


Gängige Methoden zur Erzielung der Werkstückgenauigkeit bei der Bearbeitung (1)
Die Bearbeitungsgenauigkeit bezieht sich auf den Grad, in dem die tatsächlichen geometrischen Parameter (Größe, Form und Position) des Teils nach der Bearbeitung mit den in der Zeichnung angegebenen idealen geometrischen Parametern übereinstimmen. Je höher der Grad dieser Konformität, desto höher die Verarbeitungsgenauigkeit.
Heute werden wir die folgenden 3 Aspekte diskutieren:
- So erhalten Sie die Maßhaltigkeit von Teilen
- Methode zur Erlangung der Formgenauigkeit
- Methode zur Ermittlung der Positionsgenauigkeit
So erhalten Sie die Maßhaltigkeit von Teilen
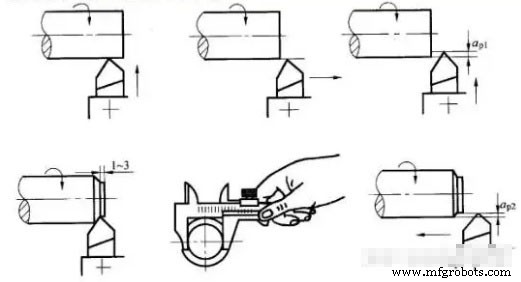
(1) Probeschneidemethode
Das heißt, versuchen Sie zuerst, einen kleinen Teil der bearbeiteten Oberfläche auszuschneiden, messen Sie die Größe des Testschnitts, passen Sie die Position der Schneidkante des Werkzeugs relativ zum Werkstück entsprechend den Bearbeitungsanforderungen an und versuchen Sie dann zu schneiden. und dann messen, also nach zwei oder drei Probeschnitten und Messungen, wenn es bearbeitet ist. Nachdem die Größe den Anforderungen entspricht, schneiden Sie die gesamte zu bearbeitende Fläche.
Das Probeschnittverfahren besteht aus „Probeschnitt – Messung – Anpassung – erneuter Probeschnitt“ und wiederholt sich, bis die erforderliche Maßhaltigkeit erreicht ist. Zum Beispiel das Probebohren des Kastenlochsystems.
Die durch die Probeschneidemethode erreichte Genauigkeit kann sehr hoch sein, sie erfordert keine komplizierten Geräte, aber diese Methode ist zeitaufwändig (erfordert mehrere Anpassungen, Probeschnitte, Messungen und Berechnungen), wenig effizient und hängt vom Qualifikationsniveau ab der Arbeiter und die Genauigkeit der Messgeräte. Die Qualität ist instabil, daher wird sie nur für die Einzelstück-Kleinserienproduktion verwendet.
Als eine Art Probe-Schneidverfahren-Matching basiert es auf dem bearbeiteten Teil, der Bearbeitung eines anderen passenden Werkstücks oder der Kombination von zwei (oder mehr) Werkstücken zur Bearbeitung. Die Anforderungen an die endgültig bearbeiteten Abmessungen in der Abgleicharbeit basieren auf den Abgleichanforderungen mit den bearbeiteten Teilen.
(2) Anpassungsmethode
Verwenden Sie Muster- oder Standardteile, um die genaue relative Position von Werkzeugmaschinen, Vorrichtungen, Schneidwerkzeugen und Werkstücken einzustellen, um die Maßhaltigkeit der Werkstücke sicherzustellen. Da die Größe im Voraus angepasst wird, müssen Sie während der Verarbeitung nicht erneut versuchen zu schneiden. Die Größe wird automatisch ermittelt und bleibt während der Bearbeitung einer Teilecharge unverändert. Dies ist die Anpassungsmethode. Beispielsweise wird bei Verwendung einer Fräsmaschinenhalterung die Position des Werkzeugs durch den Werkzeugblock bestimmt. Das Wesentliche des Einstellverfahrens besteht darin, die Vorrichtung mit festem Abstand oder die Werkzeugeinstellvorrichtung an der Werkzeugmaschine oder dem voreingestellten Werkzeughalter zu verwenden, um das Werkzeug dazu zu bringen, eine bestimmte Positionsgenauigkeit relativ zur Werkzeugmaschine oder Vorrichtung zu erreichen, und dann zu verarbeiten a Charge von Werkstücken.
Die Werkzeugmaschine schiebt vor und schneidet dann gemäß der Skala, was auch eine Art Einstellmethode ist. Bei dieser Methode muss zunächst die Skala auf dem Zifferblatt nach der Probeschnittmethode bestimmt werden. In der Serienfertigung werden häufig Werkzeugeinstellgeräte wie Festanschlagsstopper, Prototypen und Prototypen zum Einstellen verwendet.
Das Einstellverfahren hat eine bessere Verarbeitungsgenauigkeit und -stabilität als das Probeschneideverfahren und eine höhere Produktivität. Es erfordert keine hohen Werkzeugmaschinenbediener, aber es hat hohe Anforderungen an Werkzeugmaschineneinsteller. Es wird häufig in der Serien- und Massenproduktion eingesetzt.
