


Reduzierung der Komplexität der CNC-Bearbeitung:Wichtigste Herausforderungen und bewährte Optimierungsstrategien
Tiefe, schmale Rillen und Strukturen mit engen Abständen
Teile wie Kühlkörper und Ventilkörper weisen häufig tiefe, schmale Rillen und dicht gepackte dünnwandige Rippen auf, um das Gewicht zu reduzieren und die Wärmeableitung zu erhöhen. Bei der CNC-Bearbeitung stellen diese Merkmale mehrere kritische Probleme dar:
- Für tiefe Schlitze sind Fräser mit langer Schneide erforderlich. Wenn der Werkzeugüberhang seinen Durchmesser überschreitet, kann es zu elastischer Durchbiegung und Rattern kommen, was zu Maßungenauigkeiten und Oberflächenfehlern führt.
- Begrenzter Platz in engen Nuten behindert die Spanabfuhr und erhöht das Risiko von Spanstaus und Werkzeugbruch.
- Das Eindringen des Kühlmittels in tiefe, enge Bereiche ist schwierig, was zu einem Wärmestau führt, der das Teil verformt und die Präzision beeinträchtigt.

Optimierungstechniken
- Erweitern Sie beim Entwurf die Schlitze oder verringern Sie die Tiefe, damit das Verhältnis von Werkzeugdurchmesser zu Tiefe innerhalb akzeptabler Grenzen bleibt.
- Verwenden Sie Werkzeuge mit hoher Steifigkeit und kleinem Durchmesser oder Fräser mit langen Kanten in Kombination mit festen Klemmstützen.
- Erhöhen Sie den Kühlmittelfluss oder integrieren Sie Spanabfuhrkanäle.
- Wenn eine Neukonstruktion nicht möglich ist, wählen Sie einen stufenweisen Bearbeitungsansatz:Durch die Grobbearbeitung wird das gesamte Material entfernt, gefolgt von der Endbearbeitung, um die Endtoleranzen zu erreichen.
Strukturen mit kleinen Radien und unvollständigem Eckenabstand
Zu kleine Inneneckenradien erfordern häufig eine Erodierbearbeitung oder manuelle Nachbearbeitung. Die größten Herausforderungen sind:
- Begrenzungen des Werkzeugdurchmessers :Ecken mit kleinem Radius erfordern winzige Werkzeuge, tiefe Hohlräume erfordern jedoch lange Werkzeuge, deren Mindestdurchmesser durch die Steifigkeit eingeschränkt ist.
- Werkzeugwegreste :Wenn der Werkzeugradius den angegebenen Eckenradius überschreitet, bleibt Material zurück und es entsteht ein „toter Knoten“.
- Zusätzliche Prozessschritte :Unklare Ecken erfordern Erodieren, wodurch Spannfehler und Zykluszeit hinzukommen.
Optimierungstechniken
- Erhöhen Sie den Innenradius, sofern die Konstruktion dies zulässt, und ermöglichen Sie so einen einzigen Bearbeitungsdurchgang mit Standardwerkzeugen.
- Wenden Sie an Ecken spiralförmige oder kreisbogenförmige Vorschubmuster an, um plötzliche Richtungsänderungen zu vermeiden, die zu Rattern führen.
- Konstruieren Sie problematische Bereiche in Außenecken um oder fügen Sie Prozesskerben hinzu, um die Bearbeitung zu vereinfachen.
Dünnwandige Strukturen
Dünnwandige Teile sind leicht, aber anfällig für Verformung und Vibration unter Schnittkräften:
- Schlechte Steifigkeit :Dünnen Wänden mangelt es an Steifigkeit, was zu einer elastischen Verformung während der Bearbeitung führt.
- Klemmherausforderungen :Zu hohe Spannkraft verformt das Teil; Eine unzureichende Kraft führt zu einer instabilen Positionierung.
- Resonanzrisiko :Niedrige Eigenfrequenzen können mit den Schnittfrequenzen übereinstimmen und die Oberflächenqualität verschlechtern.

Optimierungstechniken
- Fügen Sie während der Konstruktion Rippen oder temporäre Stützen hinzu und entfernen Sie diese nach der Bearbeitung.
