


5-Achsen ... es ist einfach nicht so beängstigend
Aus irgendeinem Grund macht die 5-Achsen-Bearbeitung den Leuten einfach Angst. Wenn Sie mit Menschen auf Messen sprechen oder über das Potenzial von Teilen eines Kunden sprechen, die gut für die 5-Seiten-Bearbeitung geeignet sind, können Sie einfach sehen, wie ein ungutes Gefühl sie überwältigt, und Sie können sehen, wie die Angst in ihnen aufsteigt ihre Augen. Der bloße Gedanke an all diese Äxte, die sich gleichzeitig bewegen, lässt sie in die Berge rennen. Aber wenn wir uns die Zeit nehmen, es logisch zu betrachten und es auf das herunterzubrechen, was wirklich passiert, ist es überhaupt nicht beängstigend!
Im Laufe der Jahre waren einige meiner besten 5-Achs-Schüler die unglaublich „grünen“ Maschinenbediener, die wenige Monate zuvor noch nicht einmal CNC buchstabieren konnten. Sie hatten so wenig Erfahrung in der Branche, dass sie nicht wussten, dass sie sich davor fürchten sollten – was es ihnen ermöglichte, wirklich hervorragende Leistungen zu erbringen. Überraschenderweise sind diejenigen, die vor 5-Achsen zurückzuschrecken scheinen, die erfahrenen Maschinisten … genau die Menschen, die diese Technologie wirklich nehmen und sie in ein Kunstwerk der Finesse und Schönheit verwandeln könnten!
Schauen wir uns einen typischen 3-Achsen-Aufbau an:Ein Teil wird in einer Art Spannvorrichtung auf dem Tisch platziert, und eine bestimmte Stelle auf dem Teil wird aufgenommen und als Werkstück-Nullbezugspunkt für das Programm verwendet. Sobald alle Merkmale bei dieser bestimmten Operation bearbeitet wurden, wird das Teil auf eine andere Fläche gewendet und der Vorgang beginnt erneut. Dies wird mehrmals wiederholt, bis das gesamte Werkstück fertig und alle Seiten bearbeitet sind.
Betrachten wir nun das gleiche Szenario mit einer zusätzlichen 5-Achsen-Maschine:Ein Teil wird in einer Art Spannvorrichtung auf dem Tisch platziert, und eine bestimmte Stelle auf dem Teil wird aufgenommen und am Nullbezugspunkt verwendet für das Programm … kommt Ihnen das bekannt vor???? Der einzige wirkliche Unterschied zwischen dem 5-Achsen-Setup und dem 3-Achsen-Setup besteht darin, dass das Teil nicht manuell umgedreht und mehrere Setups durchgeführt werden müssen. Die Maschine wird so programmiert, dass sie das Teil in Position dreht, ein Befehl im Programm wird verwendet, um den Ursprungspunkt für die nächste Seite des Teils neu zu lokalisieren, und die Programmierung wird fortgesetzt … genau wie bei der herkömmlichen 3-Achsen-Methode. P>
Nachdem ich dieses Rätsel eine Weile analysiert hatte, wurde mir schließlich klar, dass es nicht das eigentliche Konzept der fünfachsigen oder fünfseitigen Bearbeitungstechnologie ist, das ihnen Angst macht … denn das ist ein sehr einfach zu verstehendes Konzept. Es scheint das „Wie“ zu sein, das ihnen Angst macht. Die Leute verstehen die einfache Einrichtung im Vergleich zu mehreren Einrichtungen, das Entfernen des manuellen Umdrehens des Teils und das Konzept des Verschiebens des Ursprungspunkts für eine bestimmte Seite des Teils. Was sie nicht verstehen, ist, wie wir das alles machen werden … weil es ihrer Meinung nach schwierig sein muss … richtig? FALSCH! Es ist wirklich ganz einfach. Obwohl die meisten Werkzeugmaschinenhersteller mit diesen Ereignissen oder Prozessschritten sehr ähnlich umgehen, werde ich mich darauf konzentrieren, wie Hurco diese Aufgabe bewältigt.
Unabhängig davon, ob Sie ein Teil in NC oder Conversationally programmieren, sind das Konzept und die Vorgehensweise zum Programmieren auf mehreren Seiten des Teils gleich … wir werden einen relativen Ursprungspunkt für die neue Seite des Werkstücks festlegen und eine gedrehte oder transformierte Arbeitsebene erstellen die Werkzeugachse senkrecht dazu steht, und fahren Sie dann mit der Programmierung einer einfachen 3-Achsen-Geometrie fort, um die erforderliche Bearbeitung für diese Seite des Werkstücks abzuschließen. Sobald die Features bearbeitet wurden, beenden wir einfach diese neue transformierte Arbeitsebene – wodurch alles wieder auf die ursprüngliche Teilekonfiguration zurückkehrt – und wiederholen diese Schritte immer und immer wieder, bis alle Seiten des Werkstücks bearbeitet sind.
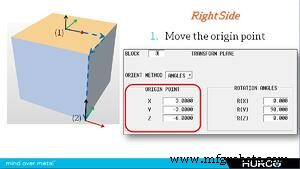
Zuerst müssen wir den Ursprungspunkt verschieben. Unter Verwendung eines Konversationsblocks namens Transform Plane stellen wir der Steuerung eine Roadmap mit Richtungen vom ursprünglichen Werkstücknullpunkt zum neu gewünschten Ursprungspunkt für die neue Arbeitsebene bereit.
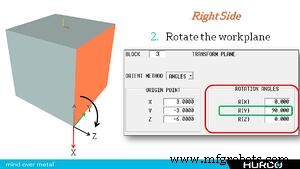
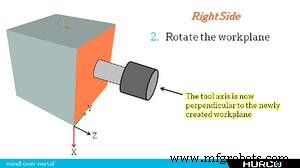
Als nächstes müssen wir die Arbeitsebene neigen, um eine Werkzeugachse zu erstellen, die senkrecht zur gewünschten Fläche des Teils ist. Bei der Programmierung dieses Schritts programmieren wir einfach das Werkzeug, das sich um das Teil bewegt, und es ist uns egal, wie die tatsächliche Maschinenkonfiguration ist. In diesem Beispiel drehen wir uns um 90 Grad um die Y-Achse (B-Achsenbewegung) … obwohl die Maschine möglicherweise keine B-Achse hat, findet die Steuerung heraus, wie die verfügbaren Achsen positioniert werden müssen, um das Werkzeug zu erreichen Orientierung haben wir programmiert.
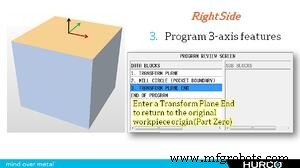
Nachdem der Ursprungspunkt erfolgreich verschoben und die Arbeitsebene in Position gekippt wurde, können wir jetzt unsere einfachen 2,5D- oder 3D-Features gemäß den Anweisungen des Teildrucks programmieren.

