


NCT-Programmierung Bohrkreisteil mit G81 G16
NCT-Programmbeispiel, um zu zeigen, wie ein Teil eines Kreises mit G81 Bohrzyklus und G15 G16 Polarkoordinatenbefehlen gebohrt wird.
G-Codes
| G-Code | Funktion |
|---|---|
| G15 | Polarkoordinatenbefehl abbrechen |
| G16 | Polarkoordinaten-Befehl |
| G81 | Bohr-, Anbohrzyklus |
NCT-Programmbeispiel
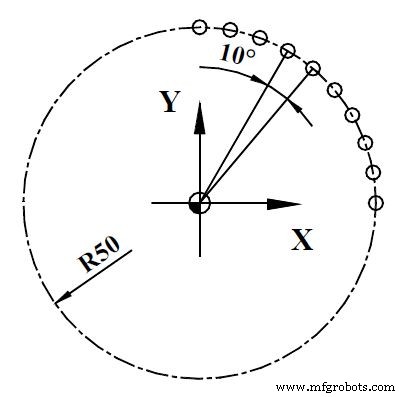
%O7074(7.4) N100 T1 N110 G54 G0 X0 Y0 N120 G43 Z50 H1 N130 S1000 M3 M8 N140 G16 G0 X50 Y-10 N150 G81 X50 YI10 R2 Z-10 L10 N160 G80 G15 N170 G0 Z100 N180 M30 %
Fehlercodes für Mazak-System-/Antriebsalarme
NCT Programmierung Kreisbohren mit G81 Bohrzyklus G16 Polarkoordinate
CNC-Maschine
- Python - Erweiterungsprogrammierung mit C
- 5-Achs-Programmierung:Programmieren mit Werkzeugvektoren?
- Einfachere 5-Achsen-Programmierung mit ASR
- Erzielen eines phänomenalen Finishs durch Metallisierung
- Planeinstechen mit dem G74-Peck-Bohrzyklus CNC-Programmiertutorial
- Kegelgewindeschneiden mit G32 ein CNC-Programmierbeispiel
- G81 Bohrzyklus G83 Tiefenbohren mit G98 G99 Beispielprogramm
- CNC G81 Bohrzyklus-Programmbeispiel
- ECS G81/3 – Bohrzyklus mit 3 Schichten
- ECS G81 Standard-Bohrzyklus