


Fanuc G68-Koordinatenrotation
G68 Koordinatenrotation
Der Fanuc G68 Koordinatenrotations-G-Code macht es dem CNC-Maschinisten leicht, ein Muster von Operationen in einem gedrehten Winkel auszuführen.
Kurz gesagt: Durch Angabe eines Drehwinkels mit G68 im Programm wird die eigentliche Bearbeitung an der gedrehten Koordinate durchgeführt.
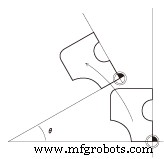
Sie können den Mittelpunkt (Ursprung) und den Rotationswinkel angeben, und das gesamte Betriebsmuster wird dort ausgeführt.
Programmieren
G68 X…Y… R…
Parameter
| Parameter | Beschreibung |
|---|---|
| X,Y | Rotationszentrum. |
| R | Drehwinkel (R+ =gegen den Uhrzeigersinn). |
Wenn die X- und Y-Werte nicht mit G68 Koordinatendrehung programmiert sind, wird die aktuelle Werkzeugposition zum Rotationspolmittelpunkt.
G91 Inkrementalmodus
X, Y und R werden als inkrementelle Werte festgelegt, wenn G68 mit einem G91-Code spezifiziert ist.
G69 Koordinatendrehung abbrechen
Die Drehung muss am Ende mit G69 abgebrochen werden.
Programmieren
G69
CNC-Maschine