


Beispiel für Fanuc-Kreisinterpolation G02 G-Code
Fanuc-Kreisinterpolation
Fanuc-Kreisinterpolationsbefehle (G-Codes G02, G03) werden verwendet, um ein Werkzeug entlang eines Kreisbogens zu bewegen.
G02 – Kreisinterpolation im Uhrzeigersinn.
G03 – Kreisinterpolation gegen den Uhrzeigersinn.
Wie programmiert man Kreisinterpolation?
Auf CNC-Drehmaschinen mit Fanuc-Steuerung kann die Kreisinterpolation im Uhrzeigersinn (Bogen) auf folgende Weise programmiert werden.
N10 G02 X Z R or N10 G02 X Z I K
Erklärung
N10 G02 X Z R
X – Bogenendpunkt in X-Achse
Z – Bogenendpunkt in Z-Achse
R – Bogenradius.
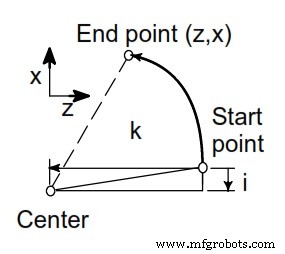
N10 G02 X Z I K
X- Bogenendpunkt auf der X-Achse.
Z – Bogenendpunkt auf der Z-Achse.
I – Abstand vom Bogenanfangspunkt zum Bogenmittelpunkt auf der X-Achse.
K – Abstand vom Bogenstartpunkt zum Bogenmittelpunkt auf der Z-Achse.
Fanuc-Kreisinterpolation G02
Fanuc Circular Interpolation G02 G Code Beispiel
Das folgende Fanuc-Kreisinterpolationsprogrammbeispiel wird auf mehrere verschiedene Arten programmiert.
CNC-Programmierer/Maschinenbauer können die G02/G03 X Z R-Methode oder die G02/G03 X Z I K-Methode verwenden, wenn die Steuerung dies zulässt.
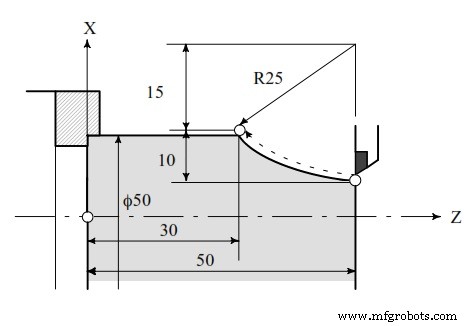
Fanuc Circular Interpolation G02 G-Code-Beispiel
(Durchmesserprogrammierung)
G02 X50 Z30 I25 F0.3
G02 U20 W-20 I25 F0.3
G02 X50 Z30 R25 F0.3
G02 U20 W-20 R25 F0.3
CNC-Maschine
- Fanuc CNC-Programmbeispiel
- CNC-Fanuc G33 G32-Gewinde-G-Code
- Fanuc-G-Codeliste
- Fanuc CNC-Drehmaschinen-Programmierbeispiel
- CNC-Programmierbeispiel G-Code G02 Kreisinterpolation im Uhrzeigersinn
- CNC-Programmbeispiel G03 Kreisinterpolation
- G02 G03 Beispielprogramm für Kreisinterpolation mit G-Code
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- CNC-Kreisinterpolations-Tutorial G02 G03
- CNC-Fräsprogrammierung absolut inkrementell G90 G91 Beispielcode