


Fanuc G84 Starrer Peck-Gewindebohrzyklus
Das Gewindebohren eines tiefen Lochs im starren Gewindebohrmodus kann aufgrund von am Werkzeug (Gewindebohrer) haftenden Spänen oder erhöhtem Schnittwiderstand schwierig sein.
Peck Rigid Tapping
Um CNC-Maschinenbedienern solche Tiefloch-Gewindebohrvorgänge zu erleichtern, gibt es auf Fanuc-CNC-Steuerungen einen Zyklus G84 Peck Rigid Tapping Cycle.
Für CNC-Maschinisten, die mit Haas-CNC-Steuerungen arbeiten, haben Sie auch Glück, wenn Sie Deep Hole Tapping with Spanbreaking oder Peck Tapping on Haas CNC lesen
Im Fanuc G84 Rigid Peck Tapping Cycle wird das Schneiden mehrmals (Pecks) durchgeführt, bis der Boden des Lochs erreicht ist.
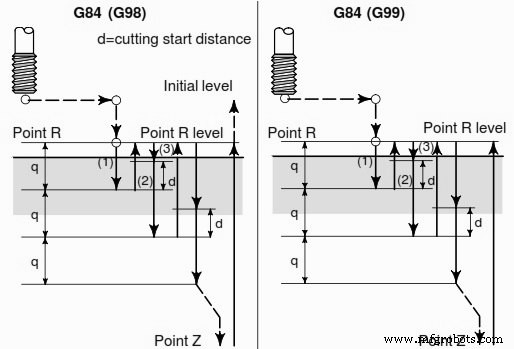
Fanuc G84 Peck Rigid Tapping Cycle Format
G84 X_ Y_ Z_ R_ P_ Q_ F_ K_;
X Y – Lochposition.
Z – Z-Tiefe (Zustellung auf Z-Tiefe ausgehend von der R-Ebene).
R – Position der R-Ebene.
P – Verweilzeit am Bohrungsgrund und am Punkt R beim Zurücksetzen.
Q – Schnitttiefe für jeden Schnittvorschub (Zustelltiefe).
F – Der Schnittvorschub.
K – Anzahl der Wiederholungen (falls erforderlich).
G84 Starrer Eintauch-Gewindebohrzyklus
Ausführliche Informationen zum G84-Gewindebohrzyklus und zur Verwendung von G98 G99 mit G84-Gewindebohrzyklus finden Sie unter G84-Gewindebohrzyklus – CNC-Fräsprogrammierung
CNC-Maschine
- CNC Fanuc G76 Gewindeschneidzyklus
- Einfaches CNC-Drehbankbohren mit Fanuc G74 Peck Drilling Cycle
- Konisches Gewindeschneiden mit dem Fanuc G76-Gewindezyklus
- CNC Fanuc G75 Einstechzyklus
- Fanuc-G-Codeliste
- CNC Fanuc G92 Gewindeschneidzyklus
- G74 Linkshändiger Gewindebohrzyklus oder umgekehrter Gewindebohrzyklus
- Tieflochbohren mit Spanbrechen oder Tiefbohren auf Haas CNC
- Fanuc-G-Code-Liste
- ECS G84 Gewindebohrzyklus