


Fanuc G71 Drehzyklus
Fanuc G71 Drehzyklus
Der Drehzyklus G71 wird für die Grobmaterialentfernung von einer CNC-Drehmaschinenkomponente verwendet. Der Drehzyklus G71 erleichtert das Schneiden großer Durchmesser. Das Schneiden kann in einer einfachen geraden Linie erfolgen oder auch eine komplexe Kontur kann sehr einfach bearbeitet werden.
Durch G71-Drehzyklusparameter können CNC-Maschinisten steuern
- Schnitttiefe.
- Einfahrhöhe.
- Schlichtaufmaß in x-Achse und z-Achse.
- Zyklus Schnittvorschub, Spindeldrehzahl.
Programmierung
G71 U... R... G71 P... Q... U... W... F... S...
Parameter
Erster Block
| Parameter | Beschreibung |
|---|---|
| U | Schnitttiefe. |
| R | Einfahrhöhe. |
Zweiter Block
| Parameter | Beschreibung |
|---|---|
| P | Startblocknummer der Kontur. |
| Q | Endblocknummer der Kontur. |
| U | Schlichtaufmaß in x-Achse. |
| W | Schlichtaufmaß in z-Achse. |
| F | Vorschub während des G71-Zyklus. |
| S | Spindeldrehzahl während des G71-Zyklus. |
G71 Drehzyklusübersicht
- Der G71-Drehzyklus schneidet die gesamte Kontur wiederholt, die in P Q-Sätzen angegeben ist.
- Die Tiefe jedes Schnitts kann durch den U-Wert des ersten Blocks gesteuert werden.
- Der zweite Satz U W sind die Schlichtaufmaße, die angegeben werden können, wenn Sie einen Schlichtschnitt mit dem Schlichtzyklus G70 ausführen möchten.
- F ist der Schnittvorschub und S die Spindeldrehzahl (im zweiten Block angegeben), die während des G71-Drehzyklus verwendet werden.
Hinweis – Die im P Q-Satz angegebenen F und S werden während des G71-Drehzyklus nicht verwendet, sie werden bei späterem Aufruf mit dem G70-Schlichtzyklus verwendet.
G71 Drehzyklus arbeiten
N60 G71 U10 R10 N70 G71 P80 Q90 U3 W0 F0.25 N80 G00 X60 N90 G01 Z-75
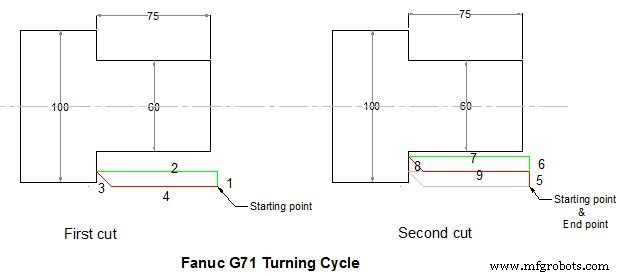
Wenn der Drehzyklus G71 ausgeführt wird, wird der gesamte Vorgang in der folgenden Reihenfolge ausgeführt,
Erstschnitt
1 – Werkzeug bewegt sich in X-Achse U (Schnitttiefe) tief mit programmiertem Vorschub vom Startpunkt.
2 – Werkzeug fährt mit Vorschub in Z-Achse (Zielpunkt in Z-Achse). wird in P-Q-Sätzen angegeben)
3 – Das Werkzeug zieht den R-Betrag sowohl in der X-Achse als auch in der Z-Achse (bei 45 Grad) schnell zurück.
4 – Das Werkzeug bewegt sich schnell in der Z-Achse zum Startpunkt
Spätere Schnitte
5 – Werkzeug bewegt sich schnell auf letzte Schnitttiefe.
6 – Werkzeug bewegt sich mit Vorschub in der x-Achse U tief (U-Schnitttiefe des ersten Blocks).
7 – Werkzeug mit Vorschub bewegt sich in z-Achse (Zielpunkt in P Q-Sätzen angegeben).