- Verwenden Sie Hilfsstützen wie Vakuumsaugnäpfe oder Füllstoffe aus Legierungen mit niedrigem Schmelzpunkt.
- Getrenntes Schruppen und Schlichten; Verwenden Sie beim Schlichten leichte Schnitte, hohe Spindelgeschwindigkeiten und schnelle Vorschübe.
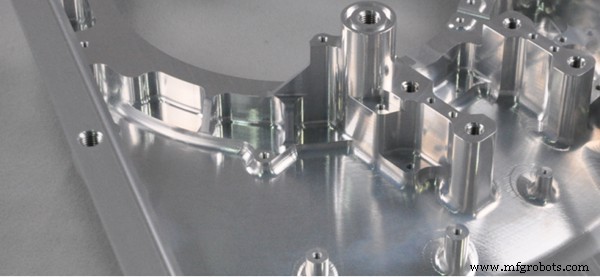
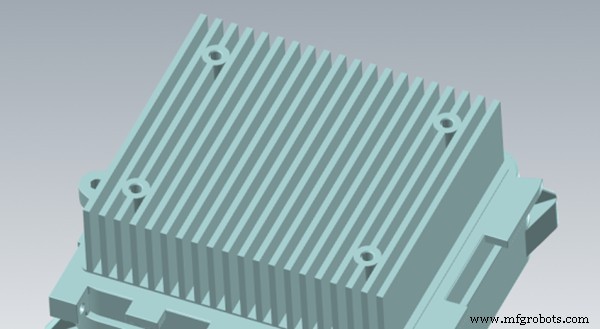
Fallstudie:Bearbeitungsoptimierung eines Kühlkörpergehäuses eines Elektro-Lkw
Das aus ADC12-Aluminium gefertigte Kühlkörpergehäuse mit den Maßen 159 x 135 x 67 mm verfügt über eine dichte Rippenstruktur mit tiefen Rillen zur Ableitung der Antriebswärme. Die erste Analyse ergab mehrere Engpässe:
Designbedingte Bearbeitungsherausforderungen
1. Unangemessen tiefe, schmale Rillen
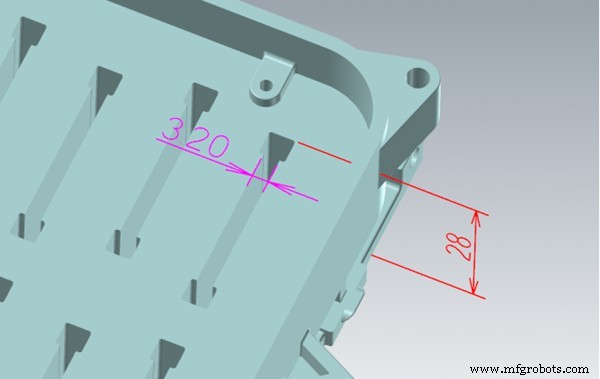
Eine Nutbreite von 3,2 mm und eine Tiefe von 28 mm erforderten einen 3-mm-Fräser mit langer Nut und einem Überhang von>29 mm, was zu schlechter Steifigkeit, hohem Werkzeugbruchrisiko, längerer Zykluszeit und Schwierigkeiten beim Erreichen von Ra1,6 führte.
2. Extrem kleiner Eckenradius
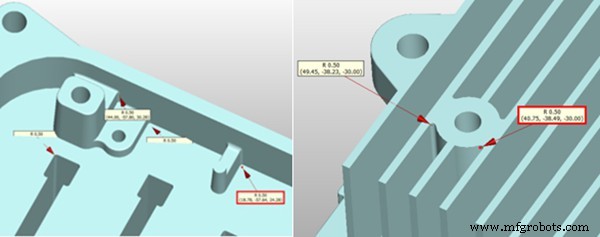
Die Hohlraumtiefe von 28 mm erforderte einen 3-mm-Fräser, aber sein R1,5-Radius konnte die R0,5-Ecken des Designs nicht bearbeiten, so dass Material übrig blieb, das durch Erodieren bearbeitet werden musste.
