


Funkenerosion (EDM):Prinzip, Arbeitsweise, Vor- und Nachteile
Elektroerosionsbearbeitung (EDM) ist eine Materialentfernungs- oder Fertigungstechnik. Es wurde erstmals 1770 von Joseph Priestly eingeführt. Mit der Modernisierung von Technologie und Ausrüstung ist diese Technologie jedoch jetzt in Computer Numerical Control (CNC) integriert. Der EDM-Prozess beinhaltet die Verwendung von Wärmeenergie, um überschüssiges Material von einem Objekt zu entfernen, um die gewünschte Form für die Aufgabe zu erzeugen.
Es ist nicht das beliebteste CNC-Bearbeitungsverfahren. Ingenieure verlassen sich jedoch darauf, um Teile herzustellen, die nicht verarbeitet werden können. Es erfordert oder verwendet keine mechanische Kraft, um überschüssiges Material zu entfernen. Aus diesem Grund denken viele, dass es sich um einen unkonventionellen Herstellungsprozess handelt. Dieses Verfahren erleichtert die Formgebung und Verarbeitung für eine Vielzahl von Branchen. In diesem Artikel werden wir sein Funktionsprinzip, die verschiedenen verfügbaren Typen sowie seine Vorteile und Anwendungen untersuchen.

Überblick über Funkenerosion (EDM)
Elektroerosionsbearbeitung (EDM) ist ein Prozess, bei dem Material entfernt wird, indem es wiederholt kontrollierten elektrischen Entladungen ausgesetzt wird. Es ist für thermoelektrische Phänomene geeignet. Wenn zwischen der Elektrode/dem Draht und dem Werkstück eine Entladung auftritt, wird auf dem Werkstück Wärmeenergie erzeugt. Dies führt zum Abtragen der Materialschicht. Im Allgemeinen wird EDM in drei Arten unterteilt:Senkerodieren, Erodieren mit kleinen schnellen Löchern und Drahterodieren. In modernen Produktionsprozessen sind Drahterodiermaschinen jedoch mit CNC integriert. Daher werden in der Industrie häufig automatisierte Erodiermaschinen eingesetzt.
Dies ist ein hochpräziser Prozess und erfordert keine Verwendung von Werkzeugen am Werkstück. Wenn Sie harte Materialien bearbeiten oder komplexe Formen formen müssen, ist EDM normalerweise die beste Wahl.
Wie funktioniert die Funkenerosionsbearbeitung?
Obwohl die Definition einfach erscheinen mag, ist der physikalische Prozess komplizierter. Die Verwendung von EDM zum Entfernen von Material von dem Werkstück wird durch eine Reihe von wiederholten schnellen Stromentladungen zwischen den Elektroden erreicht. Diese Elektroden werden unter Verwendung von Dielektrikum getrennt. Dann wird die Spannung durch das Dielektrikum geschickt. Zu beachten ist, dass die EDM-Fertigung nur für leitfähige Materialien geeignet ist.
Eine dieser Elektroden wird verwendet, um die Form zu ändern, um sie genau dem Zweck anzupassen. Die Elektrode ist eine Werkstückelektrode oder "Anode". Die am häufigsten verwendeten Elektrodenmaterialien sind Kupfer, Wolframlegierung, Gusseisen, Stahl, Silber-Wolfram-Legierung und Graphit. Die andere Elektrode ist die Werkzeugelektrode oder „Kathode“. Das Grundprinzip dieses Verfahrens besteht darin, Materialien mit kontrollierten elektrischen Funken zu korrodieren. Aus diesem Grund dürfen sich die beiden Elektroden nicht berühren.
Zwischen dem Werkstück und der Elektrode wird eine Potentialdifferenz in Form von Impulsen angelegt. Wenn sich die Elektroden dem Werkstück nähern, nimmt das in dem kleinen Spalt zwischen ihnen vorhandene elektrische Feld zu. Dies wird so lange fortgesetzt, bis es das Zusammenbruchsniveau erreicht.
Die Entladung bewirkt eine extreme Erwärmung des Materials. Beim Erhitzen schmelzen einige Teile des Materials. Der stabile Fluss des Dielektrikums hilft, überschüssiges Material zu entfernen. Die Flüssigkeit hilft auch beim Abkühlen während der Verarbeitung.
Arten der Funkenerosionsbearbeitung
Der EDM-Prozess ist einzigartig und traditionell. Dies bedeutet jedoch nicht, dass es nur eine Methode für diesen Prozess gibt. Es gibt drei verschiedene Arten von EDM. Dies hilft sicherzustellen, dass es Alternativen gibt, wenn ein Typ nicht geeignet ist. Zu den verschiedenen Arten der Funkenerosionsbearbeitung gehören:
Draht EDM
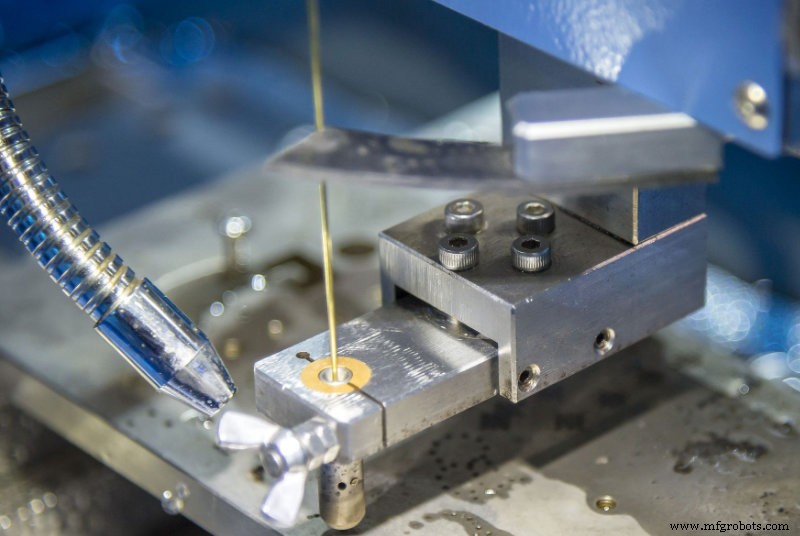
Drahterosion wird manchmal auch als Drahterosion oder Funkenerosion bezeichnet und ist ein beliebter Prozess. Dabei wird Messingdraht oder dünnes Kupfer verwendet, um das Werkstück zu schneiden. Hier wirken die dünnen Drähte als Elektroden. In diesem Fall ist die dielektrische Flüssigkeit üblicherweise deionisiertes Wasser. Während der WEDM-Verarbeitung wird eine Spule verwendet, um den Draht kontinuierlich von der automatischen Zuführvorrichtung abzuwickeln.
