


CNC-Programmierbeispiel für G75-Festzyklus zum Einstechen
G75 ist der Einstechzyklus in der X-Achse.
Eine vollständige Beschreibung des G75-Festzyklus zum Einstechen finden Sie in diesem G75-Einstechzyklus.
Für einzeiliges Format (Einblockformat) von Fanuc G75 gelesen Fanuc G75 Einstechzyklus Einzeiliges Format.
Ein weiteres CNC-Programmierbeispiel für einen G75-Stechzyklus finden Sie möglicherweise hier Fanuc G75-Stechzyklus-CNC-Programmbeispiel.
Erklärung der Parameter des Fanuc G75 Einstechzyklus
N10 G75 R N20 G75 X Z P Q R
G75 Erster CNC-Programmiersatz
R =Rücklaufbetrag
G75 Zweiter CNC-Programmiersatz
X =Nuttiefe.
Z =letzte Nutposition in z-Achse.
P =Zustellschritt in x-Achse
Q =Stepping in z- Achse.
R =Freibetrag am Ende des Schnitts.
CNC-Programmierbeispiel für G75-Festzyklus zum Einstechen
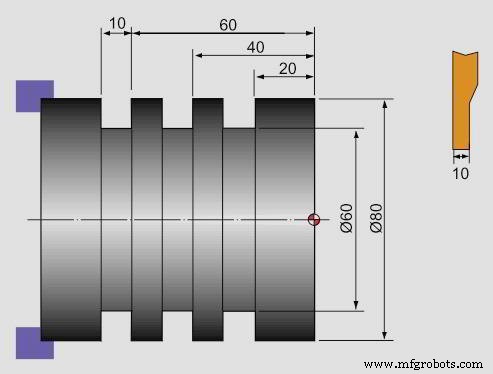
CNC-Programmierbeispiel für G75-Festzyklus zum Einstechen
N10 G50 S500 T0100 N20 G97 S400 M03 N30 G00 X90.0 Z1.0 T0101 N40 X82.0 Z-60.0 N50 G75 R1.0 N60 G75 X60.0 Z-20.0 P3000 Q20000 F0.1 N70 G00 X90.0 N80 X200.0 Z200.0 T0100 N90 M30
Seco Tools-Katalog pdf Kostenloser aka Seco Machining Navigator-Katalog herunterladen
CNC-Kreisinterpolations-Tutorial G02 G03
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- Drehmaschinen-CNC-Programmierbeispiel
- CNC-Programmierung für Anfänger ein CNC-Programmierbeispiel
- CNC Fanuc G75 Einstechzyklus
- CNC-Drehbank-Programmierbeispiel
- Fanuc CNC-Drehmaschinen-Programmierbeispiel
- Fanuc G75 Einstechzyklus, einzeiliges Format
- Planeinstechen mit dem G74-Peck-Bohrzyklus CNC-Programmiertutorial
- CNC-Programmierbeispiel G92 Kegelgewindeschneidzyklus
- Beispielcode für G71-Schruppdrehzyklus – CNC-Drehmaschinenprogrammierung