3. Dünne lokale Wandstärke
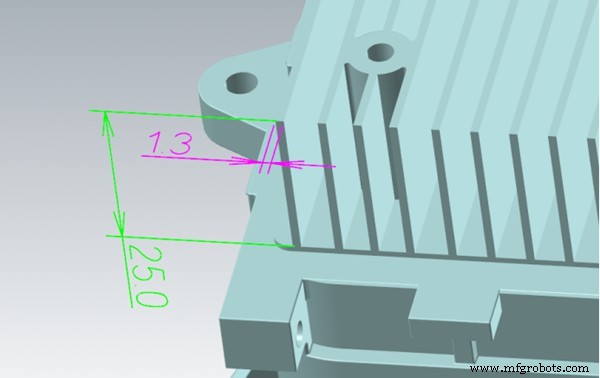
Lamellen mit einer Dicke von nur 1,2 mm und einer Höhe von 25 mm neigten beim Fräsen zu Vibrationen und Durchbiegungen, was die Dimensionsstabilität beeinträchtigte.
Optimierter Bearbeitungsplan und optimierte Ergebnisse
1. Abgestuftes Rillendesign
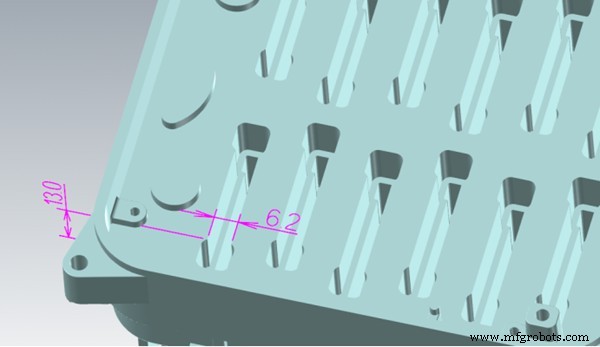
Die 28-mm-Rille wurde geteilt:Die unteren 15 mm behielten eine Breite von 3 mm; die oberen 13 mm wurden auf 6,2 mm verbreitert. Zuerst bearbeitet ein 6-mm-Fräser den oberen Teil, dann bearbeitet ein 3-mm-Fräser den tiefen Teil. Jedes Werkzeug arbeitet innerhalb eines sicheren Längen-Durchmesser-Verhältnisses und ermöglicht so eine Verdreifachung der Schnittparameter. Die Gesamtzykluszeit sank von 2,8 Stunden auf 1,1 Stunden und die Werkzeugkosten sanken um 60 %.
2. Vergrößerte Eckradien zur Eliminierung von EDM
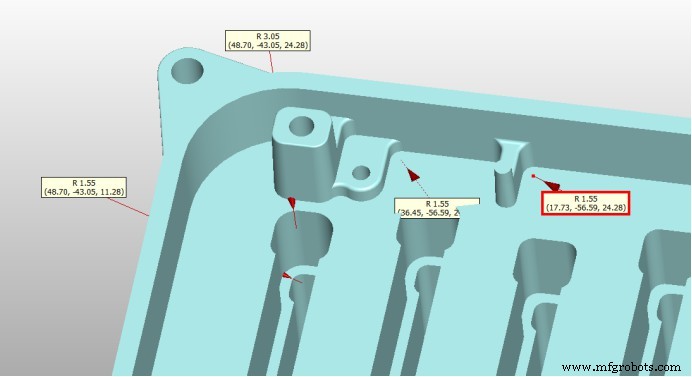
Die Erhöhung des Hohlraumbodenradius auf R1,55 und der abgestuften Ecke auf R3 ermöglichte die direkte Bearbeitung mit 3-mm- und 6-mm-Flachboden-Schaftfräsern, wodurch die EDM-Stufe entfernt und die Maßhaltigkeit verbessert wurde.
