


Umgang mit verzögerter Verformung bei CNC-gefrästen Kunststoffteilen:Ursachen, Diagnose und Prävention
Nach der Bearbeitung sieht es gut aus, ändert sich aber später

Im Gegensatz zu Metallen sind Kunststoffe weder eigensteif noch formstabil. Sie zeigen eine deutliche zeitabhängige Reaktion, die sich noch lange nach der Bearbeitung manifestieren kann.
Während des CNC-Schneidens kann sich ein Teil in einem vorübergehenden Gleichgewichtszustand befinden:
- Während des Schneidens hält die Vorrichtung das Material an Ort und Stelle.
- Sobald die Bearbeitung beendet ist, wird die externe Einschränkung aufgehoben.
- Mit der Zeit beginnt sich der innere Stress neu zu verteilen.
Dadurch kann sich das Teil auch ohne äußere Kräfte nach und nach von selbst verformen.
Diese Dimensionsänderung tritt typischerweise in drei Formen auf:
- Verzug
- Dimensionelle Schrumpfung oder Ausdehnung
- Lokale Torsionsverformung
Warum tritt die Verformung später auf?
Kunststoffteile behalten nach der Bearbeitung häufig ihre ursprüngliche Form bei, verändern sich jedoch im Laufe der folgenden Stunden oder Tage.
1. Reststressabbau
Eigenspannung hat ihren Ursprung in zwei Hauptquellen:der eigenen Herstellungsgeschichte des Materials (z. B. Spritzguss oder Extrusion) und dem Bearbeitungsprozess selbst, der Werkzeugdruck und reibungsbedingte Oberflächenspannungen mit sich bringt.
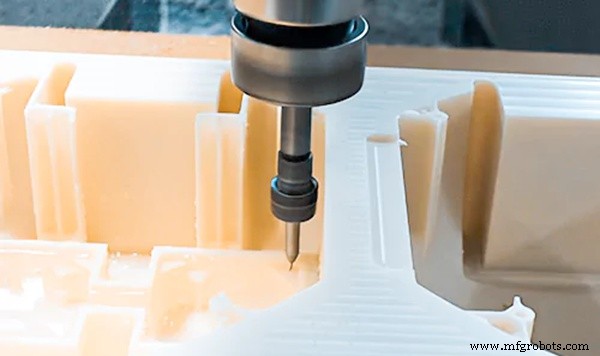
Während des CNC-Schneidens:
- Material wird lokal entfernt.
- Das ursprüngliche Stressgleichgewicht ist gestört.
- Interne Strukturen verlieren ihre Zwänge.
Allerdings bricht die verbleibende Spannung nicht sofort zusammen. Stattdessen durchläuft das Material einen Spannungsrelaxationsprozess, bei dem sich Molekülketten über mehrere Stunden oder Tage hinweg langsam bewegen und neu anordnen, um ein neues Gleichgewicht zu erreichen. Typische Ergebnisse sind Verzug, Verdrehung oder lokale Dimensionsabweichung.
2. Molekülketten-„Memory-Effekt“
Polymere sind langkettige Moleküle. Hochgeschwindigkeits-CNC-Schneiden kann Ketten in der Nähe der bearbeiteten Oberfläche dehnen, ausrichten oder teilweise brechen – ähnlich wie das Dehnen einer Feder. Unmittelbar nach der Bearbeitung reagieren diese Ketten nicht vollständig, sodass das Teil vorübergehend seine Form behält. Im Laufe der Zeit und bei Temperaturschwankungen kehren die Ketten allmählich in ihren ursprünglichen gewellten Zustand zurück, was zu Schrumpfung oder Verformung führt.
3. Nachwirkungen der thermischen Ausdehnung
Auch bei richtiger Kühlung kann die Schneidzone Temperaturen erreichen, die dem Schmelzpunkt von POM oder dem Glasübergang von PMMA nahe kommen. Die Temperaturverteilung des Teils ist direkt nach der Bearbeitung oft ungleichmäßig. Wenn es vollständig auf Raumtemperatur abgekühlt ist – was manchmal mehrere Stunden dauert – können Dimensionsänderungen auftreten, insbesondere bei dickwandigen Teilen, bei denen die Wärme langsamer abgeführt wird.
4. Feuchtigkeitsaufnahme führt zu Volumenveränderungen
Hygroskopische Kunststoffe wie PA nehmen Feuchtigkeit aus der Luft auf. Nach der Bearbeitung dringt Feuchtigkeit allmählich in das Material ein, verändert den Molekülabstand und dehnt das Teil leicht aus. Eine ungleichmäßige Absorption – schnell an der Oberfläche, langsamer im Inneren – erzeugt unterschiedliche Spannungen, die schließlich zu Verformungen führen können.
5. Abbau von Bearbeitungs- und Spannspannungen
Bei der Bearbeitung werden Teile mit erheblicher Kraft eingespannt. Die Zwänge der Vorrichtung können die tatsächliche Verformung verschleiern und das Schneiden kann zusätzliche Restspannungen verursachen. Sobald das Teil entfernt wird, verteilt sich die Spannung neu, die Struktur erholt sich und die Abmessungen ändern sich. Besonders gefährdet sind dünnwandige Teile und große flache Strukturen.
