


Werkzeugdurchbiegung und ihre Abhilfemaßnahmen
Jeder Maschinist muss sich der Werkzeugdurchbiegung bewusst sein, da eine zu große Durchbiegung zu einem katastrophalen Versagen des Werkzeugs oder Werkstücks führen kann. Durchbiegung ist die Verschiebung eines Objekts unter einer Last, die eine Krümmung und/oder einen Bruch verursacht.
Zum Beispiel: Betrachtet man ein Sprungbrett im Ruhezustand ohne den Druck des Gewichts einer Person darauf, ist das Brett gerade. Aber wenn der Taucher weiter nach unten zum Ende des Bretts vordringt, biegt es sich weiter. Die Durchbiegung im Werkzeug kann auf ähnliche Weise betrachtet werden.

Ablenkung kann zu Folgendem führen:
- Verkürzte Standzeit und/oder Werkzeugbruch
- Unterdurchschnittliche Oberflächenbeschaffenheit
- Abmessungsungenauigkeiten von Teilen
Hilfsmittel gegen Werkzeugablenkung
Überhang minimieren
Überhang bezieht sich auf den Abstand, um den ein Werkzeug aus dem Werkzeughalter herausragt. Mit zunehmendem Überhang steigt einfach die Wahrscheinlichkeit einer Durchbiegung des Werkzeugs. Je weiter ein Werkzeug aus dem Halter hängt, desto weniger Schaft muss greifen, was je nach Schaftlänge zu Oberschwingungen im Werkzeug führen kann, die zum Bruch führen können. Einfach ausgedrückt:Minimieren Sie für optimale Arbeitsbedingungen den Überhang, indem Sie das Werkzeug so weit wie möglich einspannen.

Lange Flute vs. Lange Reichweite
Eine weitere Möglichkeit, die Durchbiegung zu minimieren, besteht darin, die Unterschiede zwischen einem Werkzeug mit langer Spannut und einem Werkzeug mit großer Reichweite vollständig zu verstehen. Der Grund für einen solchen Steifigkeitsunterschied zwischen den beiden ist der Kerndurchmesser des Werkzeugs. Je mehr Material, desto steifer das Werkzeug; Je kürzer die Schneidenlänge, desto steifer das Werkzeug und desto länger die Standzeit. Obwohl jede Werkzeugoption ihre Vorteile und notwendigen Verwendungen hat, ist es wichtig, die richtige Option für eine Operation zu verwenden.
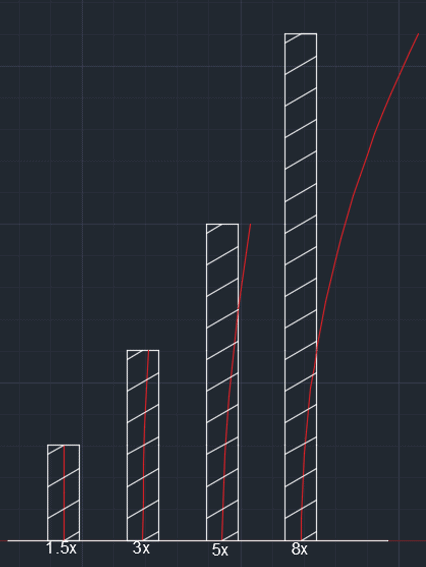
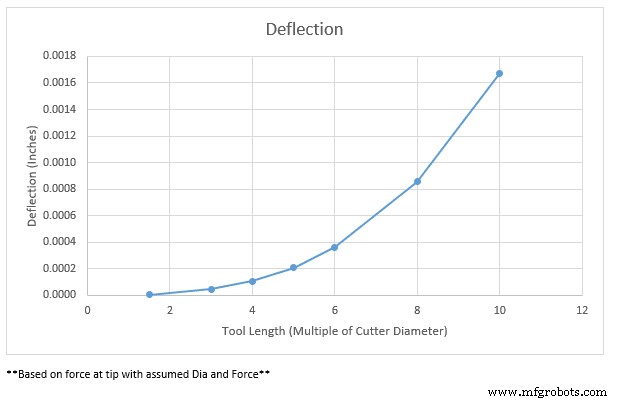
Die folgenden Diagramme veranschaulichen die Beziehung zwischen der Kraft auf die Spitze und der Länge der Nut und zeigen, wie stark sich das Werkzeug verbiegt, wenn beim Schneiden nur die Spitze in Eingriff genommen wird. Eine der wichtigsten Möglichkeiten, um die längste Lebensdauer Ihres Werkzeugs zu erreichen, besteht darin, die Steifigkeit zu erhöhen, indem Sie die kleinste Reichweite und Schnittlänge für das Werkzeug mit dem größten Durchmesser auswählen.
Klicken Sie hier, um mehr über die richtige Werkzeughaltung und den Rundlauf zu erfahren
Wann man sich für ein Long-Reach-Tool entscheiden sollte
Reached-Werkzeuge werden typischerweise verwendet, um Material dort zu entfernen, wo es einen Spalt gibt, in den der Schaft nicht passen würde, aber eine nichtschneidende Verlängerung des Fräserdurchmessers würde. Diese Länge der Reichweite hinter der Schneidkante ist auch gegenüber dem Fräserdurchmesser leicht reduziert, um ein Nachlaufen (Reiben der nicht schneidenden Oberfläche gegen das Teil) zu verhindern. Reached-Werkzeuge sind aufgrund ihrer Vielseitigkeit und Lebensdauer eines der besten Werkzeuge, die man zu einer Werkzeugkiste hinzufügen kann.

