


Okuma G74 Reverse Tapping Cycle
Okuma G74 Reverse Tapping Cycle
G74 Umgekehrter Gewindebohrzyklus
Programmierung
G74 X__Y__Z__R__P__Q__F__
Parameter
| Parameter | Beschreibung |
|---|---|
| X,Y | Koordinatenwerte der Lochposition |
| Z | Lochbodenebene Im G90-Modus: Position im ausgewählten Koordinatensystem Im G91-Modus: Abstand vom Punkt R-Ebene |
| R | Punkt R-Ebene |
| P | Verweilzeit am Lochboden |
| Q | Verweilzeit auf Punkt R-Ebene |
| F | Vorschub |
Bearbeitungsreihenfolge
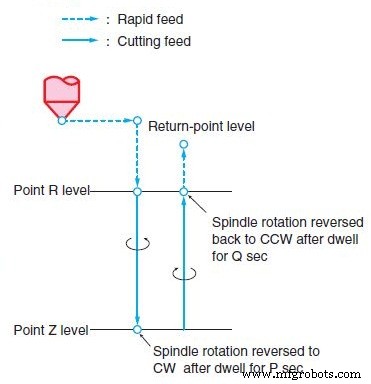
(1) Positionieren entlang der X- und Y-Achse im Eilgang
(2) Positionieren auf die Ebene des Punktes R im Eilgang
(3) Gewindebohren auf die Ebene des Punktes Z am angegebenen Schnitt Vorschubgeschwindigkeit bei Drehung der Spindel im Uhrzeigersinn.
(4) Verweilen auf der Ebene des Punktes Z für P Sekunden, dann Umkehr der Drehrichtung der Spindel in die Richtung im Uhrzeigersinn.
(5) Rückkehr zum Punkt R-Niveau bei einer Schnittvorschubgeschwindigkeit
(6) Verweilen am Punkt R-Niveau für Q Sekunden, dann Umkehr der Spindeldrehrichtung zurück in die CCW-Richtung.
(7) Rückkehr zum Rückkehrpunktniveau mit schnellem Vorschub.
Einzelheiten
- Dwell wird nicht ausgeführt, wenn kein P- und/oder Q-Wert angegeben ist. Die Einheiten der P- und Q-Werte sind dieselben wie für den Verweilbefehl im G04-Modus.
- Eine Vorschubüberbrückung wird während des Reverse-Tapping-Betriebs ignoriert.
- Wenn die SLIDE HOLD-Taste während der Rückkehr vom Punkt Z-Pegel zum Punkt R-Pegel gedrückt wird, stoppt der Zyklus, nachdem der Punkt R-Pegel erreicht ist.
- Wenn die Positionierung zum nächsten Gewindebohrpunkt auf der Ebene von Punkt R nach dem Start der Spindeldrehung im Gegenuhrzeigersinn ausgeführt wird, aber bevor das Gewindeschneidwerkzeug vollständig vom Werkstück gelöst ist, geben Sie eine Verweilzeit auf dieser Ebene ein, indem Sie Q angeben.
- Sowohl der Schnittvorschub-Override-Wert als auch der Spindeldrehzahl-Override-Wert sind auf 100 % festgelegt. Ein Eilgang-Override kann eingestellt werden.
CNC-Maschine
- Gewindefräsen vs. Gewindeschneiden
- Was ist Reverse-Engineering?
- Einfaches CNC-Drehbankbohren mit Fanuc G74 Peck Drilling Cycle
- G90-Drehzyklus
- Planeinstechen mit dem G74-Peck-Bohrzyklus CNC-Programmiertutorial
- Fanuc G84 Starrer Peck-Gewindebohrzyklus
- G74 Linkshändiger Gewindebohrzyklus oder umgekehrter Gewindebohrzyklus
- CNC-Beispielprogramm für G84-Gewindebohrzyklus
- G81 Bohrzyklus G84 Gewindeschneidzyklus CNC-Programmbeispiel
- ECS G84 Gewindebohrzyklus