


Anilam G172 Rechteckprofilzyklus
Anilam G172 Rechteckprofilzyklus
Anilam G172 Rectangular Profile Cycle bereinigt das Innen- oder Außenprofil eines Rechtecks.
Programmierung
G172 Xn Yn Hn Mn Wn Zn An Rn Un Bn Sn In Jn Kn Pn
Parameter
| Parameter | Beschreibung |
|---|---|
| X | X-Koordinate des Zentrums. Wenn keine Koordinate eingegeben wird, zentriert die CNC die Tasche an ihrer aktuellen Position. |
| J | Y-Koordinate des Zentrums. Wenn keine Koordinate eingegeben wird, zentriert die CNC die Tasche an ihrer aktuellen Position. |
| H | Die absolute Z-Position, bevor mit dem Fräsen der Tasche begonnen wird. Dieser muss 0,1 Zoll (oder 2 mm) über der Oberfläche liegen. |
| M | Fertige Länge des Rechtecks. Erforderlich. |
| W | Fertige Breite des Rechtecks. Erforderlich. |
| Z | Absolute Tiefe des fertigen Profils. Wert erforderlich. |
| A | 0 =Innen 1 =Außen |
| R | Radius der Rampenbewegungen. Erforderlich. |
| U | Eckenradiuseinstellung. Wenn der Programmierer einen negativen Wert eingibt, kehren sich sowohl die Schnittrichtung als auch die Start- und Endpunkte um. Optional. |
| B | Maximales Z-Achsen-Inkrement, das für jeden Durchgang verwendet wird. Optional. |
| S | Menge des Materials, das von der Maschine vor dem Fertigdurchlauf übrig bleibt. Standard:0. Wenn der Programmierer einen negativen Wert eingibt, verlässt die CNC das Rohteil, ohne einen Schlichtdurchgang auszuführen. Optional. |
| Ich | Z-Achsen-Vorschub. Optional. |
| J | Schruppvorschub. Optional. |
| K | Schlichtdurchgangsvorschub. Optional. |
| P | Höhe einfahren |
Betrieb
Bei der Ausführung fährt die CNC im Eilgang zur Startposition von Rampe Nr. 1, im Eilgang zu H (Z StartHgt) und führt dann einen Vorschub bis zur Tiefe des ersten Schnitts durch.
Die Maschine fährt entlang Rampe Nr. 1 in das Profil ein, schneidet das Rechteck auf die angegebenen M (Länge) und W (Breite) und fährt dann entlang Rampe Nr. 2 vom Werkstück weg.
Beim Schneiden eines Innenprofils zeigt das Grafikmenü Rampenbewegungen an.
Beim Schneiden eines Außenprofils fährt das Werkzeug entlang der Rampe Nr. 1 in das Profil hinein und entlang der Rampe Nr. 2 vom Profil weg, wie in Abbildung
dargestellt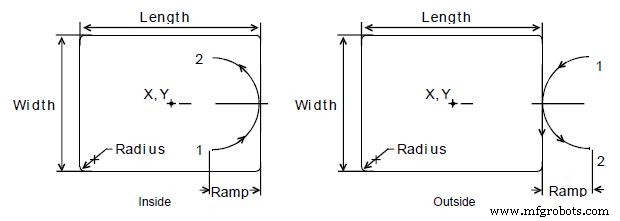
Bewegungen der Innen- und Außenprofilrampe
Der Rechteckprofilzyklus kompensiert automatisch den Werkzeugdurchmesser. Aktivieren Sie den korrekten Werkzeugdurchmesser vor dem G172-Satz.
Notizen
Wenn Sie einen Wert eingeben, führt die CNC die Anzahl der Durchgänge aus, die erforderlich sind, um von H (Z-Start-HGT) zu Z (Z-Tiefe) zu gelangen, wobei das B (Z-Maximalschnitt) bei jedem Durchgang geschnitten wird.
Wenn Sie einen S-Wert (Schlichtaufmaß) eingeben, belässt die CNC das angegebene Rohteil auf dem Profil und der Tiefe für einen Schlichtdurchgang. Die CNC schneidet das Rechteck auf die Maße M (Länge), W (Breite) und Z (Z-Tiefe) im Enddurchgang. Geben Sie ein negatives S (Endaufmaß) ein, um das Endaufmaß zu verlassen, ohne einen Enddurchlauf auszuführen.
Wenn Sie kein J (Grobvorschub) oder K (Schlichtvorschub) eingeben, führt die CNC Vorschubbewegungen mit der aktuellen Vorschubgeschwindigkeit aus. J (RoughFeed) steuert die Vorschubgeschwindigkeit des Schruppzyklus. K (Finish Feed) steuert den Vorschub des Schlichtzyklus
CNC-Maschine
- Zykluszeit vs. Oberflächenbeschaffenheit
- CNC-Bearbeitungszykluszeitberechnung
- CNC Fanuc G76 Gewindeschneidzyklus
- CNC Fanuc G75 Einstechzyklus
- Fanuc-G-Codeliste
- Fanuc G70 G71 Programmbeispiel für einen Schrupp- und Schlichtdrehzyklus
- CNC Fanuc G92 Gewindeschneidzyklus
- G90-Drehzyklus
- Haas G71-Beispielprogramm
- Kegeliges Gewindeschneiden mit G92-Gewindezyklus