


ECS G84 Gewindebohrzyklus
ECS G84 Gewindebohren
Dieser Zyklus wird zum Gewindebohren verwendet, wenn die Spindel der Fräsmaschine nicht mit einem Positionsgeber ausgestattet ist. Auch in diesem Fall empfiehlt es sich, einen Wasserhahn mit mechanischem Kompensator zu verwenden. Es ist auch notwendig, Folgendes zu überprüfen:
Programmierter Vorschub [mm/min] =Programmierte Geschwindigkeit [U/min] * Gewindesteigung [mm]
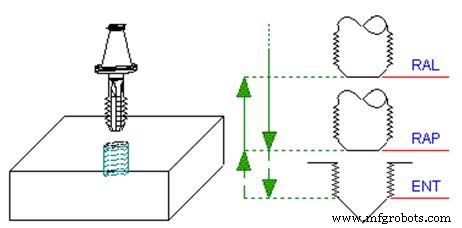
Hinweis: Die Rückbewegung zwischen HNO und RAP erfolgt im Arbeitsvorschub bei Umkehrung der Spindeldrehrichtung.
Der Zyklus Dateneingabe wird im MDI- und Bearbeitungsmodus durch diese Tastenfolge aktiviert:

Programmierung
G84 <ENT=..> <RAP=..> <RAL=..>
Parameter
| Parameter | Beschreibung |
|---|---|
| HNO | Tiefenquote bei Arbeitsvorschub erreicht |
| RAP | Notierung im Eilgang zu Beginn des Zyklus erreicht |
| RAL | Return Quote schnell erreicht |
CNC-Maschine
- Tieflochbohren mit Spanbrechen oder Tiefbohren auf Haas CNC
- ECS G89 Aufbohren mit Verweilzyklus
- ECS G87 Aufbohren mit Rückzugszyklus
- ECS G86 Bohren mit Spindelstopp-Zyklus
- ECS G85 Bohrzyklus
- ECS G83/r Deep Drilling with Dwell for Span Breaking Cycle
- ECS G83 Deep Drilling with clearing Cycle
- ECS G82 Bohren mit Verweilzeit für Spanbruchzyklus
- ECS G81/3 – Bohrzyklus mit 3 Schichten
- ECS G81 Standard-Bohrzyklus