Lösungen:Wie kann eine verzögerte Verformung kontrolliert werden?
Das Ziel besteht nicht darin, Verformungen vollständig zu beseitigen, sondern darin, den Weg und die Geschwindigkeit des Spannungsabbaus zu steuern.
1. Wählen Sie Materialien mit geringer Belastung oder stabilisierte Sorten
Priorisieren Sie Materialien mit minimaler innerer Spannung oder solche, die Stabilisierungsbehandlungen unterzogen wurden, wie zum Beispiel:
- Geglühtes POM
- Stabilisiertes PA
- Stressarme PC-Typen
Die Eigenstabilität des Materials bestimmt maßgeblich die Obergrenze der möglichen Verformung.
2. Setzen Sie eine symmetrische, schrittweise Bearbeitung ein
Vermeiden Sie es, große Materialmengen nur von einer Seite zu entfernen. Nutzen Sie stattdessen eine ausgewogene Bearbeitung auf beiden Seiten, einen schichtweisen Materialabtrag und vermeiden Sie einen plötzlichen Verlust der Gesamtsteifigkeit. Diese Ansätze reduzieren den plötzlichen Stressabbau.
3. Lassen Sie nach der Grobbearbeitung Zeit für die Spannungsstabilisierung.
Lassen Sie das Teil nach dem Grobschneiden 12–24 Stunden bei Raumtemperatur ruhen, bevor Sie die Endbearbeitung durchführen. Dieser Schritt kann die Maßabweichung nach der Lieferung erheblich reduzieren.
4. Kontrollieren Sie die Schneidwärme und die Bearbeitungsbelastung
Parameter optimieren durch:
- Verwendung hoher Spindelgeschwindigkeiten bei geringen Schnitttiefen.
- Vermeiden Sie stumpfe Werkzeuge.
- Überwachung und Begrenzung des Schnitttemperaturanstiegs.
Diese Maßnahmen minimieren die während der Bearbeitung entstehenden Sekundärspannungen.
5. Verwalten Sie die Luftfeuchtigkeit für hygroskopische Materialien
Für PA und ähnliche Kunststoffe:
- Teile bei kontrollierter Luftfeuchtigkeit lagern.
- Bei Bedarf Feuchtigkeit pflegen.
- Setzen Sie frisch bearbeitete Teile nicht einer Umgebung mit hoher Luftfeuchtigkeit aus.
Eine ordnungsgemäße Feuchtigkeitskontrolle kann die Dimensionsstabilität erheblich verbessern.
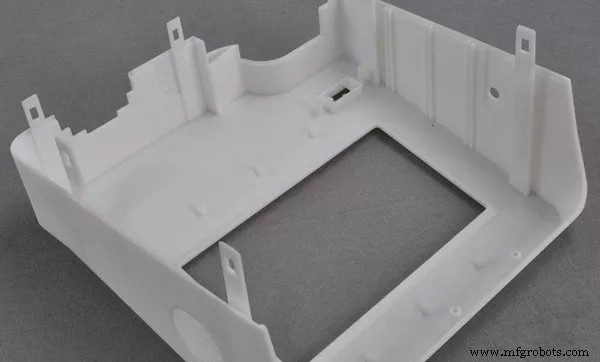
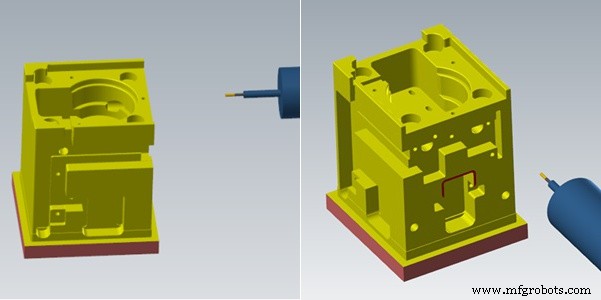
Fallstudie:Verzögerte Verformung in einem POM-Strukturbauteil
Ein Strukturteil für automatisierte Geräte erforderte enge Toleranzen:
- Material:Schwarzes POM
- Größe:66×66×72 mm
- Toleranz:ISO2768-MK
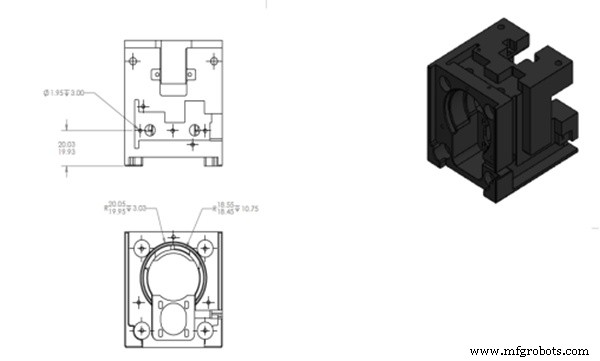
- Merkmale:Flache Oberflächen mit tiefen Hohlräumen und Mehrfachlochpositionierung.