8 – Werkzeug zieht sich schnell in x-Achse und z-Achse um R-Betrag (45 Grad) zurück.
9 – Werkzeug bewegt sich schnell zum Startpunkt nur in der z-Achse.
Dieser gesamte Arbeitsablauf wird fortgesetzt, bis der Zielpunkt in der x-Achse erreicht ist.
Wenn das Schlichtaufmaß angegeben ist, fertigt das Werkzeug nicht genau den angegebenen Durchmesser und die angegebene Länge P Q blockiert, lässt aber so viel Aufmaß. Dieses Schlichtaufmaß kann später durch Aufrufen des Schlichtzyklus G70 bearbeitet werden.
Fanuc G71 Drehzyklus
Beispiel Fanuc G71
Hier ist ein CNC-Teileprogramm, das zeigt, wie der G71-Drehzyklus verwendet werden kann, dies ist das Programm für die oben angegebene Zeichnung
N50 G00 X106 Z5 M3 S800 N60 G71 U10 R10 N70 G71 P80 Q90 U3 W0 F0.25 N80 G00 X60 N90 G01 Z-75
In diesem Programm wiederholt der G71-Drehzyklus die Kontur, die in den unten gezeigten P Q-Sätzen angegeben ist
N80 G00 X60 N90 G01 Z-75
Diese beiden CNC-Programmblöcke sagen uns, dass wir Material bis X60 tief und in Z-75 in der Länge entfernen wollen Das Schlichtaufmaß in der x-Achse ist U3, aber es gibt kein Schlichtaufmaß in der z-Achse W0.
G70 Endbearbeitungszyklus
Wenn Sie den G71-Drehzyklus mit Schlichtaufmaß programmiert haben, können diese Schlichtaufmaße mit dem G70-Schlichtzyklus entfernt werden.
Der G70-Schlichtzyklus wiederholt die gesamte Kontur auf G71-Weise, aber in nur einem Schnitt, wobei die Schlichtaufmaße entfernt werden.
Warum G70 Schlichtzyklus verwenden
Da Material mit dem G71-Drehzyklus entfernt werden kann, aber wenn Sie einen anderen Schnittvorschub und eine andere Spindeldrehzahl für den letzten Schnitt wünschen, wird empfohlen, den G70-Schlichtzyklus zu verwenden.
G70-Schlichtzyklus verwenden F- und S-Werte die innerhalb von P Q programmierten Blöcken gegeben sind. (G71 verwendet F S -Werte, die im zweiten Block von G71 angegeben sind.)
Beispiel Fanuc G70
N50 G00 X106 Z5 M3 S800 N60 G71 U10 R10 N70 G71 P80 Q90 U3 W0 F0.25 N80 G00 X60 N90 G01 Z-75 F0.15 N100 G00 X200 Z100 N110 G92 S1200 N120 T3 G96 S150 M03 N130 G00 X106 Z5 N140 G70 P80 Q90 N150 G00 X200 Z100 N160 M30
G70 G71 Beispiel

G71 Beispiel für einen Schruppdrehzyklus
O0004 G00 X200 Z10 M3 S800 G71 U2 R1 F200 G71 P80 Q120 U0.5 W0.2 N80 G00 X40 S1200 G01 Z-30 F100 X60 W-30 W-20 N120 X100 W-10 G70 P80 Q120 M30
CNC-Maschine
- CNC Fanuc G76 Gewindeschneidzyklus
- CNC-Programmierbeispiel mit Fanuc G71 Schruppdrehzyklus und G70
- CNC Fanuc G75 Einstechzyklus
- Fanuc-G-Codeliste
- Fanuc G70 G71 Programmbeispiel für einen Schrupp- und Schlichtdrehzyklus
- CNC Fanuc G92 Gewindeschneidzyklus
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- G71 Schruppdrehzyklus Einzeiliges Format
- Beispielcode für G71-Schruppdrehzyklus – CNC-Drehmaschinenprogrammierung
- Fanuc-G-Code-Liste