


Auswahl geeigneter Bearbeitungswerkzeugeinsätze für CNC-Aluminiumteile
Aluminium ist reichlich vorhanden und für den Einsatz in verschiedenen Branchen geeignet. Das leicht zu bearbeitende Buntmetall weist wünschenswerte strukturelle und chemische Eigenschaften auf, die es zu einem Material der Wahl für unterschiedliche Anwendungen machen. Als leichtes und weniger dichtes Material kann die Bearbeitung von Aluminiumteilen eine herausfordernde Aufgabe sein.
Im Gegenteil, diese Eigenschaften machen Aluminium zu einem perfekten Material für Rapid Prototyping und Massenproduktion mit CNC-Maschinen. Die Bearbeitbarkeit verschiedener Aluminiumteile (gegossen oder geschmiedet) hängt von der Effizienz der CNC-Maschinen und der zugehörigen Werkzeuge ab. Mit hohen Bearbeitbarkeitsraten sind Produktionsteams in der Lage, Kosten durch strukturierte Massenproduktionsstrategien auszugleichen.
Die maximale Produktivität von CNC-Aluminiumteilen kann durch die Optimierung der Software für bestimmte CNC-Maschinen, die Automatisierung der Werkzeugindizierung und die richtige Dimensionierung der CNC-Spindeln erreicht werden. Das einfachste Mittel für Produktionsteams zur Verbesserung der Qualität von CNC-Aluminiumteilen ist die Auswahl der richtigen Bearbeitungswerkzeuge und/oder Werkzeugeinsätze.
Wie wählen Sie einen Bearbeitungseinsatz für CNC-Aluminiumteile aus?
Einsätze beziehen sich auf die abnehmbaren Schneidkanten, die auf den Körper des Schneidwerkzeugs geschraubt werden, um auf einem CNC-Werkzeugmaschinenständer geklemmt zu werden. Einsätze können mit Schrauben oder geeigneten Klebstoffen auf dem Werkzeug geklemmt werden. Sie werden häufig in der Bearbeitung für das Rapid Prototyping und die Massenproduktion von CNC-Aluminiumteilen verwendet. Einsätze eignen sich besser für die Bearbeitung von Aluminiumteilen mit größeren Durchmessern, können größere Vorschübe verarbeiten und können tiefere Schnitte verarbeiten.

Geometrien einfügen
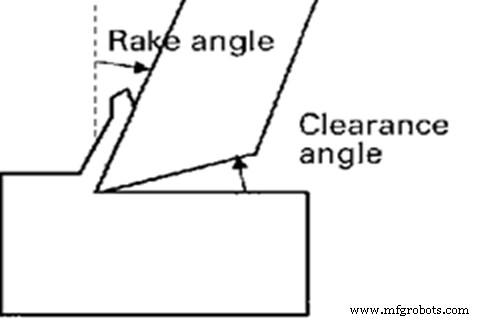
Das ultimative Ziel der Zerspanung ist die Herstellung optimaler Teile, die dem Design oder den kundenspezifischen Anforderungen entsprechen. Die Angaben können in Form von Teiledicke, Tragfähigkeit und Größen erfolgen. CNC-Maschinen sind in der Lage, verschiedene Größen und Formen von Aluminiumteilen durch effektive Werkzeugsequenzierung und -manipulation zu handhaben. Eine erhöhte Produktion erfordert den Einsatz von Wendeschneidwerkzeugen. Solche Werkzeuge ermöglichen es den Bedienern, Werkzeugeinsätze bei Bedarf zu ändern, was mehrere und automatisierte Bearbeitungsvorgänge an den Aluminiumteilen ermöglicht. CNC-Werkzeugeinsätze sind mit unterschiedlichen Schneidkanten ausgestattet, die für Nachbehandlungsvorgänge wie Polieren und Schleifen von Aluminiumteilen verwendet werden können. Die Leistung eines Werkzeugeinsatzes in einer Bearbeitungsumgebung für CNC-Aluminiumteile hängt von der Einsatzform, dem Freiwinkel und dem Spanwinkel ab.
