


Anilam G171 Rundprofilzyklus
G171 Kreisförmiger Profilzyklus
Anilam G171 Circular Profile Cycle bereinigt das Innen- oder Außenprofil eines bestehenden Kreises.
Programmierung
G171 Xn Yn Hn Dn Zn An Rn Bn Sn In Jn Kn Pn
Parameter
| Parameter | Beschreibung |
|---|---|
| X | X-Koordinate des Zentrums. Standard:aktuelle Position. Optional. |
| J | Y-Koordinate des Zentrums. Standard:aktuelle Position. Optional. |
| H | Z absolute Anfangshöhe (Schnellgang) (muss 0,1 Zoll oder 2 mm über der zu schneidenden Oberfläche liegen). Schnell ausgeführt. Erforderlich. |
| D | Enddurchmesser des Kreises. Wenn Sie einen negativen Wert eingeben, kehren sich sowohl die Schnittrichtung als auch die Start- und Endpunkte um. Erforderlich. |
| Z | Absolute Tiefe des fertigen Profils. Erforderlich. |
| A | Einstellung zum Schneiden auf der Innenseite des Profils (In) oder der Außenseite (Out). Auswahl erforderlich. 0=Ein, 1=Aus. |
| R | Für jeden Durchgang verwendete Rampendistanz. Optional. |
| B | Z-Achsen-Inkrement, das für jeden Durchgang verwendet wird. Optional. |
| S | Menge des Materials, das von der Maschine vor dem Fertigdurchlauf übrig bleibt. Standard:0. Geben Sie einen negativen Wert ein, um das Rohteil ohne Schlichtdurchgang zu verlassen. Optional. |
| Ich | Z-Achsen-Vorschub. Optional. |
| J | Schruppvorschub. Optional. |
| K | Schlichtdurchgangsvorschub. Optional. |
| P | Höhe einfahren. |
Betrieb
Bei der Ausführung bewegt sich die CNC im Eilgang zur Startposition von Rampe Nr. 1, im Eilgang zu H (StartHgt) und führt dann einen Vorschub bis zur Tiefe des ersten Schnitts durch Das angegebene D (Durchmesser) fährt dann entlang Rampe Nr. 2 vom Werkstück weg.
Rampenposition für Innen- und Außenprofil
Der Rundprofilzyklus kompensiert automatisch den Werkzeugdurchmesser. Aktivieren Sie den korrekten Werkzeugdurchmesser vor dem G171-Satz.
Wenn Sie einen Tiefenschnitt =B (Z Max. Schnitt) eingeben, führt die CNC die Anzahl der Durchgänge aus, die erforderlich sind, um von H (Z-Starthöhe) nach Z (Z-Tiefe) zu gelangen und bis zum Tiefenschnitt =B (Z Max.Schnitt) bei jedem Durchgang.
Wenn Sie einen S-Wert (Schlichtaufmaß) eingeben, belässt die CNC das angegebene Rohteil auf dem Profil und der Tiefe für einen Schlichtdurchgang. Die CNC schlichtet im Schlichtdurchgang bis zum eingegebenen Durchmesser. Geben Sie ein negatives S (Endaufmaß) ein, um das Endaufmaß zu verlassen, ohne einen Enddurchlauf auszuführen.
Wenn Sie keinen Wert für J (Grobvorschub) oder K (Schlichtvorschub) eingeben, führt die CNC Vorschubbewegungen mit der aktuellen Vorschubgeschwindigkeit aus. J steuert die Vorschubgeschwindigkeit des Schruppzyklus. K steuert den Vorschub des Schlichtzyklus.
Beim Schneiden eines Außenprofils fährt das Werkzeug entlang Rampe Nr. 1 in das Werkstück und entlang Rampe Nr. 2 vom Werkstück weg, wie in Abbildung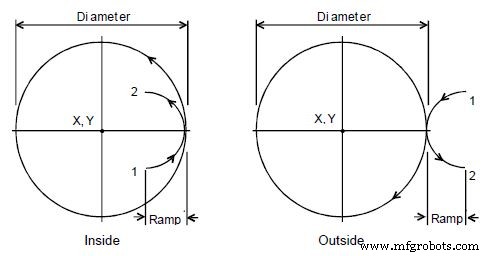
Notizen
CNC-Maschine
- Zykluszeit vs. Oberflächenbeschaffenheit
- CNC-Bearbeitungszykluszeitberechnung
- CNC Fanuc G76 Gewindeschneidzyklus
- CNC Fanuc G75 Einstechzyklus
- Fanuc-G-Codeliste
- Fanuc G70 G71 Programmbeispiel für einen Schrupp- und Schlichtdrehzyklus
- CNC Fanuc G92 Gewindeschneidzyklus
- G90-Drehzyklus
- Haas G71-Beispielprogramm
- Kegeliges Gewindeschneiden mit G92-Gewindezyklus