


Fanuc G68 Beispiel für ein Koordinatenrotationsprogramm
Der Fanuc G68 Koordinatenrotations-G-Code macht es CNC-Maschinisten leicht, ein Arbeitsmuster in einem gedrehten Winkel auszuführen.
Hier ist ein grundlegendes CNC-Programmierbeispiel, das hilft, die tatsächliche Funktionsweise der G68-Koordinatenrotation zu verstehen.
Fanuc G68 Programmbeispiel
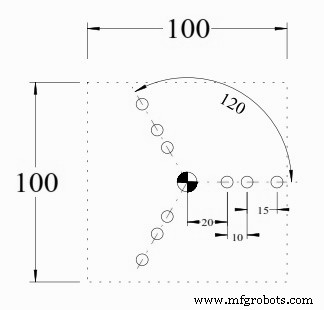
T1 M6 G0 G90 G40 G21 G17 G94 G80 G54 X20 Y0 S1500 M3 G43 Z100 H1 Z5 G81 R3 Z-20 F? M8 X30 X45 G68 X0 Y0 R120 X20 Y0 X30 X45 G68 X0 Y0 R240 X20 Y0 X30 X45 G69 G80 G0 G90 Z100 M30
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- Fanuc CNC-Programmbeispiel
- Fanuc G20 Messung in Zoll mit CNC-Programmbeispiel
- Fanuc G70 G71 Programmbeispiel für einen Schrupp- und Schlichtdrehzyklus
- Fanuc CNC-Drehmaschinen-Programmierbeispiel
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- Haas G71-Beispielprogramm
- Fanuc G68-Koordinatenrotation
- Fanuc-G-Code-Liste