Form einfügen
Werkzeuge für CNC-Aluminiumteile besitzen spezifische Geometrien, die sich auf die Qualität des Endprodukts auswirken. Die Einsätze sind in verschiedenen Formen erhältlich, die zu bestimmten CNC-Werkzeughaltern passen. Werkzeugeinsätze für Aluminium sind in Formen wie Diamant, rund, dreieckig und quadratisch erhältlich. Eine bessere Teilequalität kann durch die Verwendung eines spitzwinkligen Einsatzes erreicht werden. Zum Beispiel 30 o -35 o Werkzeugeinsatz ist für die Hochgeschwindigkeits-Oberflächenbearbeitung eines geschmiedeten Aluminiumteils vorzuziehen. Die Verwendung eines rautenförmigen Einsatzes zum Drehen von geschmiedetem Aluminium führt zu einer hochwertigen Oberflächengüte.
Die CNC-Bearbeitung von Aluminiumgussteilen hingegen erfordert von den Bedienern die Verwendung runder Einsätze für eine bessere Qualität. Aluminiumguss ist außen rauer; Die Verwendung scharfer Werkzeuge für ihre Bearbeitung führt zu einer schlechten Oberflächengüte. Werkzeugeinsatzformen wirken sich auf CNC-Parameter wie Vorschübe, Schnitttiefen und Werkzeugabstände aus. Schärfere Formen erfordern kleinere Vorschübe und größere Werkzeugabstände.
Rake-Winkel und Anfahrwinkel
Der Spanwinkel ist der Winkel zwischen der Spitze des Schneidwerkzeugs relativ zum auf einer CNC-Maschine eingespannten Werkstück. Der Winkel kann je nach Position des Werkzeugeinsatzes positiv oder negativ sein. Bei der Bearbeitung von Aluminiumteilen wird ein positiver Spanwinkel empfohlen. Da Aluminium ein weiches Material ist, muss der Schnittwiderstand im gesamten Produktionskreislauf minimiert werden.
Während der Bearbeitung eines Aluminiumteils bauen sich um das Werkzeug herum Späne auf, die die Qualität des Endprodukts gleichermaßen beeinträchtigen. Ein positiver Spanwinkel stellt sicher, dass die Spanabfuhr effektiv ist. Ein positiver Spanwinkel trägt zur Temperaturkontrolle bei, indem er die Schnitttemperatur senkt. Dieser Faktor bietet eine großzügige Bearbeitungsumgebung für die Aluminiumteile und verbessert die Lebensdauer des Werkzeugeinsatzes.
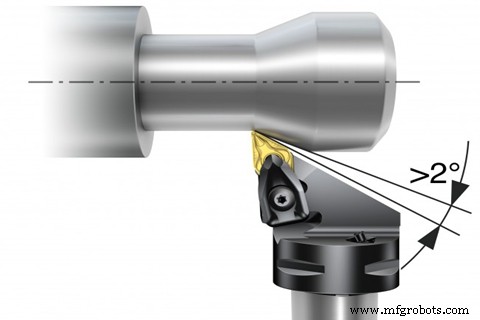
Fräsoperationen sind nicht auf den Spanwinkel angewiesen. Beim Fräsen von CNC-Aluminiumteilen definiert der Anstellwinkel die Beziehung zwischen dem Teil und der Position des Werkzeugs auf dem CNC-Werkzeughalter. Aufgrund der Bearbeitbarkeit von Aluminium ist ein 90 o Anfahrwinkel übernommen. Der Anstellwinkel ermöglicht es dem Bediener, mehrere Fräsvorgänge am Aluminiumteil durchzuführen, einschließlich Stirnfräsen, Schlitzfräsen und Schulterfräsen.
