


Fanuc-Drehbank-Programmierbeispiel mit G70, G71, G74 für ID-Bearbeitung
Fanuc-Drehbank-Programmierbeispiel, das den Fanuc-Festzyklus verwendet
- G71 Drehzyklus
- G70 Finish-Zyklus
- G74-Peck-Bohrzyklus
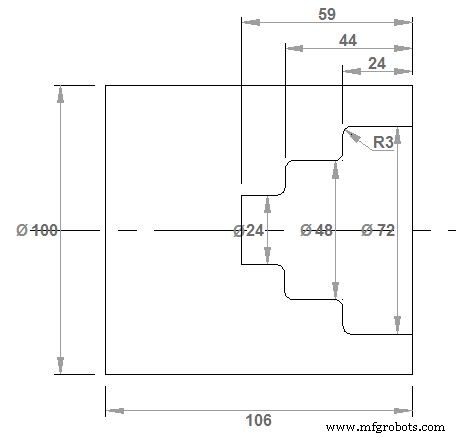
Dieses Programmierbeispiel für eine Fanuc-Drehmaschine zeigt, wie G71-Drehzyklus, G70-Schlichtzyklus, G74-Peck-Bohrzyklus für die Innenbearbeitung (Innenbearbeitung, Bohroperationen) zu verwenden sind
Fanuc-Drehbank-Programmierbeispiel
Fanuc-Drehbank-Programmierbeispiel mit G71, G70 für ID-Bearbeitung
N10 G40 G00 N20 G99 N30 M5 N40 M9 N60 T0101 N70 G50 S3500 N80 G96 S0240 M4 N90 G00 X102. Z0. N100 G01 X-2. F0.15 M7 N110 G00 X150. Z150. N120 M9 N130 T0707 N140 G97 S0950 M3 N150 G00 Z3. N160 G00 X0. N170 G74 R1.0 N171 G74 X0.0 Z-59.0 Q12000 R0.0 F0.2 N350 G00 X150. Z150. N360 T0505 N370 G50 S3500 N380 G96 S0200 M4 N390 G00 X23. Z2. N400 G71 U3. R1 N410 G71 P420 Q530 U-0.5 W0.2 F0.3 N420 G41 G00 X72. N440 G01 Z-21. N450 G03 X66. Z-24. I-3. K0. N460 G01 X54. N470 G02 X48. Z-27. I0. K-3. N480 G01 Z-41. N490 G03 X42. Z-44. I-3. K0. N500 G01 X30. N510 G02 X24. Z-47. I0. K-3. N520 G01 Z-59. N530 G01 X23. N540 G40 N550 G00 X150. Z150. F0.3 N560 T1111 N570 G50 S4500 N580 G96 S0380 M4 N590 G41 G00 X72. Z2. N600 G70 P420 Q530 N610 G40 N620 G00 X23. Z2. N630 G00 X200. Z150. N640 M5 N650 M30
Tools &Operationen
T0101 Drehmeißel – Plandrehen
T0707 Spitzenbohrer – Bohren
T0505 Bohrstange – Innenbearbeitung (ID-Bearbeitung)
T1111 Bohrstange – Innenfeinbearbeitung
Schwerpunkt G-Code M-Serie – CNC-Fräsmaschine
CNC-Drehbank-Programmierübung Fanuc G71-Drehzyklus, G74-Peck-Bohrzyklus
CNC-Maschine
- CNC-Programmierbeispiel mit Fanuc G71 Schruppdrehzyklus und G70
- Drehmaschinen-CNC-Programmierbeispiel
- CNC-Programmierung für Anfänger ein CNC-Programmierbeispiel
- Einfaches CNC-Drehbankbohren mit Fanuc G74 Peck Drilling Cycle
- CNC-Drehbank-Programmierbeispiel
- Fanuc G21 Messen in Millimetern mit CNC-Drehmaschinen-Programmierbeispiel
- Fanuc G70 G71 Programmbeispiel für einen Schrupp- und Schlichtdrehzyklus
- Fanuc CNC-Drehmaschinen-Programmierbeispiel
- Haas G71-Beispielprogramm
- Beispielcode für G71-Schruppdrehzyklus – CNC-Drehmaschinenprogrammierung