Dies liegt daran, dass die Entladung durch das Werkstück und den Draht beeinflusst werden kann. Daher ist im Schnitt ein neuer Entladungspfad erforderlich. Diese Methode ist sehr effektiv. Allerdings muss der Techniker darauf achten, dass der Draht vollständig durch das Werkstück geführt wird. Daher wird im Wesentlichen ein 2D-Schnitt in einem 3D-Teil erstellt. Sie erhalten oft ähnliche Ergebnisse wie bei herkömmlichen CNC-Bearbeitungsprozessen.
Loch EDM
Der Locherodierprozess ist eine andere Art von EDM. Wie der Name schon sagt, hilft es, Löcher schnell zu bohren. Die Elektrode, die für die elektrische Entladungsbearbeitung von Löchern verwendet wird, ist röhrenförmig, so dass das Dielektrikum leicht durch die Elektrode fließen kann.
Im Gegensatz zu herkömmlichen Bohrverfahren kann Locherodieren sehr kleine tiefe Löcher bearbeiten. Außerdem müssen diese Bohrungen nicht entgratet werden. Unabhängig von der Härte oder Art des Metalls können mit diesem Verfahren Präzisionslöcher effektiver und schneller gebohrt werden als mit herkömmlichen Methoden.
Senker EDM
Dies ist das traditionelle EDM, auch bekannt als Ram EDM, Sinking Die oder Cavity EDM. Hohlraumtyp, da er komplexe Hohlraumformen für verschiedene Gussanwendungen (z. B. Spritzguss) erzeugen kann.
Das Verfahren verwendet vorverarbeitete Kupfer- oder Graphitelektroden, um die „positive“ Form der gewünschten Form zu bilden. Anschließend wird die Elektrode in das Werkstück gepresst, um einen Negativfilm in Form des Ausgangsmaterials zu erzeugen. Bestimmte Faktoren können die Auswahl von Elektrodenmaterialien beim Erodieren beeinflussen. Dazu gehören die Korrosionsbeständigkeit und die Leitfähigkeit der Elektrode, und Graphit ist im Allgemeinen einfacher zu verarbeiten als Kupfer. Kupfer ist jedoch stärker und vorteilhafter.
Vorteile von EDM Bearbeitung :
Komplexe Formen, die mit herkömmlichen Schneidwerkzeugen schwer herzustellen sind.
Extrem hartes Material mit sehr engen Toleranzen.
Bei sehr kleinen Werkstücken können herkömmliche Schneidwerkzeuge die Teile aufgrund des übermäßigen Schneidwerkzeugdrucks beschädigen.
Es besteht kein direkter Kontakt zwischen Werkzeug und Werkstück. Daher können feine Teile und schwache Materialien ohne Verformung verarbeitet werden.
Es kann eine gute Oberflächengüte erzielt werden.
Es können sehr feine Löcher gebohrt werden.
Nachteile von EDM Bearbeitung :
Die Geschwindigkeit der Materialentfernung ist langsam.
Mögliche Brandgefahren im Zusammenhang mit der Verwendung von Dielektrika auf Heizölbasis.
Zusätzliche Zeit und Kosten für die Herstellung von Elektroden zum Stanzen/Elektrohammererosion.
Der Stromverbrauch ist sehr hoch.
Hoher Stromverbrauch.
Nichtleitende Materialien können nur durch bestimmte Prozesseinstellungen verarbeitet werden.
Anwendung von EDM-Bearbeitung
Erodieren ist vor allem in der Kleinserienfertigung bekannt. Unter Verwendung der Funkenerosionsbearbeitung können verschiedene Prozesse durchgeführt werden. Diese Prozesse umfassen Fräsen, Drehen und Bohren kleiner Löcher. Dieses einzigartige Verfahren ist auch für eine Vielzahl von Branchen von der Automobil- bis zur Luft- und Raumfahrtindustrie wertvoll.
EDM ist in der Lage, einzigartige und präzise Formen zu erstellen, die die folgenden Anwendungen unterstützen:
Spritzguss
Bohren kleiner Löcher
Druckguss
Herstellungsprozess
- EDM-Bearbeitung:Aufbau und Arbeitsprinzip besprochen
- Nicht-traditioneller Bearbeitungsprozess:Anforderungen, Typen, Vor- und Nachteile
- Wasserstrahl- und abrasive Wasserstrahlbearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Elektronenstrahlbearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Laserstrahlbearbeitung :Prinzip, Arbeitsweise, Ausstattung, Anwendung, Vor- und Nachteile
- Schleifstrahlbearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Ultraschallbearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Ultraschallschweißen:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Funkenerosion:Prinzip, Arbeitsweise, Ausstattung, Vor- und Nachteile mit Diagramm
- Elektroerosionsmaschinen (EDM) Typen, Vor- und Nachteile