


NCT-Programmbeispiel G71 Materialentfernungszyklus CNC-Drehmaschine
Vollständiges CNC-Programmbeispiel für CNC-Maschinisten / Programmierer, die an CNC-Drehmaschinen mit NCT-CNC-Steuerungen arbeiten.
In diesem Programmbeispiel wird der G71-Drehzyklus zum Abspanen verwendet.
NCT CNC-Programmierbeispiel
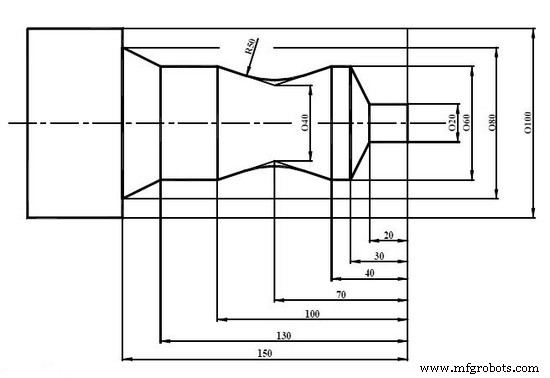
%O7014(EXAMPLE 14) N100 G0 X200 Z200 N110 T101 N120 G0 X40 Z10 N125 G92 S2500 N130 G96 S100 M8 M3 N140 G0 X82 Z2 N150 G71 U1 R.5 N160 G71 U.3 W.3 F.5 P190 Q280 N170 G0 X100 Z100 N180 T202 N185 G96 S120 N190 G0 G42 X20 Z2 N200 G1 Z-20 F.2 N210 G1 X60 Z-30 N220 G1 Z-40 N230 G1 X40 Z-70 ,R50 N240 G1 X60 Z-100 N250 G1 Z-130 N260 G1 X80 Z-150 N270 G1 X101 N280 G40 X110 N290 G0 X200 Z200 N300 M30 %
Centroid G65-Makroprogramm für Schlitze unterschiedlicher Tiefe und Länge
NCT 201 G-Codes für CNC-Dreh-/Fräsmaschinen
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- Drehmaschinen-CNC-Programmierbeispiel
- CNC-Programmierbeispiel im einfachen Zoll-CNC-Drehmaschinenprogramm
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- Haas G71-Beispielprogramm
- Beispiel für ein CNC-Fräsprogramm für G81-Bohren
- CNC G81 Bohrzyklus-Programmbeispiel
- Fanuc G94 Facing Cycle CNC-Beispielprogramm
- CNC-Beispielprogramm für G84-Gewindebohrzyklus
- Beispielcode für G71-Schruppdrehzyklus – CNC-Drehmaschinenprogrammierung