(3) Methode mit fester Größe
Das Verfahren, bei dem die entsprechende Größe des Werkzeugs verwendet wird, um die Größe des bearbeiteten Teils des Werkstücks sicherzustellen, wird als Kalibrierverfahren bezeichnet. Es verwendet Werkzeuge in Standardgröße für die Bearbeitung, und die Größe der bearbeiteten Oberfläche wird durch die Werkzeuggröße bestimmt. Das heißt, ein Werkzeug mit einer bestimmten Maßgenauigkeit (z. B. eine Reibahle, ein Reibahle, ein Bohrer usw.) wird verwendet, um die Genauigkeit des zu bearbeitenden Werkstücks (z. B. eines Lochs) sicherzustellen.
Das Dimensionierungsverfahren ist einfach zu handhaben, hat eine hohe Produktivität und eine relativ stabile Verarbeitungsgenauigkeit. Es hat fast nichts mit dem technischen Niveau der Arbeiter zu tun. Es hat eine hohe Produktivität und wird häufig in verschiedenen Produktionsarten eingesetzt. Zum Beispiel Bohren, Reiben usw.
(4) Aktives Messverfahren
Während des Bearbeitungsprozesses werden die Bearbeitungsmaße während der Bearbeitung gemessen, und die gemessenen Ergebnisse werden mit den von der Konstruktion geforderten Maßen verglichen, oder die Werkzeugmaschine kann weiterarbeiten oder die Werkzeugmaschine stoppen. Dies ist die aktive Messmethode.
Derzeit kann der Wert bei aktiver Messung digital angezeigt werden. Das aktive Messverfahren fügt dem Prozesssystem (d. h. der Einheit von Werkzeugmaschinen, Schneidwerkzeugen, Vorrichtungen und Werkstücken) das Messgerät hinzu, das zu seinem fünften Faktor wird.
Die aktive Messmethode hat eine stabile Qualität und eine hohe Produktivität, was die Entwicklungsrichtung ist.
(5) Automatische Kontrollmethode
Dieses Verfahren besteht aus Messgerät, Zuführgerät und Kontrollsystem. Es kombiniert das Mess-, Zuführgerät und das Steuersystem zu einem automatischen Verarbeitungssystem, und der Verarbeitungsprozess wird vom System automatisch abgeschlossen.
Eine Reihe von Aufgaben wie Größenmessung, Werkzeugkompensationseinstellung, Schneidbearbeitung und Maschinenstopp werden automatisch abgeschlossen, um automatisch die erforderliche Maßgenauigkeit zu erreichen. Beispielsweise werden bei der Bearbeitung auf einer CNC-Werkzeugmaschine die Teile durch verschiedene Anweisungen des Programms bearbeitet, um die Bearbeitungsreihenfolge und Bearbeitungsgenauigkeit zu steuern.
Es gibt zwei spezifische Methoden der automatischen Steuerung
①Automatische Messung
Dies bedeutet, dass die Werkzeugmaschine eine Vorrichtung zum automatischen Messen der Größe des Werkstücks aufweist. Wenn das Werkstück die erforderliche Größe erreicht, gibt das Messgerät eine Anweisung aus, die Werkzeugmaschine automatisch zurückzuziehen und die Arbeit einzustellen.
②Digitale Steuerung
Dies bedeutet, dass in der Werkzeugmaschine Servomotoren, Rollspindelmutterpaare und ein vollständiger Satz digitaler Steuergeräte vorhanden sind, um die präzise Bewegung des Werkzeughalters oder Arbeitstisches zu steuern. Die Größenerfassung (die Bewegung des Werkzeughalters oder die Bewegung des Arbeitstisches) wird durch ein vorprogrammiertes Programm bestimmt. Automatische Steuerung durch digitales Computersteuergerät.
Das anfängliche automatische Steuerverfahren wurde durch die Verwendung aktiver Mess- und mechanischer oder hydraulischer Steuersysteme vervollständigt. Gegenwärtig werden vorab arrangierte Programme entsprechend den Verarbeitungserfordernissen weithin verwendet. Das vom Steuersystem gesteuerte Programm zum Ausführen von Arbeiten oder die vom Steuersystem ausgegebene digitale Werkzeugmaschine zum Ausführen von digitalen Informationsanweisungen kann sich an Änderungen der Verarbeitungsbedingungen während des Verarbeitungsprozesses anpassen, die Verarbeitungsmenge automatisch anpassen und dies realisieren Optimierung des Verarbeitungsprozesses gemäß den vorgegebenen Bedingungen. Die Werkzeugmaschine mit adaptiver Steuerung führt eine automatische Steuerungsverarbeitung durch.
Das automatische Steuerverfahren hat eine stabile Qualität, eine hohe Produktivität, eine gute Verarbeitungsflexibilität und eine Anpassungsfähigkeit an die Mehrsortenproduktion, die die aktuelle Entwicklungsrichtung der mechanischen Fertigung und die Grundlage der computergestützten Fertigung (CAM) ist.
Herstellungsprozess
- Java-Methoden
- C# - Methoden
- Gebräuchlichste Methoden der Werkzeugeingabe
- Wie kann die CNC-Bearbeitung die Genauigkeit der Werkstückbearbeitung verbessern?
- Tipps und Tricks zur CNC-Bearbeitung
- Fehleranalyse und Verbesserungsmethoden im CNC-Bearbeitungsprozess
- Gängige Methoden zum Erzielen der Teilegenauigkeit bei der Bearbeitung
- Gängige Methoden zur Erzielung der Werkstückgenauigkeit bei der Bearbeitung (2)
- 4 Gängige Prozessmethoden der partiellen Galvanisierung
- Identifizieren häufiger CNC-Bearbeitungsfehler und Kontrollmaßnahmen