


Fanuc-Drehbank-Benutzerdefiniertes Makro für Tiefenbohren
Fanuc-Peck-Bohrmakro
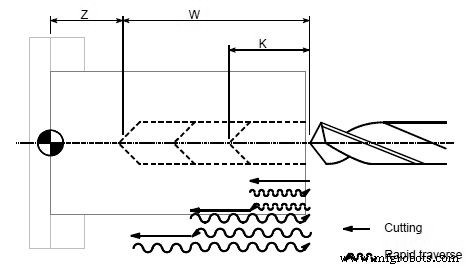
Bewegen Sie das Werkzeug vorher entlang der X- und Z-Achse an die Position, an der ein Bohrzyklus beginnt. Geben Sie Z oder W für die Tiefe eines Lochs, K für die Tiefe eines Schnitts und F für den Schnittvorschub zum Bohren des Lochs an.
Das folgende benutzerdefinierte Makro funktioniert auf Fanuc-CNC-Steuerungen wie der FANUC-Serie 30i/31i/32i-MODEL A
Programmierung
G65 P9100 Z K F
ODER
G65 P9100 W K F
| Parameter | Beschreibung |
|---|---|
| Z | Lochtiefe (absolute Programmierung) |
| W | Lochtiefe (inkrementelle Programmierung) |
| K | Schnittbetrag pro Zyklus |
| F | Schnittvorschub |
Benutzerdefiniertes Makro
Hauptprogramm
G50 X100.0 Z200.0 ; G00 X0 Z102.0 S1000 M03 ; G65 P9100 Z50.0 K20.0 F0.3 ; G00 X100.0 Z200.0 M05 ; M30
Makroprogramm
O9100; #1=0; (Clear the data for the depth of the current hole.) #2=0; (Clear the data for the depth of the preceding hole.) IF [#23 NE #0] GOTO 1; (If incremental programming, specifies the jump to N1.) IF [#26 EQ #0] GOTO 8; (If neither Z nor W is specified, an error occurs.) #23=#5002-#26; (Calculates the depth of a hole.) N1 #1=#1+#6; (Calculates the depth of the current hole.) IF [#1 LE #23] GOTO 2; (Determines whether the hole to be cut is too deep?) #1=#23; (Clamps at the depth of the current hole.) N2 G00 W-#2; (Moves the tool to the depth of the preceding hole at the cutting feedrate.) G01 W- [#1-#2] F#9; (Drills the hole.) G00 W#1; (Moves the tool to the drilling start point.) IF [#1 GE #23] GOTO 9; (Checks whether drilling is completed.) #2=#1; (Stores the depth of the current hole.) N9 M99 N8 #3000=1; (NOT Z OR U COMMAND Issues an alarm.)
Einstechen von Komponenten zum Abstechen mit dem CNC-Drehmaschinenprogramm G75-Zyklus
Beispiel für Osai High Level Geometric Programming (GTL)
CNC-Maschine
- Drehmaschinenserie verfügt über benutzerdefinierte Steuerungen
- Werkzeugstabilitätslösung für Tieflochbohren
- Einfaches CNC-Drehbankbohren mit Fanuc G74 Peck Drilling Cycle
- Fanuc CNC-Drehmaschinen-Programmierbeispiel
- G78-Gewindezyklus – Fanuc-Drehmaschinenprogrammierung
- Fanuc G84 Starrer Peck-Gewindebohrzyklus
- G83-Peck-Bohrzyklus mit G70-Lochkreis-Beispielprogramm
- G65-Makro für eine Senkung
- G65-Makro für interne Schraubenlinien
- Erstellen Sie Ihren eigenen G81-Bohrzyklus durch Fanuc Macro und G66 Modal Call