Wann man sich für ein langes Flute-Tool entscheiden sollte
Werkzeuge mit langer Nut haben längere Schnittlängen und werden normalerweise verwendet, um entweder eine nahtlose Wand an der Seite eines Teils oder innerhalb eines Schlitzes für Endbearbeitungsanwendungen beizubehalten. Der Kerndurchmesser ist über die gesamte Schnittlänge gleich groß, was zu einem größeren Potenzial für Durchbiegung innerhalb eines Teils führt. Dies kann unter Umständen zu einer spitz zulaufenden Schneide führen, wenn bei hohem Vorschub zu wenig von der Schneide im Eingriff ist. Beim Schneiden in tiefe Schlitze sind diese Werkzeuge sehr effektiv. Bei der Verwendung von HEM sind sie auch aufgrund ihrer Spanabfuhrfähigkeiten sehr vorteilhaft, die erreichte Werkzeuge nicht haben.

Durchbiegung &Werkzeugkernstärke
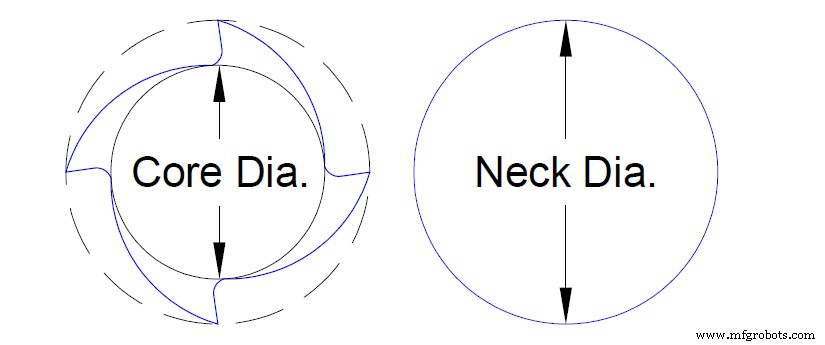
Der Durchmesser ist ein wichtiger Faktor bei der Berechnung der Durchbiegung. Zerspaner verwenden oft den Fräserdurchmesser bei der Berechnung von Werkzeugen mit langen Spannuten, obwohl in Wirklichkeit der Kerndurchmesser (siehe unten) die erforderliche Größe ist. Dies liegt daran, dass der geriffelte Teil eines Werkzeugs in den Rillentälern kein Material aufweist. Für ein erreichtes Werkzeug würde der Kerndurchmesser in der Berechnung bis zu seinem erreichten Teil verwendet werden, an welchem Punkt er in den Halsdurchmesser übergeht. Wenn diese Werte geändert werden, kann die Durchbiegung bis zu einem Punkt verringert werden, an dem sie für das erreichte Werkzeug nicht wahrnehmbar ist, aber kritische Abmessungen in einem Werkzeug mit langer Nut beeinflussen könnte.
Umlenkung zusammengefasst
Die Werkzeugablenkung kann Ihr Werkzeug beschädigen und Ihr Teil verschrotten, wenn Sie vor Beginn eines Auftrags nicht ordnungsgemäß berücksichtigt werden. Achten Sie darauf, den Abstand vom Werkzeughalter zur Spitze des Werkzeugs so gering wie möglich zu halten, um die Durchbiegung so gering wie möglich zu halten. Weitere Informationen dazu, wie Sie die Werkzeugdurchbiegung bei Ihrer Bearbeitung reduzieren können, finden Sie unter Eintauchen in die Schnitttiefe.
CNC-Maschine
- Baseball
- Einführung in das Trochoidalfräsen
- Strategien zur Verringerung der Werkzeugdurchbiegung bei der CNC-Bearbeitung
- Machen Sie sich mit der Drehmaschine und ihren Teilen vertraut
- Werkzeugstahlsorten
- Sehen Sie sich den Werkzeugwert anstelle seiner Kosten an
- Ursachen und Abhilfemaßnahmen für Unregelmäßigkeiten und Bruch des Stanzwerkzeugs
- Wirksame Abhilfe bei Stanz- und Matrizenzerspanungsproblemen
- Ein Überblick über Werkzeugstahl und seine Anwendungen
- Was ist Werkzeugdurchbiegung bei der CNC-Bearbeitung und wie kann man sie reduzieren?