Freiwinkel
Dies ist ein weiterer Parameter, der die Beziehung zwischen einem Werkzeug und einem auf einer CNC-Maschine eingespannten Werkstück definiert. Mit dem Werkzeugeinsatz als Bezugspunkt wird die Beziehung definiert. Wie der Spanwinkel ist auch der Freiwinkel entweder positiv oder negativ.
Bei der Bearbeitung von CNC-Aluminiumteilen, entweder für Rapid Prototyping oder Massenproduktion, ist es ratsam, einen positiven Freiwinkel anzunehmen. Die Verwendung von Wendeschneidplatten ermöglicht es dem Bediener, die Freiwinkel zu verändern. Freiwinkel zwischen 20 o und 30 o sorgen für eine bessere Oberflächengüte von Aluminiumteilen.
Aluminium-Spänebrecher
Die Hochgeschwindigkeitsbearbeitung von Aluminiumteilen kann durch die Ansammlung von Aluminiumspänen behindert werden. Oft sind die Späne von Natur aus klebrig und können eine Herausforderung bei der Verwaltung des Bearbeitungsraums auf der CNC-Oberfläche darstellen. Das Design von Spanbrechern, die in CNC-Maschinen verwendet werden, hängt stark von den Span- und Freiwinkeln ab.
Bei der Massenproduktion von CNC-Aluminiumteilen wird ein scharfer und breiterer Spanbrecher empfohlen. Ein breiterer Spanbrecher ermöglicht die Entfernung unterschiedlich großer Späne. Spuren von Spänen bei der Hochgeschwindigkeitsbearbeitung von Aluminiumteilen beeinträchtigen die Gesamtproduktqualität. Vorgänge wie Bohren und Bohren erfordern einen nahezu perfekten Späneausstoß von der Kante des Schneidwerkzeugs und der bearbeiteten Oberfläche.
Eine große Ansammlung von Aluminiumspänen auf der Teileoberfläche führt nicht nur zu einer schlechten Oberflächengüte, sondern auch zu einer verkürzten Lebensdauer von CNC-Werkzeugen.
Technische Probleme im Zusammenhang mit Einsätzen für die Bearbeitung von CNC-Aluminiumteilen
Als offensichtlichstes Problem bei Werkzeugeinsätzen zur Bearbeitung von CNC-Aluminium wurde die Aufbauschneide identifiziert. Dies tritt auf, wenn sich das zu bearbeitende Metall in Richtung der Span-/Schneidfläche des Werkzeugeinsatzes aufbaut. Der Aufbau schwächt die Schneidkante des Werkzeugs, führt zu einer schlechten Oberflächenbeschaffenheit und reduziert die Betriebslebensdauer des Schneidwerkzeugs erheblich. Das Problem kann durch die Verwendung schärferer Werkzeuge, die Anwendung geeigneter CNC-Betriebsgeschwindigkeiten und die Verwendung geeigneter Kühlmittel auf den zu bearbeitenden Oberflächen behoben werden.
Die Spanabfuhr ist tendenziell langsamer, wenn abgerundete Werkzeuge für die Hochgeschwindigkeitsbearbeitung von CNC-Aluminiumteilen verwendet werden. Das Problem kann behoben werden, indem ein effektiver Spanbrecher verwendet wird, der Sammelflächen mit ausreichenden Abständen hat.
CNC-Maschine
- Werkzeugdurchbiegung in der CNC-Bearbeitung
- Leitfaden zur Materialauswahl für die CNC-Bearbeitung
- Arten von Oberflächenveredelungen für die CNC-Bearbeitung
- So konstruieren Sie Teile für die CNC-Bearbeitung
- So wählen Sie eine zuverlässige CNC-Bearbeitungswerkstatt für CNC-Teile aus
- CNC-Bearbeitung benutzerdefinierter Teile
- CNC-Bearbeitung großer Teile
- Wie man CNC-Bearbeitungsteile mit engen Toleranzen herstellt
- Tipps für die CNC-Bearbeitung von Titan:Luft- und Raumfahrt und mehr
- Auf der Suche nach Aluminium für die CNC-Bearbeitung