


Fanuc G70 G71 Programmbeispiel für einen Schrupp- und Schlichtdrehzyklus
Hier ist ein weiteres Beispiel für ein CNC-Drehmaschinenprogramm. Dieses CNC-Programmierbeispiel zeigt die Verwendung des Fanuc-CNC-Steuerungs-G-Codes für den Festzyklus Fanuc G71 Schruppzyklus. Dieses CNC-Programm zeigt auch die Verwendung des Endbearbeitungszyklus Fanuc G70.
G71 Drehzyklus
Obwohl ich bereits CNC-Programmierbeispiel mit Fanuc G71 Schruppdrehzyklus und G70 gepostet habe.
Und ein weiterer Artikel CNC Fanuc G71 Turning Cycle or Stock Removal Canned Cycle beschreibt kurz die Parameter des G71-Festzyklus.
CNC-Programmierbeispiel
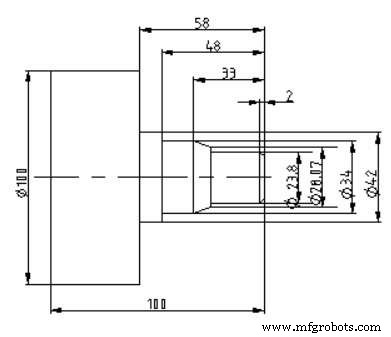
Fanuc G70 G71 Programmbeispiel für Schrupp- und Schlichtdrehzyklen
N10 T1 G97 S800 M03 N20 G00 X45 Z2 G42 N30 G71 U2 R1 N40 G71 P50 Q120 U0.25 W0.1 F0.25 N50 G00 X19.8 N60 G01 X23.8 Z-2 F0.2 N70 G01 Z-25 N80 G01 X28.07 N90 G01 X34 Z-33 N100 G01 Z-48 N110 G01 X42 N120 G01 Z-58 N130 G00 X100 Z100 N140 G92 S1200 N150 T3 G96 S150 M03 N160 G00 X45 Z3 N170 G70 P50 Q120 N180 G00 X100 Z100 N190 M30
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- CNC-Programmierbeispiel mit Fanuc G71 Schruppdrehzyklus und G70
- Fanuc CNC-Programmbeispiel
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- Haas G71-Beispielprogramm
- G71 Schruppdrehzyklus Einzeiliges Format
- Fanuc G94 Facing Cycle CNC-Beispielprogramm
- Fanuc G72 Facing Canned Cycle Beispielprogramm
- Beispielcode für G71-Schruppdrehzyklus – CNC-Drehmaschinenprogrammierung