Schließlich müssen wir die aktuelle „Transform Plane“ abbrechen, um alles wieder auf die ursprüngliche Position der Teileeinrichtung zurückzusetzen. Wir werden diese Schritte nun wiederholen, bis alle Seiten des Teils erfolgreich programmiert wurden.
Wie oben erwähnt, ist die Vorgehensweise grundsätzlich gleich, egal ob wir in Conversational oder NC programmieren. Um dieselbe Werkzeugausrichtung im obigen Konversationsbeispiel zu programmieren, würden wir einfach einen G68.2-Befehl verwenden, um den Ursprungspunkt zu verschieben und das Werkzeug auszurichten, und dann einen G69, um die NC-Transformationsebene abzubrechen. Der Code wäre etwa so:G68.2 X3.0 Y-3.0 Z-6.0 A0 B90.
Hoffentlich hilft dies dabei, einige der unheimlichen Geheimnisse rund um den Horror der 5-Achsen-Programmierung zu lüften. Sobald Sie in OZ waren und hinter die Kulissen gesehen haben, erkennen Sie, dass alles nur Spaß und Spiel ist!

CNC-Maschine
- Es ist kaputt, rufen Sie die Wartung an:Ein Arbeitsanfrageprozess, der mehr ist als nur Tickets
- Lux Research fragt:Wie wertvoll ist dieses Patent?
- Design for Manufacturability-Richtlinien – Teil 2
- Einführung in Harmonische:Teil 1
- Nachhaltigkeit in der Fertigung – Teil 3
- Drehen ist optional
- Größenbeschränkungen in der CNC-Bearbeitung
- Kleinteilbearbeitung
- 12 Branchentrends, die die Auftragsfertigung prägen:Teil 3
- 12 Branchentrends, die die Auftragsfertigung prägen:Teil 2