


Fanuc G15 G16 Polarkoordinaten-Interpolation beenden/beginnen
G15 Polarkoordinaten-Interpolation beenden
G15 Polarkoordinaten-Interpolation beenden
Programmierung
G15
G16 Polarkoordinaten-Interpolation beginnen
G16 Polarkoordinaten-Interpolation beginnen
Programmierung
G16
Zwischen G16 und G15 können Punkte durch Polarkoordinaten definiert werden.
Die Auswahl der Ebene, in der Polarkoordinaten programmiert werden können, erfolgt mit G17 – G19.
Mit der Adresse der ersten Achse wird der Radius programmiert,
mit der Adresse der zweiten Achse wird der Winkel programmiert,
beides bezogen auf den Werkstücknullpunkt.
Beispiel
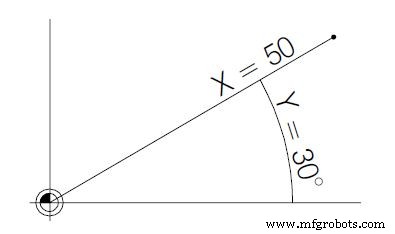
N75 G17 G16 N80 G01 X50 Z30 first axis: radius X=50 second axis: angle Y=30
CNC-Maschine
- Nachhaltig gestalten:Beginnen Sie mit dem Ziel
- Vollständige G-Code-Liste
- Fanuc G68 Beispiel für ein Koordinatenrotationsprogramm
- Fanuc G68-Koordinatenrotation
- Beispiel für ein Fanuc-Unterprogramm
- Fanuc Dwell G04-Befehl
- Beispiel für Fanuc-Kreisinterpolation G02 G-Code
- Fanuc 21-Alarmcodes
- Fanuc G04 Dwell
- Fanuc-G-Code-Liste