


G83-Peck-Bohrzyklus mit G70-Lochkreis-Beispielprogramm
Das folgende CNC-Beispielprogramm veranschaulicht die Verwendung des G83-Peck-Bohrzyklus mit G70-Bolzenlochkreis-G-Code, um gleichmäßig beabstandete tiefe Bohrer in einem Kreis zu bearbeiten.
Obwohl der G70-Lochkreiszyklus mit G73, G74, G76, G77 und G81 – G89 funktioniert.
Verwandt:
- G70 Lochkreis – CNC Fräsprogrammierung
- G83 Peck-Bohrzyklus (Tiefloch) für Fanuc
- G83 Tiefbohrzyklus (Tiefloch) für Haas CNC
CNC-Programm-Beispielcode
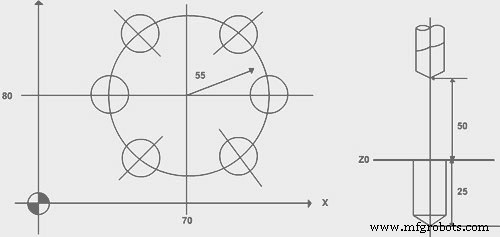
G83 Tiefbohrzyklus mit G70 Lochkreis
O001 N10 T5 M06 N20 G90 G54 G00 X70. Y80. N30 S1451 M03 N40 G43 H05 Z50. M08 N50 G83 R2. Z-25. Q2. F80. L0 N60 G70 I55. J0. L6 N70 G80 G00 Z50. M09
So legen Sie den Startwinkel fest – Beispiel für einen G70-Bolzenlochkreis
Programmbeispiel für CNC-Fräsen G70 Lochkreis
CNC-Maschine
- Einfaches CNC-Drehbankbohren mit Fanuc G74 Peck Drilling Cycle
- Planeinstechen mit dem G74-Peck-Bohrzyklus CNC-Programmiertutorial
- G81 Bohrzyklus G83 Tiefenbohren mit G98 G99 Beispielprogramm
- Beispiel für ein CNC-Fräsprogramm für G81-Bohren
- CNC G81 Bohrzyklus-Programmbeispiel
- Beispielprogramm Beispiel Fanuc G72 Plandrehzyklus Einzeiliges Format
- G72 Bolzenloch entlang eines Winkels CNC-Beispielprogramm
- So legen Sie den Startwinkel fest – Beispiel für einen G70-Bolzenlochkreis
- ECS G83/r Deep Drilling with Dwell for Span Breaking Cycle
- ECS G83 Deep Drilling with clearing Cycle