


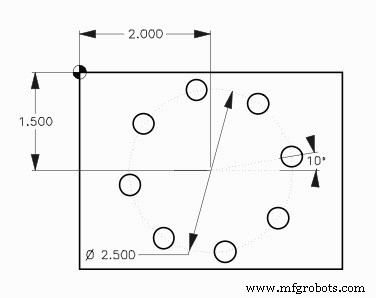
So legen Sie den Startwinkel fest – Beispiel für einen G70-Bolzenlochkreis
G70 Lochkreis-G-Code (Festzyklus) ist aufgrund seiner geringen Anzahl von Parametern sehr einfach zu programmieren.
G70-Lochkreisparameter sind sehr selbsterklärend, aber dieses CNC-Programmierbeispiel betont den Startwinkelparameter (G70 J).
G70 Startwinkelparameter J – Dies ist der Wert des Startwinkels des ersten Lochs (0 bis 360° CCW von der Horizontalen an der 3-Uhr-Position).
CNC-Programmbeispiel
G70 Lochkreisbeispiel
O1009 N10 T15 M06 N20 G90 G54 G00 X2. Y-1.5 N30 S1620 M03 N40 G43 H15 Z1. M08 N50 G81 G99 Z-0.45 R0.1 F8. L0 N60 G70 I1.25 J10. L8 N70 G80 G00 Z1. M09 N80 G53 G49 Z0. M05 N90 M30
CNC-Maschine
- So entfernen Sie eine verrostete Schraube oder Schraube
- Wie man Häufigkeiten für vorbeugende Wartungsinspektionen festlegt
- Einrichten, Debuggen und Verwenden eines Plasmaschneiders für Anfänger?
- So stellen Sie den Nullpunkt des CNC-Fräsers auf das Werkstück ein
- Ein Lager einrichten (mit Checkliste)
- Wie richte ich Lean Six Sigma ein?
- Winkeleisen schneiden
- CNC-Programmierbeispiel mit Fanuc G71 Schruppdrehzyklus und G70
- Fanuc G70 G71 Programmbeispiel für einen Schrupp- und Schlichtdrehzyklus
- G72 Schraubenlöcher entlang eines Winkels – CNC-Fräsprogrammierung