


Fanuc G73 Pattern Repeating Festzyklus Grundlegendes CNC-Beispielprogramm
Der Fanuc G73-Musterwiederholungszyklus hilft CNC-Maschinisten beim einfachen Programmieren / Warten / Debuggen von groben Materialabtragsprogrammen das Rohmaterial durch gerade Schnitte.
Aber der Fanuc G73-Musterwiederholungszyklus entfernt das Rohmaterial durch Schnitte entlang der Kontur.
So schneidet der G73-Musterwiederholungszyklus vom ersten Schnitt an die gleiche Form wie das fertige Bauteil .
Fanuc G73 Musterwiederholungszyklusformat
G73 U W R G73 P Q U W F
Fanuc G73 Musterwiederholungs-Festzyklus
G73 Erster CNC-Programmsatz
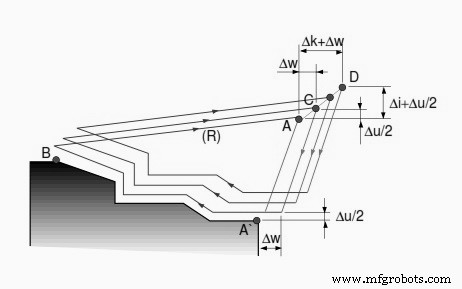
U – Fluchtweg und -richtung in X-Achse (Radiuswert). Dies ist die Materialmenge, die in X-Achse geschnitten wird.
W – Fluchtweg und -richtung in Z-Achse Materialmenge, die in der z-Achse geschnitten wird.
R – Anzahl der Teilungen. Die Nummer, an der die Kontur wiederholt wird.
G73 Zweiter CNC-Programmsatz.
P – Anfangssequenz Nr.
Q – Endsequenz Nr.
U – Schlichtaufmaß in x-Achse.
W – Schlichtaufmaß in z-Achse.
F – Schnittvorschub (während des G73-Festzyklus).
Fanuc G73 Pattern Repeating Cycle Programmbeispiel
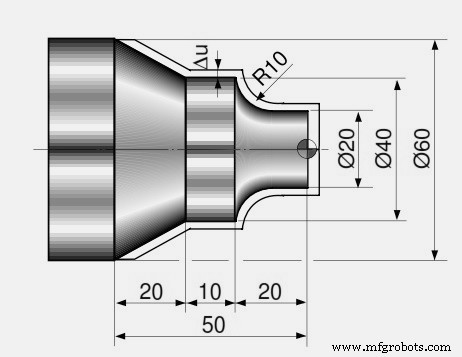
Fanuc G73 Pattern Repeating Canned Cycle Grundlegendes CNC-Beispielprogramm
N10 G50 S2000 T0300 G96 S200 M03 G00 X35.0 Z5.0 T0303 Z0 G01 X-1.6 F0.2 G00 X70.0 Z10.0 G73 U3.0 W2.0 R2 G73 P12 Q16 U0.5 W0.1 F0.25 N12 G00 G42 X20.0 Z2.0 G01 Z-10.0 F0.15 G02 X40.0 Z-20.0 R10.0 G01 Z-30.0 X60.0 Z-50.0 N16 G40 U1.0 G70 P12 Q16 G00 X200.0 Z200.0 T0300 M30
CNC-Maschine
- CNC Fanuc G76 Gewindeschneidzyklus
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- CNC Fanuc G72 Festzyklus Plandrehen
- CNC Fanuc G75 Einstechzyklus
- Fanuc CNC-Programmbeispiel
- CNC Fanuc G73 Musterwiederholungszyklus
- Fanuc-G-Codeliste
- CNC Fanuc G92 Gewindeschneidzyklus
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm