


Funkenerosion:Prinzip, Arbeitsweise, Ausstattung, Vor- und Nachteile mit Diagramm
Heute lernen wir das Prinzip der Funkenerosion, Arbeitsweise, Ausrüstung, Vor- und Nachteile mit Diagramm kennen. Dieser Bearbeitungsprozess verwendet einen elektrischen Funken, um ein Metallformwerkstück zu entfernen. Diese Bearbeitung ist die gleiche wie die Entfernung von Metallgraten in Anwesenheit eines elektrischen Funkens. Ein elektrischer Funke, der als Schneidwerkzeug verwendet wird, um das Werkstück zu schneiden und die gewünschte Form zu erzeugen. Dieser Vorgang erfolgt durch Anlegen von Hochfrequenzstrom durch die Elektrode an das Werkstück. Das Funkenprodukt entfernt Metall in Form von sehr kleinen Spänen. Dieser Prozess wird in einer dielektrischen Flüssigkeit durchgeführt.
Elektrische Entladung Bearbeitung:
Prinzip:
Der Funkenerosionsprozess arbeitet nach dem Grundprinzip der Funkenerzeugung und des Metallabtrags durch Funkenerosion. Die EDM-Funkenerosion ist dasselbe wie ein elektrischer Funke, der ein kleines Loch in ein Metallstück brennt, durch das es in Kontakt kommt. Der durch diesen Prozess erzeugte Funke erzeugt Wärme, die Metall durch Erosion und Verdampfung entfernt. Bei diesem Bearbeitungsprozess müssen Werkstück und Werkzeug aus leitfähigem Material bestehen.
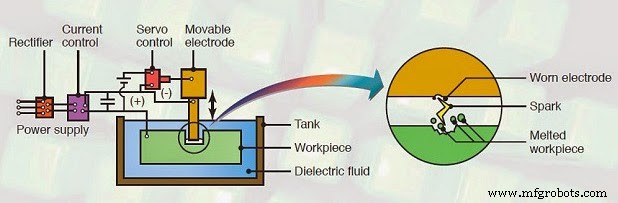 |
| Diagramm der Funkenerosionsbearbeitung |
Ausrüstung:
Der EDM-Prozess umfasst die folgenden Geräte.
Stromversorgung:
In einem EDM-Prozess wird ein Hochfrequenzstrom verwendet, um Funken zwischen Elektrode und Werkstück zu erzeugen. Dieser Funke erzeugt Wärme und entfernt Metallformteile.
Dielektrikumversorgung und Spülsystem:
Das Dielektrikum wirkt als Vehikel, um die Späne wegzutreiben und somit zu verhindern, dass sie an der Oberfläche haften bleiben. Diese Flüssigkeit dient als Spülsystem für Späne. Es hilft auch bei der Erhöhung der Metallabtragsrate, indem es den Funken zwischen Werkzeug und Werkstück fördert. Diese Flüssigkeit dient auch als Kühlmedium.
Werkzeug und Werkzeughalterungen:
Beim EDM-Prozess erodiert das Werkzeug auch aufgrund von Funken, daher hängt die Auswahl des Werkzeugs vom Verschleißverhältnis, der Einfachheit der Werkzeugherstellung und den Materialkosten ab. Die am häufigsten verwendeten Elektrodenmaterialien sind Cu, Wolframlegierung, Gusseisen, Stahl, Silber-Wolframlegierung, Graphit.
Werkstück und Werkstückhalterungen:
Bei diesem Verfahren können nur gute elektrische Leiter bearbeitet werden. Das Werkstück sollte also eine gute elektrische Leitfähigkeit haben. Dieser Prozess hängt nicht von der Härte des Werkstücks ab, daher gibt es kein Härtekriterium.
Funktioniert:
Das Werkstück sollte dabei elektrisch gut leitfähig sein. Mit diesem Verfahren kann nur elektrisch leitfähiges Material bearbeitet werden. Die Funktionsweise von EDM ist wie folgt.
- Zunächst werden sowohl Werkstück als auch Werkzeug in dielektrische Flüssigkeit getaucht. Die dielektrische Flüssigkeit hilft, die Lichtbogenentladung zu kontrollieren. Dadurch werden auch schwebende Partikel von Werkstückmaterial und Werkzeug aus dem Arbeitshohlraum entfernt.
- Es wird ein Servomechanismus verwendet, der einen sehr kleinen Spalt zwischen dem Werkstück und dem Werkzeug aufrechterhält. Dieser Spalt ist für eine ordnungsgemäße Lichtbogenbildung wünschenswert. Er ist etwa so dick wie ein menschliches Haar.
- Das Werkzeug wird als entgegengesetzte Form des Werkstücks hergestellt.
- Ein an die Elektrode angelegter Hochfrequenzstrom, der einen Funken zwischen dem Werkzeug und dem Werkstück erzeugt. Dieser Funke erzeugt eine hohe Spannung im Arbeitshohlraum.
- Das Metall, das aufgrund von Erosion und Verdampfung vom Werkstück entfernt wird.
- Die Späne oder Schwebeteilchen zwischen Werkzeug und Werkstück sollten entfernt werden, um zu verhindern, dass sie eine Brücke bilden, die einen Kurzschluss verursacht. Dies geschieht durch kontinuierliche Zufuhr von Dielektrikum.
- Die EDM erzeugt aufgrund des Überschnitts einen Hohlraum, der etwas größer ist als die Elektrode.
Vor- und Nachteile:
Vorteile:
- Jedes leitfähige Material kann mit diesem Verfahren geschnitten werden.
- Es ist unabhängig von der Härte des Werkstücks, sodass gehärtete Werkstücke leicht bearbeitet werden können.
- Komplexe Matrizenquerschnitte und komplexe Formen können präzise produziert werden.
- Dieser Prozess ist gratfrei.
- Dünne Abschnitte können leicht bearbeitet werden, ohne das Teil zu verformen.
Nachteile:
- Bei diesem Bearbeitungsprozess tritt ein hoher Werkzeugverschleiß auf.
- Werkzeugverschleiß schränkt Genauigkeit und Oberflächenbeschaffenheit von Metall ein.
- Nur gute elektrische Leiter können durch Erodieren bearbeitet werden.
Herstellungsprozess
- Wasserstrahl- und abrasive Wasserstrahlbearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Elektronenstrahlbearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Laserstrahlbearbeitung :Prinzip, Arbeitsweise, Ausstattung, Anwendung, Vor- und Nachteile
- Schleifstrahlbearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Ultraschallbearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Ultraschallschweißen:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Elektrochemische Bearbeitung:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
- Elektroschlackeschweißen:Prinzip, Arbeitsweise, Anwendung, Vor- und Nachteile
- Plasmalichtbogenschweißen:Prinzip, Arbeitsweise, Ausrüstung, Typen, Anwendung, Vor- und Nachteile
- Thermitschweißen:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile