


Okuma G73 Hochgeschwindigkeits-Tiefbohrzyklus
Okuma G73 Hochgeschwindigkeits-Tiefbohrzyklus
G73 Hochgeschwindigkeits-Tiefbohrzyklus
Programmierung
G73 X__Y__Z__R__P__Q__F__
Parameter
| Parameter | Beschreibung |
|---|---|
| X,Y | Koordinatenwerte der Lochposition |
| Z | Untere Ebene des Lochs Im G90-Modus:
Im G91-Modus:
|
| R | Punkt R-Ebene |
| P | Verweilzeit am Lochboden |
| Q | Peckbetrag (positiver, inkrementeller Wert) |
| F | Vorschub |
Bearbeitungsreihenfolge
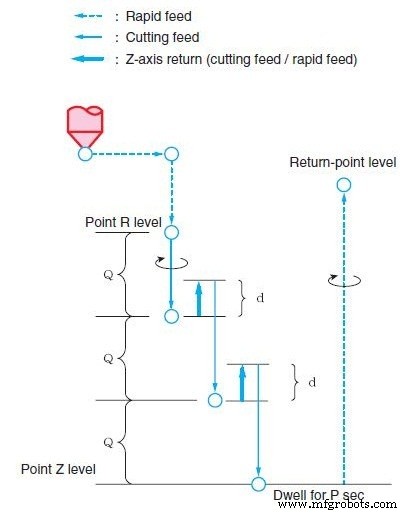
(1) Positionieren entlang der X- und Y-Achse im Eilgang
(2) Positionieren auf die Ebene des Punktes R im Eilgang
(3) Bohren um den durch Q angegebenen Zustellbetrag bei a Schnittvorschub und bei vorwärts drehender Spindel
(4) Rückzug des Schneidwerkzeugs um „d“.
- Stellen Sie den Rückzugsbetrag „d“ beim Rückzug im G73-Zyklus (Hochgeschwindigkeits-Tiefloch) ODER G83-ZYKLUS (TIEFLOCH) MIT I, J-BEFEHL des optionalen NC-Parameters (fester Zyklus) ein.
(5) Bohren bis zur Ebene des Punktes R durch Wiederholen der Schritte (3) und (4)
(6) Verweilen auf der Ebene des Punktes Z für P Sekunden
(7) Rückkehr zur Ebene des Rückkehrpunktes bei einen schnellen Vorschub
CNC-Maschine
- Was ist Hochgeschwindigkeitsbearbeitung?
- Was ist Hochgeschwindigkeitsschneiden?
- Strategien für Hochgeschwindigkeits-Fräswerkzeuge
- Tieflochbohren ohne Vortrieb
- Werkzeugstabilitätslösung für Tieflochbohren
- Tieflochbohren und -bearbeitung:Eigenschaften, Schwierigkeiten und Tipps
- Was ist so schwer am Tieflochbohren?
- CNC Fanuc G73 Musterwiederholungszyklus
- ECS G83/r Deep Drilling with Dwell for Span Breaking Cycle
- ECS G83 Deep Drilling with clearing Cycle