


Okuma G75 C-Fasung
Okuma G75 C-Fasung
Okuma G75 G Code wird verwendet, um eine scharfe Kante abzufasen.
- G75 ist nur im G01-Modus wirksam.
- G75 ist nicht modal und nur im befohlenen Satz aktiv.
Okuma G75-Programmierung
G75 X Z L
Parameter
| Parameter | Beschreibung |
|---|---|
| X, Z | Schnittpunktkoordinaten. |
| L | Größe der abgeschrägten Fläche. Das Vorzeichen wird durch die Richtung der Achsbewegung bestimmt; „+“, wenn sich die Z-Achse (X-Achse) nach der Bewegung der X-Achse (Z-Achse) in die positive Richtung bewegt. „-“, wenn sich die Z-Achse (X-Achse) nach der Bewegung der X-Achse (Z-Achse) in die negative Richtung bewegt. |
Okuma G75 Beispielprogramm
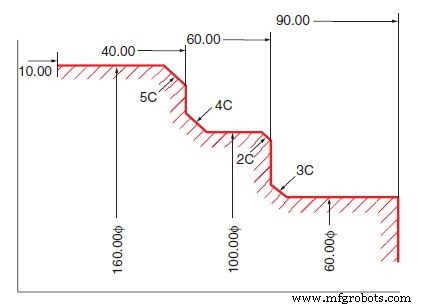
: : N101 G01 X60 Z92 F0.1 N102 G75 Z60 F0.05 L3 N103 G75 X100 L-2 N104 G75 Z40 L4 N105 G75 X160 L-5 N106 Z10 : :
Automatisches Anfasen in jedem Winkel
Wenn Kanten mit einem anderen Winkel als 90° angefast werden müssen, kann die automatische Anfasfunktion verwendet werden, um das Anfasen einfach zu programmieren.
Beispielprogramm
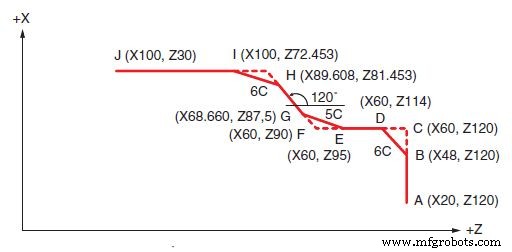
: : N100 G00 X20 Z120 N110 G75 G01 X60 L6 F0.1 N120 G75 Z90 L5 N130 G75 A120 X100 L6 N140 Z30 : :
CNC-Maschine
- zum Biegen von Blech mit einer Abkantpresse
- Hinweise zur Auswahl des richtigen CNC-Reparaturservice
- ventive Wartungscheckliste für CNC-Maschinen
- BDE erweitert seine Bearbeitungskapazitäten mit der Okuma MB 5000
- Okuma America stellt CNC-Drehmaschine der nächsten Generation vor
- Okuma führt Dialogprogrammierung auf ausgewählten Maschinen ein
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- CNC Fanuc G75 Einstechzyklus
- Fanuc G75 Einstechzyklus, einzeiliges Format
- CNC-Programmierbeispiel für G75-Festzyklus zum Einstechen