- Anwendung:Präzise Montagepositionierung.
Ausgangssituation
Die sofortige Inspektion nach der Bearbeitung ergab:
- Ebenheit erfüllt die Anforderungen.
- Lochpositionsgenauigkeit innerhalb der Toleranz.
- Keine Auffälligkeiten bei der Lieferung.
Allerdings nach 24 Stunden:
- Die Öffnungsstruktur schrumpfte nach innen um 0,2 mm.
- Lochausrichtung wurde während der Montage abgewichen.
- Stapelkonsistenz wurde instabil.
Erste Versuche (wirkungslos)
Das Ingenieurteam vermutete zunächst Werkzeugprobleme und versuchte Folgendes:
- Schneidwerkzeuge austauschen.
- Vorschubgeschwindigkeit reduzieren.
- Erhöhung der Endbearbeitungsdurchgänge.
Trotz dieser Anpassungen blieb die Verformung nach 24 Stunden bestehen.
Ursachenanalyse
Weitere Überprüfung aufgedeckt:
- Eigene Eigenspannung im Rohmaterial.
- Großer Materialabtrag nur von einer Seite.
- Durch die Spannvorrichtung während der Bearbeitung verdeckte Verformung.
Tatsächlich wurde durch die Bearbeitung die Verformung nur vorübergehend begrenzt, anstatt die Spannung zu beseitigen.
Endgültige Optimierungsstrategie
Zu den Prozessänderungen gehörten:
- Umstellung auf doppelseitige, schrittweise Bearbeitung.
- Erlaubt eine 24-stündige Pause nach der Grobbearbeitung.
- Nutzung geringer Schnitttiefen beim Schlichten.
- Hinzufügen einer letzten Stabilisierungsphase vor der Inspektion.
Die Endkontrolle wurde erst durchgeführt, nachdem sich das Teil in einer Umgebung mit kontrollierter Temperatur und Luftfeuchtigkeit stabilisiert hatte.
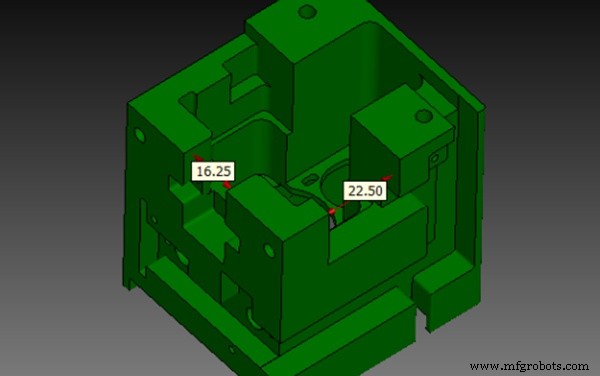
Endergebnisse
Ergebnisse nach der Optimierung:
- Verzögerte Verformung nahezu ausgeschlossen.
- Die Ebenheit blieb innerhalb von 0,1 mm.
- Die Chargenkonsistenz wurde erheblich verbessert.
Schlussfolgerung
Eine verzögerte Verformung bei CNC-bearbeiteten Kunststoffteilen ist grundsätzlich ein zeitabhängiger Spannungsrelaxationsprozess und kein Problem der Bearbeitungsgenauigkeit. Die wirksamste Schadensbegrenzung kombiniert:
- Sorgfältige Materialauswahl.
- Optimierte Bearbeitungsstrategie.
- Kontrolliertes Stressabbau-Timing.
Ziel ist es, Spannungen vor der Endbearbeitung oder Inspektion abzubauen und so Maßänderungen nach der Lieferung zu verhindern.
WayKen bietet professionelle CNC-Bearbeitungsdienstleistungen für Kunststoffe für Präzisionskomponenten mit komplexen Geometrien und engen Toleranzen. Durch optimierte Prozesse, Spannungskontrollstrategien und strenge Qualitätsprüfungen tragen wir dazu bei, die Dimensionsstabilität zu verbessern und das Risiko einer verzögerten Verformung zu verringern.
CNC-Maschine
- Einfaches Einstechen in X-Achsen-CNC-Drehmaschinenprogrammbeispiel
- Wie realisiert man ein CNC-Modell?
- Preisübersicht:Automatische Brückensägen zum Schneiden von Granit und Marmor
- Beherrschen der Tastenfunktionen des FangLing 2300A
- Der ultimative Kaufleitfaden für den Kauf einer digitalen Schneidemaschine
- Ein Leitfaden zum CNC-Fräsen gekrümmter Oberflächen
- Koreanischer Kunde inspiziert und erhält die Holzbearbeitungsmaschine 6090
- Anilam G172 Rechteckprofilzyklus
- Prototyping vs. Endproduktion:Die wichtigsten Unterschiede erklärt
- Auswählen der rechten Fasen-Schneidspitzengeometrie