


G90-Drehzyklus
G90 Drehzyklusformat
G90-Drehzyklus wird mit vielen Namen aufgerufen, wie z. B.
G90 Fixed Cycle, G90 Straight Cutting Cycle, G90 Schruppdrehzyklus, G90 Schruppdrehzyklus, G90 Box-Zyklus.
Der G90-Drehzyklus wird für einfaches Drehen verwendet, es sind jedoch mehrere Durchgänge möglich, indem die X-Achsenposition zusätzlicher Durchgänge angegeben wird.
Verwandt:G90 Drehzyklus Fanuc – CNC-Programmbeispielcode
Der Festzyklus G90 zum Schruppen kann verwendet werden für
- Gerade abbiegen.
- Langweiliger Betrieb.
- Kegelschneiden.
Programmierung
G90 X... Z... I...
oder
G90 X... Z... R...
Parameter
| Parameter | Beschreibung |
|---|---|
| X | Zu schneidender Durchmesser. |
| Z | Endpunkt in z-Achse. |
| Q | Winkel am Startpunkt. |
| I oder R | Abstand und Richtung der Verjüngung (Radiuswert). |
Hinweis – Einige CNC-Steuerungen verwenden „I“ für die Verjüngung im geraden Schnittzyklus G90 und einige neuere CNC-Steuerungen verwenden „R“ für den Verjüngungswert.
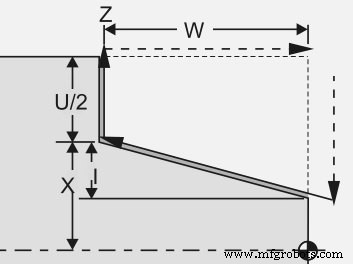
Inkrementelle Werte
Sie können im G90-Drehzyklus Inkrementwerte wie U und W anstelle von X und Z verwenden.
G90 U... W...
U – inkrementelle Entfernung auf der x-Achse zum Ziel.
W – inkrementelle Entfernung auf der z-Achse zum Ziel.
Arbeit/ Betrieb
- Werkzeug in Startposition bringen.
- Schnitt mit G90-Drehzyklus durch Angabe von XZ-Werten ausführen
- Machen Sie zusätzliche Schnitte/Durchgänge, indem Sie einfach die X-Achsen-Werte angeben (zusätzliche Durchgänge sind optional)
- Beenden Sie den Drehzyklus G90 durch einen Bewegungsbefehl mit G00, G01 usw.
Der Drehzyklus G90 gibt uns die Möglichkeit, jede Durchgangstiefe zu kontrollieren.
CNC-Programmbeispiel
G30 U0 W0 G50 S2000 T0100 G96 S200 M03 G00 X56.0 Z2.0 T0101 M08 G90 X51.0 W-32.0 F0.25 X46.0 X41.0 X36.0 X31.0 X30.0 G30 U0 W0 M30
Code-Erklärung
Wie Sie im obigen CNC-Programmcode sehen können,
Erster Schnitt erfolgt bei X51
Zweiter Schnitt erfolgt bei X46
Dritter Schnitt erfolgt bei X41
…
Der letzte Schnitt erfolgt bei X30
Annullierung des Drehzyklus G90
Der Drehzyklus G90 ist ein modaler G-Code.
„Modaler“ G-Code, was bedeutet, dass sie in Kraft bleiben, bis sie aufgehoben oder durch einen widersprüchlichen G-Code ersetzt werden.
Dies bedeutet, dass der G90-Drehzyklus aktiv bleibt, bis ein anderer Bewegungsbefehl wie G00, G01 usw. gegeben wird. Wie im obigen CNC-Programmbeispiel wird der G90-G-Code mit dem G30-G-Code aufgehoben.
Einfach ausgedrückt muss der G90-Drehzyklus durch einen Bewegungsbefehl wie G00, G01 usw. beendet werden.
G90-Drehzyklus vs G71-Drehzyklus
Der G90-Drehzyklus kann nur gerade und konische Schnitte ausführen, Sie können mit dem G90-Drehzyklus keine Bögen (Kreisinterpolation) schneiden.
Stattdessen schneidet der G71-Drehzyklus auch gerade, konische und bogenförmige Schnitte.
CNC-Maschine
- Präzisions-CNC-Drehservice
- Fräsen Drehen
- Unterschiede beim Fräsen und Drehen
- Fräsen Drehen Dienstleistungen
- Fräsdrehautomation
- WAS IST HARTDREHEN?
- Fanuc G70 G71 Programmbeispiel für einen Schrupp- und Schlichtdrehzyklus
- Kegeldrehen mit modalem G90-Drehzyklus – CNC-Beispielcode
- G71 Schruppdrehzyklus Einzeiliges Format
- Beispielcode für G71-Schruppdrehzyklus – CNC-Drehmaschinenprogrammierung