3. Verdickte dünne Wände
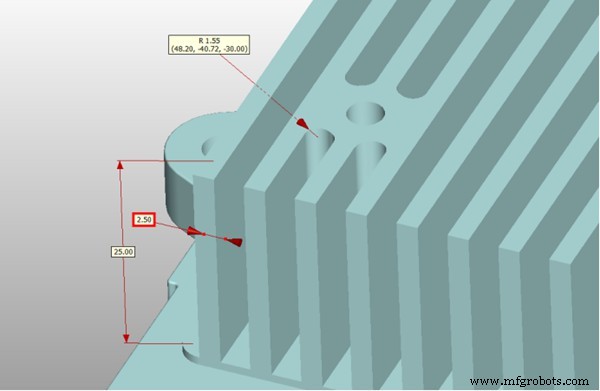
Die Wandstärke wurde von 1,3 mm auf 2,5 mm erhöht, wodurch die Durchbiegung unterdrückt und eine Toleranz von ±0,05 mm erreicht wurde.
Vergleich der Bearbeitungsleistung
| Element | Vorher | Nachher | Verbesserung |
|---|---|---|---|
| Einzelteilbearbeitungszeit | 6,5h | 3,2h | Reduzierung um 51 % |
| Werkzeugverbrauch | 8–10 Werkzeuge/Teil | 4–6 Werkzeuge/Teil | 40 % Ermäßigung |
| EDM-Prozess | Behalten | Eliminiert | 2,5 Stunden gespart |
| Oberflächenrauheit | Ra1,6–3,2 | Ra0,8–1,2 | Deutliche Verbesserung |
Empfehlungen zur Fertigungsoptimierung
- Bewertung der Werkzeugzugänglichkeit :Halten Sie die Schlitztiefe unter dem Fünffachen des Werkzeugdurchmessers, um einen übermäßigen Überhang zu vermeiden.
- Auswahl des Verrundungsradius :Entwerfen Sie Innenecken mit Radien, die den Standardwerkzeuggrößen entsprechen, um Erodieren oder manuelle Nachbearbeitung zu vermeiden.
- Anpassung der Flossenstruktur :Wo möglich, ersetzen Sie eng beieinander liegende tiefe Schlitze durch abgestufte Konfigurationen und erhöhen Sie die Wandstärke oder reduzieren Sie die Anzahl der Rippen, um die Steifigkeit und die Durchführbarkeit der Bearbeitung zu verbessern.
Mit umfassender Erfahrung in komplexen Geometrien und engen Toleranzen liefert WayKen CNC-Bearbeitungslösungen, die DFM-Feedback und fortschrittliche Strategien integrieren. Unser Ansatz reduziert Zykluszeiten, Werkzeugkosten und Ausschussraten und gewährleistet gleichzeitig eine gleichbleibend hohe Teilequalität.
Moderne mechanische Konstruktionen basieren zunehmend auf komplexen Strukturen. Das Ignorieren von Einschränkungen bei der CNC-Bearbeitung kann zu Verarbeitungsschwierigkeiten, Kostenüberschreitungen und Ausschuss führen. Durch frühzeitiges Berücksichtigen von Werkzeugzugänglichkeit, Dünnwandvibrationen, Spanabfuhr und Eckenradiusproblemen können nur geringfügige Anpassungen zu erheblichen Verbesserungen der Herstellbarkeit und Kosteneffizienz führen.
CNC-Maschine
- G02 G03 Beispielprogramm für Kreisinterpolation mit G-Code
- Experten-Vergleichs- und Auswahlhilfe für CNC-Metallschneidemaschinen
- Blue Elephant CNC:Vertrauenswürdiger professioneller Hersteller von Möbelproduktionslinien
- DREHZENTRUM – Definition aus dem CNC-Wörterbuch
- Grundlegende Sicherheit für CNC-Maschinen:Die wichtigsten Gebote und Verbote
- CNC-Bearbeitungstechnologie kann komplexe Werkstücke vereinfachen
- CNC-Maschinist:Ein hochbezahlter Karriereweg für Oberstufenschüler und Absolventen
- Die 7 besten CNC-Fräsmaschinen für kleine Unternehmen:Zuverlässigkeit, Produktivität und ROI
- Premium 1325 CNC 4’×8’ Holzfräse nach St. Johns, Antigua geliefert
- Wichtige Überlegungen bei der Auswahl einer CNC-Frässpindel