


Okuma G76-Rundung
Okuma G76 Rundung
Okuma G76 G-Code wird zum Abrunden der scharfen Kante verwendet.
- G76 ist nur im G01-Modus wirksam.
- G76 ist nicht modal und nur im befohlenen Satz aktiv.
Okuma G76-Programmierung
G76 X Z L
Parameter
| Parameter | Beschreibung |
|---|---|
| X, Z | Schnittpunktkoordinaten |
| L | Radius des Rundungskreises. Das Vorzeichen wird durch die Bewegungsrichtung der Achse bestimmt; „+“, wenn sich die Z-Achse (X-Achse) in positiver Richtung nach der X-Achse (Z-Achse) bewegt ) Bewegung. „-“, wenn sich die Z-Achse (X-Achse) nach der Bewegung der X-Achse (Z-Achse) in die negative Richtung bewegt. |
Okuma G76 Beispielprogramm
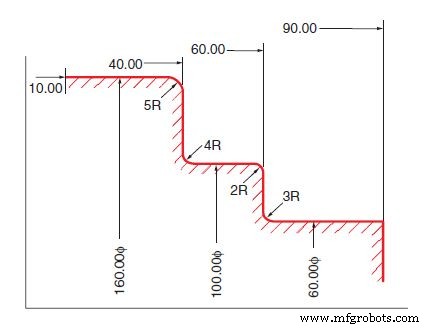
: : N101 G01 X60 Z92 F0.1 N102 G76 Z60 F0.05 L3 N103 G76 X100 L-2 N104 G76 Z40 L4 N105 G76 X160 L-5 N106 Z10 : :
CNC-Maschine
- 4 wichtige Entscheidungen zum Eckenrunden von Schaftfräsern
- CNC Fanuc G76 Gewindeschneidzyklus
- Konisches Gewindeschneiden mit dem Fanuc G76-Gewindezyklus
- Steuern des Gewindezustellwinkels mit dem Fanuc G76-Gewindezyklus
- Fanuc G76 Gewindezyklus für Dummies
- G76-Gewindezyklus ein CNC-Programmierbeispiel
- Mach3 Turn G76 Festzyklus zum Gewindeschneiden
- Haas G76 Gewindeschneidzyklus Mehrfachdurchlauf
- Fanuc G76 Feinbohrzyklus – CNC-Fräse
- Okuma Mill G- und M-Codes