


G71 Längsschruppzyklus Mazak CNC Basisprogrammierbeispiel
CNC-Basisprogrammierbeispiel für CNC-Programmierer/Maschinisten, die an Mazak / Fanuc-CNC-Steuerungen arbeiten. Dieses CNC-Codebeispiel zeigt die Verwendung des G71-Längsschruppzyklus.
G71 Drehzyklus
Für eine vollständige Parametererklärung für den G71-Festzyklus lesen Sie
CNC-Fanuc-G71-Drehzyklus oder Vorformzyklus für die Materialentfernung
vielleicht gefällt Ihnen der G71-Schruppdrehzyklus im einzeiligen Format.
Weitere derartige Programmierbeispiele finden Sie hier
CNC-Programmierbeispiel mit Fanuc G71 Schruppdrehzyklus und G70
Fanuc G70 G71 Schrupp- und Schlichtdrehzyklus Programmbeispiel
Programmierbeispiel
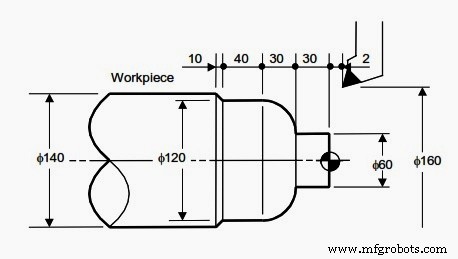
G71 Längsschruppzyklus Mazak
N001 G00 G96 G98; N002 G28 U0 W0; N003 X160. Z2.; N010 G71 U5. R1.; N011 G71 P012 Q016 U4. W2. F150 S150 M03; N012 G00 X60. S200; N013 G01 Z-30. F100; N014 G03 X120. Z-60. R30.; N015 G01 W-40.; N016 X140.W-10.; N017 G70 P012 Q016; N018 G28 U0 W0 M05; N019 M30;
Wie erstelle ich ein CNC-Programm?
Erläuterung der vollständigen Steuerung des G76-Gewindezyklus Anzahl der Durchgänge und der Schnitttiefe
CNC-Maschine
- CNC-Programmierbeispiel mit Fanuc G71 Schruppdrehzyklus und G70
- Drehmaschinen-CNC-Programmierbeispiel
- CNC-Programmierung für Anfänger ein CNC-Programmierbeispiel
- CNC-Drehbank-Programmierbeispiel
- Fanuc CNC-Drehmaschinen-Programmierbeispiel
- Haas G71-Beispielprogramm
- CNC-Programmierbeispiel für G75-Festzyklus zum Einstechen
- CNC-Programmierbeispiel G92 Kegelgewindeschneidzyklus
- G76-Gewindezyklus ein CNC-Programmierbeispiel
- Beispielcode für G71-Schruppdrehzyklus – CNC-Drehmaschinenprogrammierung