mit Hilfe von Vorsprüngen auf dem Muster vorbereitet . Das Problem ist jedoch, dass beim Entfernen des Musters die Form aufgrund des Vorhandenseins dieser Vorsprünge beschädigt wird. Daher wird für den Gießprozess, bei dem der Kern verwendet wird, ein geteiltes Muster verwendet.
Der Kerndruck muss die geeignete Größe und Form haben, um dem Gewicht des Kerns und dem Auftrieb des geschmolzenen Metalls um ihn herum während des Gießens standzuhalten.
3. Musterherstellung
Gating-System entwerfen
Jedes Muster enthält ein Angusssystem, um flüssiges Metall in den Formhohlraum zu gießen . Das Angusssystem ist sehr wichtig, da es die Geschwindigkeit reguliert, mit der Metall in die Form gegossen wird. Wenn die Geschwindigkeit zu hoch ist, kann es zu Formkorrosion kommen, wenn sie zu langsam ist, kann es dazu führen, dass das Metall abkühlt, bevor es den Hohlraum füllt.
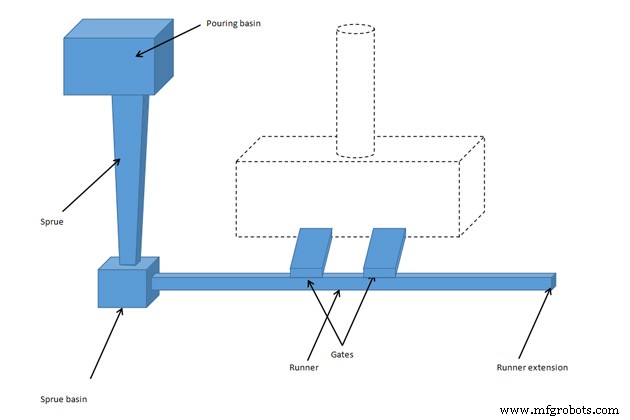
Dieses Torsystem besteht aus den folgenden verbundenen Teilen:
- Ausgießbecher :ist ein kegelförmiger Eingang in die Form. Es hilft, die Turbulenzen des Metallflusses zu kontrollieren und die Fließgeschwindigkeit zu stabilisieren sowie Schlacke während des Gießens zu trennen.
- Angüsse :ein Trichter, der geschmolzenes Metall von einem Gießbecher in den konischen Gussast leitet, dann durch den Anguss und nacheinander in die Tore mündet.
- Tor :ist das Ende des Weges, hier beginnt Mold Cavity.
Es gibt zwei Arten von Toren:großes Tor und kleines Tor. Große Tore werden verwendet, um das Metall schnell abzukühlen, und kleinere Tore werden zum langsamen Abkühlen verwendet. Je nach Anforderung an die Kondensationsrate des Gussteils wird ein angemessener Anschnitt verwendet.
- Riser :Ist ein geschmolzener Metallhohlraum und Teil der Form, die bereitgestellt wird, um die Metallschrumpfung zu kompensieren, da sie die Temperatur reduziert und Löcher verhindert. Riser ist, wo flüssiges Metall langsam abkühlt. Anhand des Risers weiß der Werker, ob die Matrize gefüllt ist oder nicht.
Wenn das Gussteil Löcher im Design hat, muss der Kern in die Form gelegt werden, um die Position zu bestimmen, an der das Metall nicht fließen kann.
Manchmal ist es möglich, Schüttelfrost auf die Musteroberfläche zu legen vor dem Gießen, um lokal abzukühlen, um die Abkühlreihenfolge von flüssigen Metallen zu bestimmen. Schüttelfrost kann leicht wiedergewonnen und wiederverwendet werden, da es sich nur um Metallstücke handelt, die eine viel kühlere Temperatur haben und nicht am Gussstück haften bleiben.
Gating-Systeme können manuell oder mit automatisierter Software entworfen werden.
Die Details zum Entwerfen des Gating-Systems:https://vietnamcastiron.com/gating-system/
Musterherstellung
Wie bereits erwähnt, gibt es Muster in einer Vielzahl verschiedener Materialien, darunter Holz, Metall, Kunststoff und Wachs. Mustermaterialien aus Holz und Metall werden üblicherweise für den Sandguss verwendet , während Wachs üblicherweise für Feinguss verwendet wird .
Muster haben unterschiedliche Komplexität, je nach Größe, Form und benötigter Menge.
Wenn beim Feinguss jedes Wachsmodell während des Gießens zerstört wird, wird für jedes Gussstück ein Wachsmodell benötigt, und diese Wachsmodelle werden in der Form erzeugt. Wachs wird in diese Formen gefüllt, und nach dem Abkühlen wird die Form getrennt und das einteilige Wachsmodell extrahiert.
Beim Sandguss wird das Muster normalerweise aus Metall- oder Holzmuster hergestellt. Wenn eine hohe Präzision erforderlich ist, wird sie von einer CNC-Maschine verarbeitet .
Zusammenfassung
Damit hat VIC alle Fragen zur Herstellung eines Gussmodells in der metallverarbeitenden Industrie und Hinweise zum Prozess der Modellherstellung beantwortet.
Das Finish und die Größe des Gussteils hängen stark vom Gussmuster ab und bestimmen somit den Erfolg der Gussproduktqualität. Daher ist die Modellherstellung ein Beruf, der sowohl Erfahrung als auch ein hohes Maß an Arbeitskompetenz erfordert.
Bitte folgen Sie der Casting-Blogserie mit VIC, um mehr Wissen über die Casting-Branche zu aktualisieren. Zögern Sie auch nicht, uns eine E-Mail zu senden, wenn Sie nach einem OEM-/ODM-Hersteller in der Gussindustrie suchen:[email protected].
Herstellungsprozess
- Der 6-Schritte-Prozess des Schalenformgusses
- Was ist Metallguss? - Definition, Typen und Prozess
- Der Metallgussprozess:Machen Sie eine Gießereibesichtigung
- Sandguss vs. Druckguss:Was sind die Unterschiede?
- Was ist Sandguss?
- Wann das Harz-Sandgussverfahren gewählt werden sollte
- Was ist eine Gießerei?
- Was ist CI-Casting?
- Was ist Formsand?
- Sandgussverfahren verstehen