


Außenrunddrehen mit G73 Musterwiederholzyklus CNC-Drehbank-Beispielprogramm
Einreichen durch:Vikram
Zusammenfassung
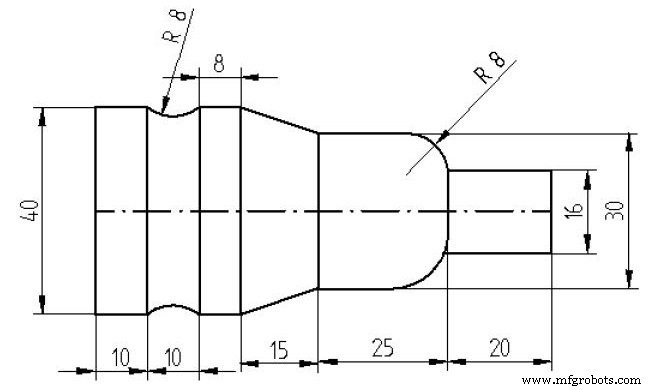
Schreiben Sie das CNC-Drehmaschinenprogramm für eine FANUC-gesteuerte Maschine mit Unterprogrammcodes. Nehmen Sie den Durchmesser des Werkstücks =40 mm, Schnitttiefe =0,5 mm, Drehzahl =1200 U / min. Feed und andere Daten passend übernehmen.
Zeichnung/Bild
CNC-Programm
Main Program: N0 G90 F0.2 S1200 T0101 M04 N10 G00 X42 Z2 N30 M98 P12000 (call subprog O2000 once) N130 G28 U0 W0 N140 M05 M30 Subprogram: O2000; N30 G73 U12 R24 N40 G73 P50 Q120 U0.05 W0.05 N50 G01 X16 Z0 N60 G01 X16 Z-20 N70 G03 X30 Z-28 R8 N71 G01 X30 Z-45 N80 G01 X40 Z-60 N90 G01 X40 Z-68 N100 G02 X40 Z-78 R8 N110 G01 X40 Z-88 N120 G01 X50 Z2 N121 M99
Fanuc G76 Linksgewinde G75 Einstechbeispiel CNC-Drehmaschine
CNC-Drehmaschinenkomponentenbearbeitung mit G73 G76-Zyklen
CNC-Maschine
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- Fanuc CNC-Programmbeispiel
- CNC Fanuc G73 Musterwiederholungszyklus
- CNC-Drehbank-Programmierbeispiel
- Fanuc G21 Messen in Millimetern mit CNC-Drehmaschinen-Programmierbeispiel
- CNC-Programmierbeispiel im einfachen Zoll-CNC-Drehmaschinenprogramm
- Kegeldrehen mit modalem G90-Drehzyklus – CNC-Beispielcode
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- Fanuc G73 Pattern Repeating Cycle CNC-Programmbeispielcode
- Beispielcode für G71-Schruppdrehzyklus – CNC-Drehmaschinenprogrammierung